ЗАДАНИЕ НА ВЫПОЛНЕНИЕ КОНТРОЛЬНОЙ РАБОТЫ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Саратовский государственный технический университет
имени Гагарина Ю.А.»
Институт машиностроения, материаловедения
Кафедра "Технология и системы управления в машиностроении"
Разработка управляющей программы в системе программирования ЧПУ класса PCNC
С использованием многопроходных циклов
Методические указания
к выполнению контрольной работы
по дисциплине «Современные системы ЧПУ»
для студентов направлений
15.03.04 – Автоматизация технологических процессов и производств
Электронное издание локального распространения
Саратов, 2021
Все права на размножение и распространение в любой форме остаются за разработчиком.
Нелегальное копирование и использование данного продукта запрещено.
Составитель: Янкин Игорь Николаевич
410054, Саратов, ул. Политехническая, 77
Научно-техническая библиотека СГТУ
тел. (8452) 99-86-47; (8452) 99-86-48,
http: //lib.sstu.ru
Регистрационный
номер _____________
ã Саратовский государственный
технический университет
имени Гагарина Ю.А., 2021
Описание G -кодов, используемых при выполнении задания
S1000 M03 - включение шпинделя на 1000 об/мин с правым вращением
(M03).
T01 M06 - установка инструмента №1 в рабочую позицию.
|
|
|
F20 - задание рабочей подачи инструмента (0,2 мм/мин); указанный
код носит модальный характер (действует, пока не будет
задано новое значение).
G00 Xn Zk - быстрый подвод инструмента в точку с координатами Xn Zk,
где n и k - значения координаты; если после значения
координаты не ставить точку, то она задается в "дискретах"
(1 дискрета для данного станка составляет 0,01 мм), если
проставить точку, то значение задается в "мм".
G01 Xn Zk - подвод инструмента в точку с координатами Xn Zk на рабочей
подаче, которая установлена ранее (F20).
G02 и G03 - Круговая интерполяция,
Код G02 – перемещение по дуге окружности по часовой стрелке,
Код G03 – перемещение по дуге окружности против часовой стрелки.
Как и при выполнении линейной интерполяции, в кадре круговой интерполяции необходимо указать рабочую подачу F.
Существуют два способа для формирования кадра круговой интерполяции.
|
|
|
1-й способ - с указанием конечной точки и радиуса:
а) по часовой стрелке: G 02 Xn Zk Ru

R - радиус движения.
Для выполнения скругления необходимо подвести вершину
инструмента в начальную точку 1, затем выполнить кадр УП - инструмент переместится в точку 2.
б) против часовой стрелки: G 03 Xn Zk Ru
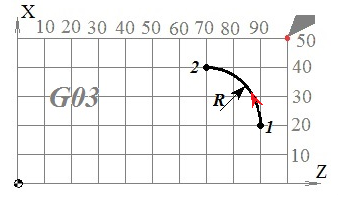
Длина дуги скругления зависит от координат конечной точки дуги и от величины радиуса. Пример скругления дугой 180 градусов:

2-й способ - с указанием конечной точки и инкрементальных координат центра дуги относительно начальной точки:
а) по часовой стрелке: G 02 Xn Zk In Kn
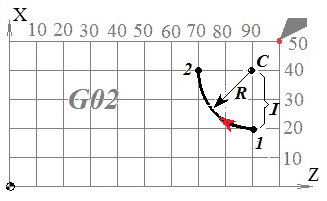
G02 - движение по часовой стрелке;
Xn Zk - координаты конечной точки дуги
In - инкрементальная координата центра дуги по оси X (расстояние между начальной точкой 1 и центром дуги по оси X- на рисунке dX=20мм);
|
|
|
Kn - инкрементальная координата центра дуги по оси Z (расстояние между начальной точкой 1 и центром дуги по оси Z - на рисунке dZ=0);
R - радиус движения.
б) против часовой стрелки: G 03 Xn Zk In Kn
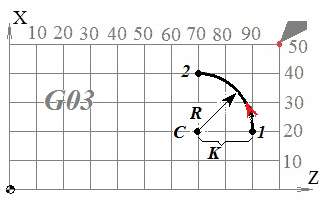
G03- движение против часовой стрелки;
Xn Zk - координаты конечной точки дуги;
In - инкрементальная координата центра дуги по оси X (расстояние между начальной точкой 1 и центром дуги по оси X - на рисунке dX=0);
Kn - инкрементальная координата центра дуги по оси Z (расстояние между начальной точкой 1 и центром дуги по оси Z - на рисунке dZ= - 20мм);
R - радиус движения;
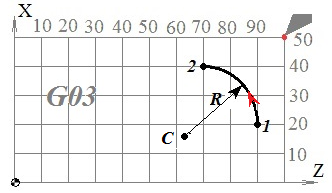
Если длина дуги не кратна 90 градусов, то для ее выполнения требуются определенные тригонометрические расчеты. Пример программирования дуги, длина которой меньше 90 градусов:
G 03 Xn Zk R n
Выбор варианта записи кадра кругового перемещения зависит от возможностей ЧПУ и привычки программиста. Большинство современных станков с ЧПУ поддерживают оба варианта записи.
|
|
|
G 20 Xn Zk - организация многопроходного цикла продольного точения, что
позволяет сократить управляющую программу.
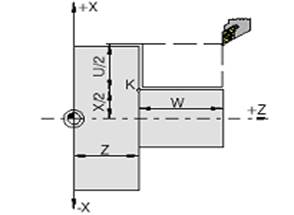
Осуществляется следующим образом. Сначала резец подводится
в исходную точку для точения. Затем организуется цикл продольного точения. Пусть это будет некоторая точка А(60; 70) и необходимо снять припуск 5 мм по 1 мм на проход. Тогда программирование будет выглядеть так:
G20 X60. Z70.
X59. Z70.
X58. Z70.
X57. Z70.
X56. Z70.
X55. Z70.
После выполнения каждого цикла резец будет возвращаться в исходную точку А. Как видно из примера, данный код также
является модальным. Положение исходной точки А выбирается в
зависимости от размеров заготовки.
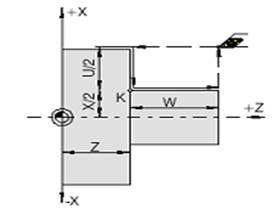
Аналогично программируется и многопроходный цикл обработки конуса с добавлением радиуса. Формат кадра:
G 20 Xn Z k Ru , где u - разница в диаметрах входной и выходной частях конуса, деленная пополам.
G24 Xn Z k - организация многопроходного цикла торцового точения, что
позволяет сократить управляющую программу.
Осуществляется следующим образом. Сначала резец подводится
в исходную точку для торцевания. Затем организуется цикл торцового точения. Пусть это будет некоторая точка А(60; 70) и необходимо снять по торцу 5 мм по 1 мм на проход. Тогда программирование будет выглядеть так:
G24 X0. Z70.
X0. Z69.
X0. Z68.
X0. Z67.
X0. Z66.
X0. Z65.
После выполнения каждого цикла резец будет возвращаться в исходную точку А. Как видно из примера, данный код так же
является модальным. Положение исходной точки А выбирается в
зависимости от размеров заготовки.
М-коды
M 02 – Остановка выполнения программы
M 03 – Включение шпинделя по часовой стрелке
M 04 – Включение шпинделя против часовой стрелке
M 05 – Останов шпинделя
M 06 – Смена инструмента на одну позицию револьверной головки
ЗАДАНИЕ НА ВЫПОЛНЕНИЕ КОНТРОЛЬНОЙ РАБОТЫ
Задание
Разработать управляющую программу в системе программирования PCNC для токарного станка НТС-1 с ЧПУ и выполнить его наладку на обработку детали. Проходной резец зарезервирован в наборе инструментов под №1, а отрезной резец - под №2 с шириной режущей части 2 мм.
Для верификации программы рекомендуется использовать «Верификатор для КР.exe» (архив – «Верификатор для КР.7z»). Для работы с ним необходимо в окне «Окно ввода управляющей программы» набрать или вставить скопированный текст управляющей программы, с помощью движка указать номер варианта, размеры заготовки, координаты нуля станка и кликнуть по клавише «Проверить» (! на некоторых компьютерах требуется кликнуть дважды).
Для пробной верификации можно использовать файл «Пример из МУ.txt», указав вариант номер 0.
Дата добавления: 2021-02-10; просмотров: 104; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!