Скобы индикаторные и рычажные
Скобы рычажные (СР, СРП) и скобы индикаторные (СИ) – это универсальные средства измерений наружных линейных размеров, которые используются для относительных измерений. Так как у рассматриваемых приборов, диапазон показаний по шкале невелик (см. в таблице «Метрологические характеристики универсальных измерительных инструментов и приборов» в приложении ), то чтобы получить значение измеренного с помощью СР, СРП или СИ размера, необходимо сложить
 величину меры, по которой настраивался инструмент (обычно это ППКМД) и показания шкалы прибора с учетом знака.
величину меры, по которой настраивался инструмент (обычно это ППКМД) и показания шкалы прибора с учетом знака.
Каждая скоба имеет определенный диапазон измерений 0-25мм, 25-50 мм, 50-75мм и т.д.
Рис. 2.12. Скобы рычажные:
а) СР - нормальной точности;
б) СРП - повышенной точности
В корпусе 3 скобы рычажной (рис. 2.12) установлены неподвижная 5 и подвижная 4 измерительные губки. Подвижная губка связана с рычагом, который приводит в движение стрелку 2 шкалы 1. Для определения величины искомого размера, скобу необходимо настроить по эталону или набору концевых мер длины. Величина настроечной меры определяется по чертежу и берется равной номинальному размеру или определяется в результате измерения штангенциркулем. Предварительно сняв колпачок 7, переместить неподвижную губку до касания с мерой, используя винт 9 (рис. 2.12 а – СР) или гайку 9 (рис. 2.12 б – СРП), так чтобы стрелка 2 показала «0» по шкале прибора. Зафиксировать неподвижную губку в нулевом положении можно стопорной гайкой 6 (рис. 2.12 а – СР) или колпачком 7 (рис. 2.12 б – СРП). Контролируемую деталь установить между губками скобы, отведя подвижную губку кнопкой арретира 10. При легком покачивании скобы определить наименьшее показание шкалы. Вычислить искомый размер.
|
|
|
Для повышения точности измерений рекомендуется изолировать скобу от тепла рук оператора, поэтому инструмент устанавливают либо в специальную державку либо держат его только за теплоизолирующие накладки 11.
Задание 3 . Измерить диаметр точной цилиндрической шейки детали.
1) Составить блок концевых мер длины, равный номинальному размеру цилиндрической поверхности детали;
2) Настроить СР или СРП на «0» по блоку КМД;
3) Произвести измерение и после снятия показаний по шкале прибора вычислить действительный диаметр шейки детали;
4) Сделать заключение о годности.
 Индикаторный нутромер
Индикаторный нутромер
Размеры точных отверстий можно контролировать с помощью индикаторного нутромера (рис.2.13). Пределы измерений индикаторных нутромеров составляют от 2 до 1000 мм в зависимости от типоразмера прибора. Цена деления нутромеров нормальной точности по ГОСТ 868-72 составляет 0,01 мм, повышенной точности по ГОСТ 9244-59 – 0,001 и 0,002 мм.
|
|
|
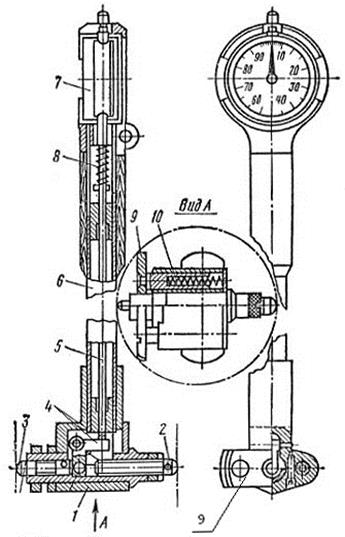
Рис. 2.13. Индикаторный нутромер (НИ).
В корпусе 1 индикаторного нутромера (рис. 2.13) установлен неподвижный измерительный стержень 2 со сферическим наконечником. С противоположной стороны корпуса, соосно с неподвижным стержнем, установлен подвижный измерительный стержень 3. При измерениях подвижный стержень перемещается и вращает двуплечий рычаг 4, который в свою очередь перемещает вертикальный шток 5, расположенный в трубке 6. В трубке закреплен индикатор 7, его измерительный наконечник упирается в шток 5, который прижимается к наконечнику пружиной 8. Таким образом, благодаря равноплечему рычагу перемещения измерительного стержня 3 непосредственно передаются на индикатор. Для лучшего центрирования нутромера в отверстии на корпусе 1 установлен подвижный мостик 9, который отжимается двумя пружинами 10.
Для выполнения измерений прибор настраивают на номинальный размер по эталонному кольцу или блоку концевых мер с боковиками, закрепленными в державке (см. рис. 2.11). Установка на размер производится вывинчиванием (или ввинчиванием в корпус) неподвижного стержня 2. Для расширения пределов измерений каждый нутромер поставляется вместе с комплектом сменных неподвижных стержней. Вывинчивание неподвижного стержня производят до тех пор, пока размер между сферическими наконечниками стержней 2 и 3 не окажется больше измеряемого размера на 1,0…2,0 мм.
|
|
|
Установка нутромера «на ноль» выполняется следующим образом. Отжав центрирующий мостик, корпус нутромера вводят в отверстие эталона и, покачивая (во избежание перекоса прибора), находят наименьшее показание стрелки индикатора. В этом положении совмещают нулевой штрих шкалы со стрелкой путём поворота циферблата индикаторной головки. Действительный размер отверстия определяется сложением размера набора мер (эталона) и показаний НИ с учетом знака.
Для определения величины отклонения от круглости (овальность) производят измерение диаметра в нескольких направлениях одного осевого сечения, а для измерения отклонения профиля продольного сечения (конусность, бочкообразность и т.п.) производят несколько измерений по длине отверстия.
Задание 4 Измерить диаметр точного отверстия детали.
Порядок выполнения измерений:
1) Составить блок концевых мер длины, равный номинальному размеру отверстия детали;
2) Настроить струбцину на размер с помощью блока концевых мер;
|
|
|
3) Настроить индикаторный нутромер на «0»;
4) Произвести измерение и после снятия показаний индикаторной головки вычислить действительный размер отверстия;
5) Сделать заключение о годности.
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ ПРИ ПОДГОТОВКЕ
К ЗАЩИТЕ ЛАБОРАТОРНОЙ РАБОТЫ
1. Что называют измерением?
2. Какие существуют виды измерений?
3. Что называют: а) ценой деления; б) диапазоном показаний;
в) измерительным усилием; г) погрешностью измерения?
4. Устройство штангенинструментов, микрометрических инструментов,
5. Устройство скоб рычажных и индикаторных нутромеров.
6. Основные типы и области применения: а) штангенинструментов;
б) микрометрических инструментов; в) скоб рычажных;
7. Изложить основные сведения о концевых мерах длины.
8. Как производят притирку плиток?
9. Правила составления блока из плоскопараллельных концевых мер длины.
10. Структура и назначение формул для расчета нониусов.
11. Порядок счета показаний со штангенинструментов,
микрометрических инструментов.
12. Правила установки микрометрических инструментов на нуль.
13. Порядок настройки индикаторного нутромера.
14. Порядок настройки скобы рычажной.
15. Принцип определения размера с помощью нутромера индикаторного
и скобы рычажной.
16. Что такое допуск размера? Что называют предельными отклонениями размера ?
17. Что такое посадка?
18. Что называют номинальным размером, предельным размером, действительным размером?
19. Как выбирают средства измерения?
20. На чем основывается выбор точности измерительного средства в зависимости от допуска?
21. Произвести ориентировочный выбор измерительных средств для контроля следующих размеров деталей:
Æ125H11; Æ320c11; Æ24H7; Æ58D8; Æ300H12; Æ25к6; Æ45h9; 100 h14; 40 ±IT12/2; 28 – 0,2.
Список литературы:
1. Справочник по производственному контролю в машиностроении/Под ред. А.К. Кутая. Изд. 3, перераб. и доп., Л.: Машиностроение. Ленингр. отделение, 1974.
2. Допуски и посадки: Справочник. В 2-х ч. /В.Д.Мягков, М.А.Палей, А.Б.Романов, В.А.Брагинский, – 6-е изд., перераб. и доп.-Л.:Машиностроение. Ленингр. отд-ние, ч.2. – 1983. – 448с.
3. Палей А.М., Тайц Б.А., Лукьянов В.С. и др. Единая система допусков и посадок СЭВ в машиностроении и приборостроении, Справочник: в 2 т - 2-е изд., перераб. и доп. – М.: Издательство стандартов, 1989.
4. Методические указания для проведения лабораторных работ по курсу «Взаимозаменяемость, стандартизация и технические измерения» ч.1/ Ижевский механический институт; Сост.: И.К.Пичугин, С.М.Исмагилова, и др. Ижевск, 1991, 46 с.
5. Береснева А.В. Комплект справочных приложений к лабораторному практикуму по курсам «Нормирование точности» и «Метрология, стандартизация и сертификация». – ИжГТУ, электронный ресурс кафедры КТПМП, 2013 г.
Дата добавления: 2021-03-18; просмотров: 660; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!