Тема 7.3. Источники питания сварочной дуги на постоянном токе (сварочные генераторы).
Машинные сварочные преобразователи состоят из приводного АД с КЗР и генератора постоянного тока, которые установлены в одном корпусе и связаны одним валом. Иногда в качестве приводных двигателей применяются двигатели внутреннего сгорания. Сварочные генераторы выпускаются с двумя обмотками возбуждения, которые могут включаться по двум основным схемам:
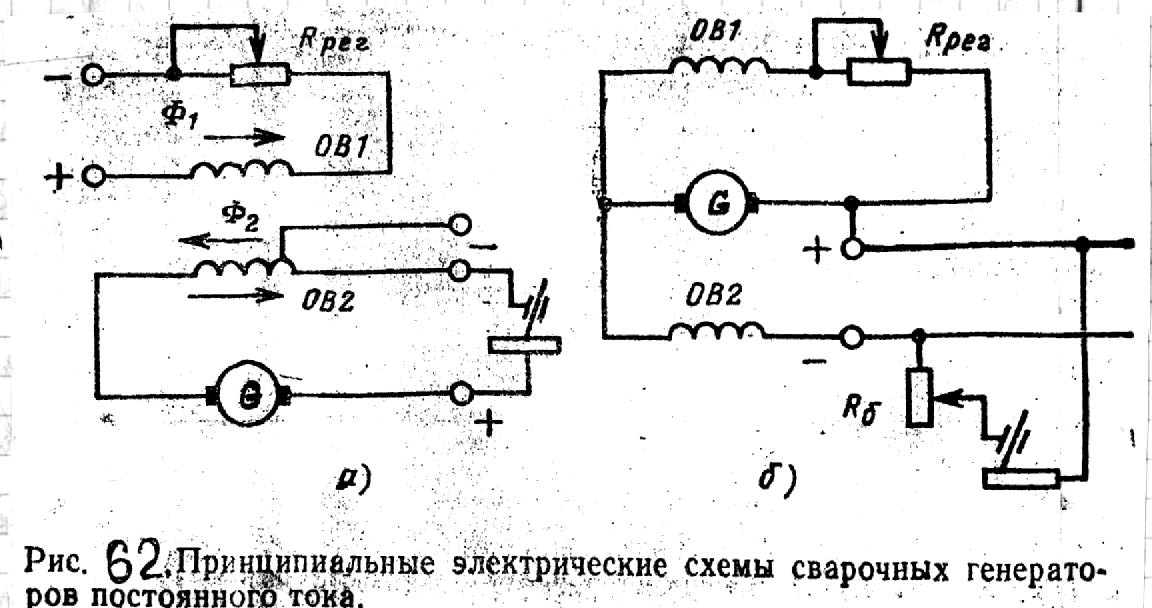
Рис.62,а – генератор имеет независимую обмотку возбуждения ОВ1 и последовательную обмотку возбуждения ОВ2. ОВ2 может быть как намагничивающей, так и размагничивающей в зависимости от направления магнитного потока Ф2. Регулируя магнитный поток Ф1, создаваемый ОВ1 с помощью реостата  можно плавно регулировать ток возбуждения генератора, а значит и ток сварки. ОВ2 включается в сварочную цепь последовательно и при прохождении по ней тока сварки создается магнитный поток Ф2. Если ОВ2 включена таким образом, что Ф2 направлен встречно основному потоку Ф1, то ОВ2 называется размагничивающей при этом внешняя характеристика генератора будет мягкой (падающей). Если ОВ2 включена так, чтобы Ф2 был направлен согласно с Ф1, то она будет намагничивающей, а значит внешняя характеристика генератора будет жесткой. В обоих случаях для получения качественного сварного шва «+» выхода генератора подключают к свариваемым деталям, а «-» к электроду.
можно плавно регулировать ток возбуждения генератора, а значит и ток сварки. ОВ2 включается в сварочную цепь последовательно и при прохождении по ней тока сварки создается магнитный поток Ф2. Если ОВ2 включена таким образом, что Ф2 направлен встречно основному потоку Ф1, то ОВ2 называется размагничивающей при этом внешняя характеристика генератора будет мягкой (падающей). Если ОВ2 включена так, чтобы Ф2 был направлен согласно с Ф1, то она будет намагничивающей, а значит внешняя характеристика генератора будет жесткой. В обоих случаях для получения качественного сварного шва «+» выхода генератора подключают к свариваемым деталям, а «-» к электроду.
Типы: ПСГ -  =50 ÷ 350 А ; ПСО - =120 ÷ 800 А.
=50 ÷ 350 А ; ПСО - =120 ÷ 800 А.
Рис.62,б – генератор выполнен с последовательной обмоткой ОВ2 и параллельной обмоткой ОВ1. Такие генераторы изготовляются двух видов: с размагничивающей обмоткой ОВ2 (тип ПС 300) с = от 300 ÷ 1200 А и с подмагничивающей обмоткой ОВ2 ( тип ПСН 1000) с = 300 ÷ 1200 А. Т.о. тип ПС работает с падающими характеристиками, а ПСН- жесткими характеристиками. Ток сварочный можно регулировать плавно реостатом в цепи ОВ1, кроме того в небольших пределах можно регулировать ток балластным реостатом  .
.
В обоих случаях (рис.62,а и б) для получения качественного сварного шва «+» полюс генератора подключают к свариваемым деталям, а «-» к электроду.
СР Тема 7.4. Конструкция и назначение сварочного выпрямителя ВДУ – 504 с тиристорным управлением.

Общий вид сварочного выпрямителя ВДУ-504 (номинальный сварочный ток 500 А, при ПВ = 60 %) показан на рис. 63. Выпрямитель помещен в стальной кожух и смонтирован на тележке 1. Сеть 380 В подключается к панели зажимов 10 со стороны задней решетки тележки. На этой панели находится и фильтр для защиты от помех радиоприему, создаваемых при сварке. Защита выпрямителя от токов КЗ осуществляется автоматическим выключателем 8. Присоединение сварочного кабеля производится к гнездам 22 специальными разъемами. В сварочную цепь включается также дроссель 6. Первичные обмотки трехфазного силового трансформатора 2 можно соединять в звезду или треугольник при помощи переключателя 9.
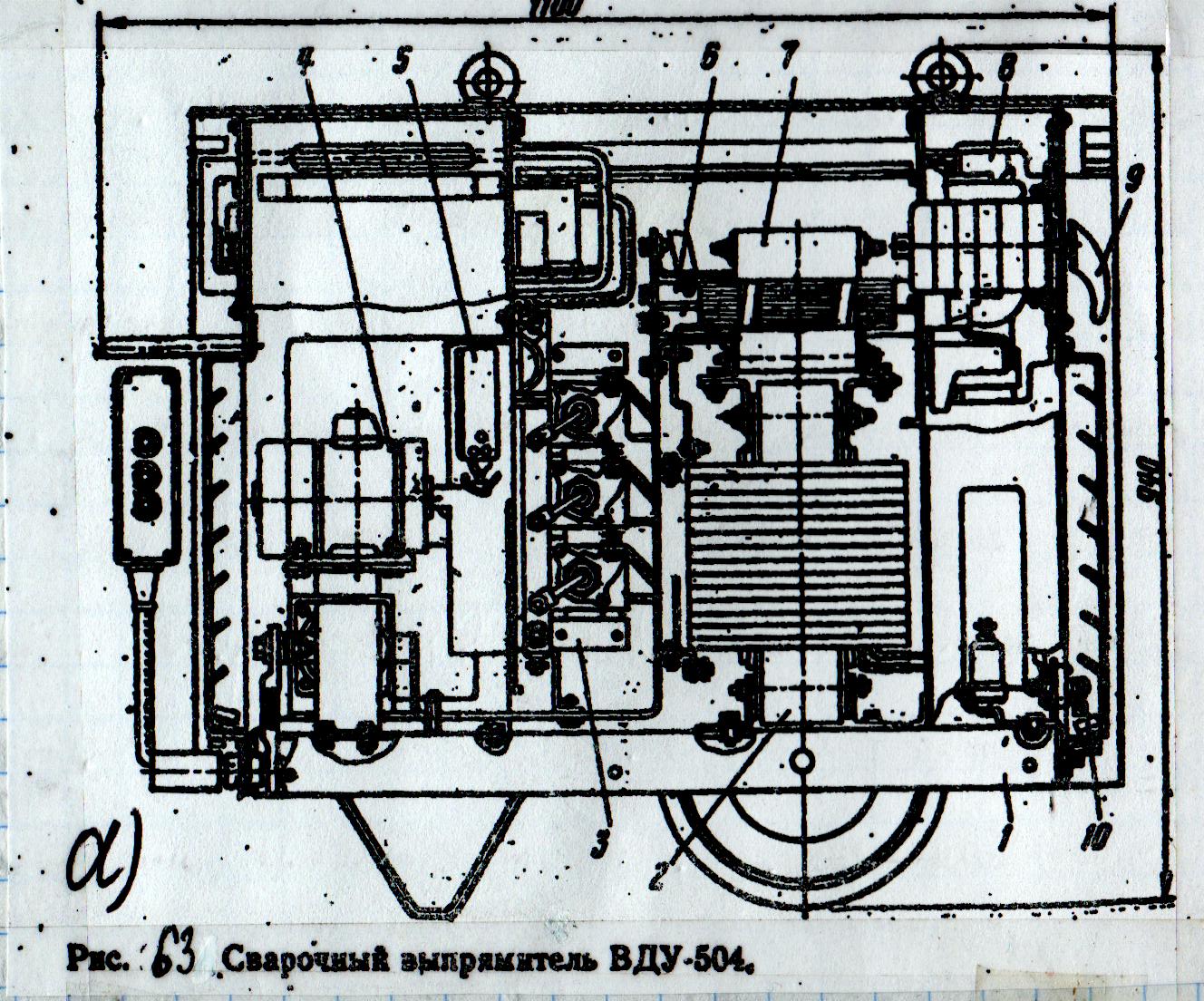
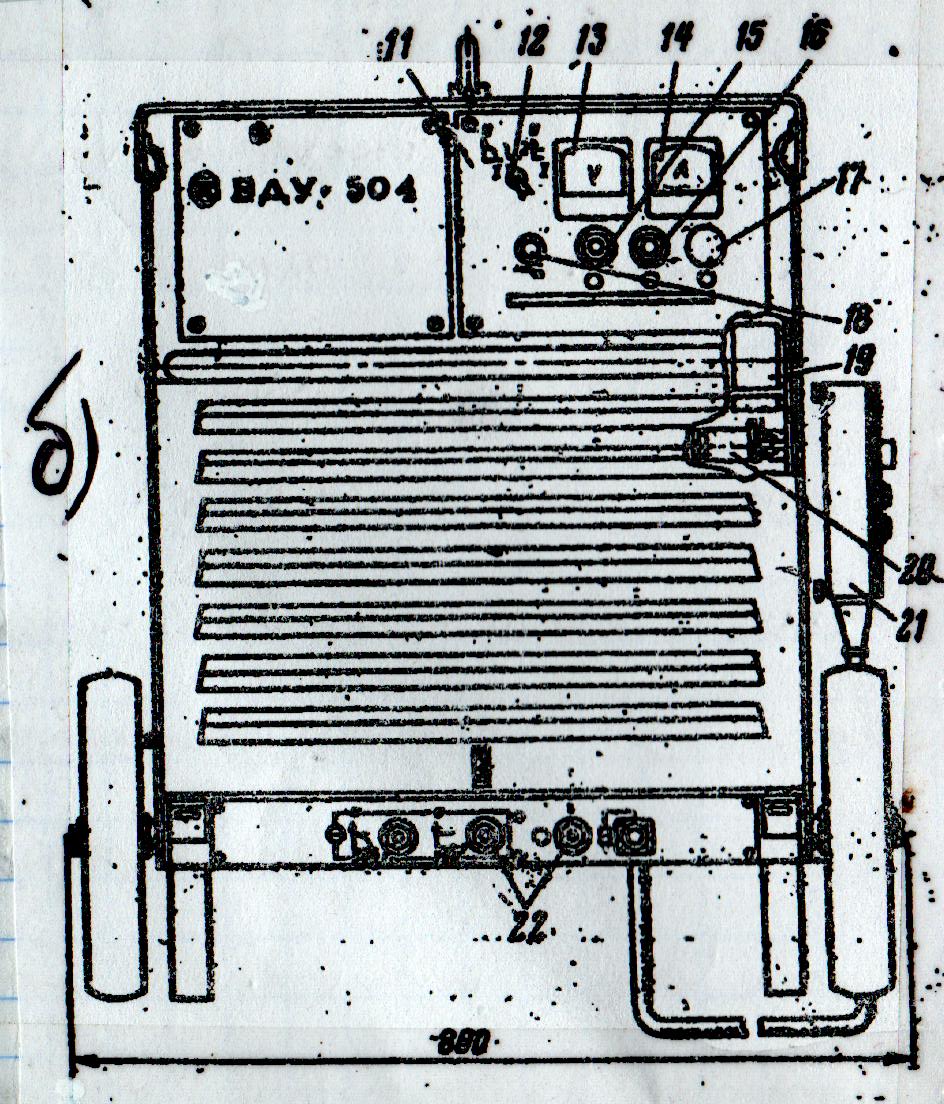
Силовой вентильный блок 3 состоит из шести тиристоров, собранных по шестифазной схеме с уравнительным реактором 7. Для охлаждения тиристоров служит вентилятор 5 с приводным асинхронным двигателем 4. Двигатель защищен плавкими предохранителями 20. Для оперативного включения и отключения выпрямителя служат контакторы (магнитные пускатели) 19.На передней стороне выпрямителя расположен блок управления 11. В нем находится аппаратура системы импульсно-фазового управления тиристорами, а на лицевой панели блока установлены: пусковая кнопка 15, кнопка останова 16, амперметр сварочного тока 14, вольтметр сварочного напряжения 13, сигнальная лампа 18, показывающая наличие напряжения на выпрямителе, переключатель внешних характеристик 12, аварийная кнопка 17 «Стоп)». Выпрямитель имеет также кнопочную станцию 21 для дистанционного управления выпрямителем.
Дата добавления: 2021-02-10; просмотров: 68; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!