Общие сведения (для записи студентов)
ОП.07 «Технологическое оборудование»
Ход работы:
1) В тетради записать тему и на полях дату занятия.
2) Внимательно прочитать теорию по данной теме и записать в тетрадь.
3) Дать ответы на вопросы для самоконтроля и записать их в тетрадь.
4) Жду от вас работы (конспект и ответы на вопросы теста) на проверку. Вариант берем согласно списка, его отправила вам Елена Николаевна, (первый вариант у первых 12 человек, а второй у остальных 12 человек).
Тема: Оборудование для производства гипса. Общие сведения. Гипсоварочные котлы (переодического и непрерывного действия). Вращающийся самозапарник (устройство, принцип действия). Оборудование для производства извести. Общие сведения. Устройство шахтной печи (загрузочное, выгрузочное устройство). Оборудование для гашения извести (гасильный барабан - устройство, принцип действия)
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО ГИПСА
Гипсовые вяжущие
Общие сведения (для справки)
Гипсовыми вяжущими веществами принято называть тонкоизмельченные продукты термической обработки естественных или искусственных разновидностей сульфата кальция, способные при затворении водой схватываться, твердеть и превращаться в искусственный камень на воздухе.
Гипсовые вяжущие вещества делятся на низкообжиговые (с температурой обжига 140—180° С) и на высокообжиговые (обожженные при 600 и 900° С). К низкообжиговым относятся строительный, формовочный, медицинский и технический гипс. К высокообжиговым — гипсоангидритовый цемент и высокообжиговый гипс.
|
|
|
Строительный гипс. Строительный гипс применяется главным образом в производстве гипсовой штукатурки, перегородочных стеновых плит и панелей, элементов заполнения междуэтажных перекрытий, для изготовления вентиляционных коробов и других строительных деталей в зданиях и сооружениях, работающих при относительной влажности воздуха ниже 65%. Гипс может служить также звукопоглощающим, огнезащитным и архитектурно-отделочным материалом. Формовочный гипс — это основной материал, из которого изготовляют гипсовые формы в керамической промышленности. Он же используется и как добавка при изготовлении расширяющихся цементов. Медицинский гипс служит для наложения гипсовых повязок при костных переломах и для изготовления ортопедических корсетов.
Формовочный и медицинский гипс изготовляется из высококачественного гипсового камня, содержащего в своем составе не менее 96% CaS04-2H20. В результате дегидратации сырья в варочных котлах получается полуводный гипс в модификации (3-полугидрата.
Технический гипс является одной из составляющих частей смешанных вяжущих веществ, представляющих собой некоторые композиции, состоящие из полуводного гипса, портландцемента гранулированных доменных шлаков. Он же служит основным сырьем для изготовления строительных деталей повышенной прочности (перегородочных плит и панелей, стеновых гипсобетонных камней и ряда других), а также для изготовления известково-гипсовых растворов для штукатурных работ. Его можно применять и в чистом виде без заполнителей, так как при его твердении не образуется трещин. В известково-гипсовых растворах известь замедляет схватывание и увеличивает пластичность раствора. Для того чтобы уменьшить расход вяжущего и избежать вызываемого известью растрескивания, к известково-гипсовым растворам добавляют песок или другой заполнитель.
|
|
|
Производство гипсового вяжущего сводится в основном к дроблению, помолу и обжигу гипсового камня, причем в некоторых схемах производства обжиг предшествует помолу. Дробят гипсовый камень в щековых, конусных и молотковых дробилках. Помол необожженного или обожженного материала осуществляется в различных мельницах. При недостаточно тонком помоле крупная фракция отделяется в сепарирующих устройствах, поступает на дополнительный помол, после которого смешивается с общей массой материала. На заводах обжиг гипсового вяжущего производят главным образом в варочных котлах, а также во вращающихся печах (сушильных барабанах).
|
|
|
Общие сведения (для записи студентов)
Для производства гипса применяется гипсовый камень, добываемый в карьерах, который в процессе производства проходит стадии дробления, помола и сушки в шахтных мельницах. Далее измельченный и подсушенный двуводный гипсовый порошок, пройдя сепарацию, поступает в так называемые гипсоварочные котлы, в которых частично дегидратируется, превращаясь в готовый (полуводный) гипс.Для варки гипсового порошка применяются два типа гипсоварочных котлов: периодического или непрерывного действия.
Гипсоварочные котлы
| |

|
|

На рисунке 1, показан гипсоварочный котел периодического действия. Гипсоварочный котел состоит из сварного цилиндрического корпуса 1 со сферическим дном 2. Котел омывается снаружи потоком горячих газов. Для увеличения поверхности нагрева через корпус котла пропущены четыре жаровые трубы 3. Для перемешивания гипса в процессе его варки служит мешалка, состоящая из вертикального вала 4 и перемешивающих лопастей 5.
|
|
|
Рисунок 1 - Гипсоварочный котел переодического действия
|
|
Одна лопасть установлена между жаровыми трубами, а другая закреплена нижнем конце вертикального вала. К нижней лопасти подвешены цепи (волокуши), которые, наряду с перемешиванием материала, обеспечивают также и очистку днища. Мешалка приводится в действие от электродвигателя 6, через редуктор 7 и коническую зубчатую передачу 8. Сырой гипс загружается в котел при помощи двух шнеков 9 с индивидуальными приводами 10. Для отвода водяных паров служит патрубок 11, предусмотренный в верхней крышке котла. Готовый гипс выпускается из котла через патрубок, снабженный шибером 12. Котел опирается на три чугунные стойки 13.
Гипсоварочный котел обмуровывается кирпичной кладкой, нижняя часть которой образует камеру — топку, а верхняя — систему газоходов. Обмуровка снаружи защищена сварным стальным кожухом 14.
Продолжительность цикла варки от 60 до 120 мин.
Гипсоварочный котел непрерывного действия, представлен на рисунке 2.
Гипсоварочный котел состоит из цилиндрического корпуса 1 со сферическим днищем 2, собранным из чугунных элементов, уплотненных асбестовой массой. Основной обогрев производится через дно и боковую поверхность котла. Для увеличения поверхности обогрева внутри котла подвешивается на металлической раме рубашка 3, являющаяся одновременно кожухом-трубой для шнека 4.
Перемешивание гипса в процессе варки осуществляется четырьмя лопастями 5, насаженными на нижнем конце вертикального вала 6. Вертикальный вал 6 проходит внутри пустотелого вала 7, на котором закреплен двухзаходный перемешивающий шнек 4. Вращение вала 6 лопастной мешалки осуществляется от электродвигателя 8, редуктор 9 и коническую зубчатую передачу, заключенную в корпусе редуктора 10. Привод во вращение шнека 4 обеспечивается от электродвигателя 11 через коническую зубчатую передачу, находящуюся в нижней части редуктора 10.
Рабочий процесс в основном сводится к следующему. Сырой гипсовый порошок из бункера подается шнеком-дозатором 12 в котел. Питание котла регулируется в зависимости от температуры гипса, выходящего из котла. В процессе варки гипсовая масса интенсивно перемешивается как четырехлопастной мешалкой, так и вертикальным шнеком. Лопасти 5 в средней своей части снабжены направляющими лопатками, которые обеспечивают направление массы в нижнюю коническую часть трубы шнека 4 и создание подпора, необходимого для захвата шнеком массы и подъема ее. Поднятая шнеком гипсовая масса пересыпается через верхний обрез трубы и вновь поступает в котел.
Вследствие указанного обеспечивается интенсивная циркуляция порошка и его перемешивание.
В процессе варки сырого гипсового порошка происходит частичная дегидратация его; при этом обезвоженный гипс, как имеющий меньший уделы вес, вытесняется из нижней зоны поступающим в котел сырым гипсовы порошком, непрерывно подаваемым шнеком-дозатором 12. При установившемся процессе сваренный гипсовый порошок, поднимаясь, доходит до окна, имеющегося в боковой стенке котла, и самотеком поступает сначала в отводную течку 13, а затем в бункер томления гипса.
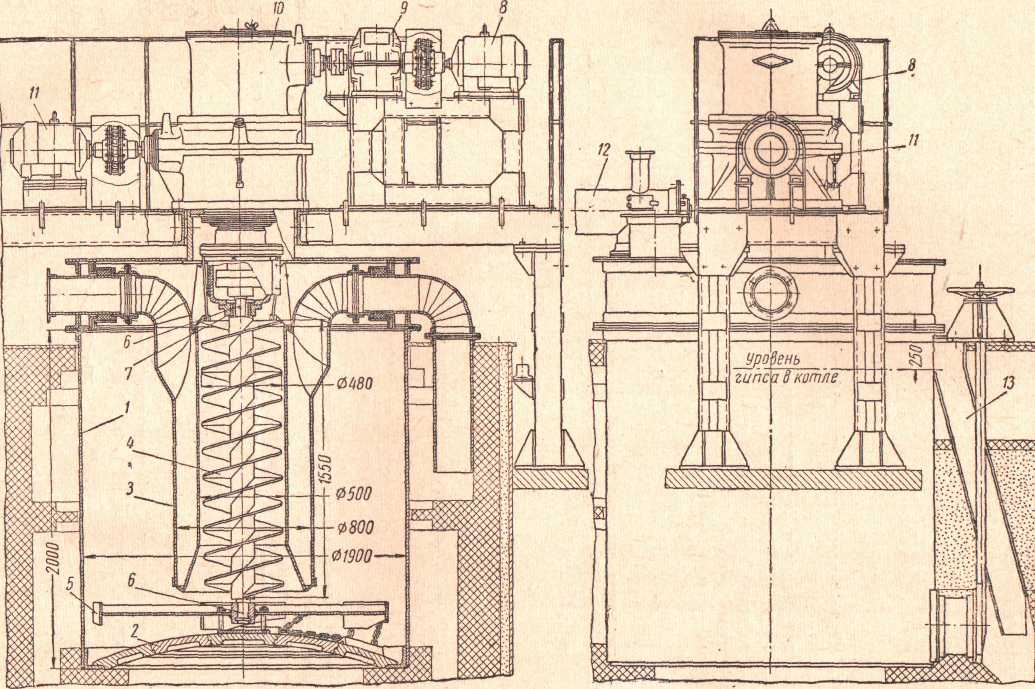
Рисунок 2- Гипсоварочный котел непрерывного действия
Вращающийся самозапарник
Вращающийся самозапарник, предназначенный для производства высокопрочного гипса рисунок 3, состоит из следующих основных узлов: барабана 1 с бандажами 2, коробок 3 и 4 и электродвигателя 5. Барабан 1 сварной из листовой стали. Внутри барабана параллельно его оси вварены огневые трубки. При проходе горячих газов по трубам гипсовый щебень, находящийся внутри барабана, нагревается до 124—165° при рабочем давлении до 1,5 атм.
Загрузка самозапарника гипсовым щебнем и выгрузка его осуществляются через люки 2, закрываемые крышками. На барабане 1 на клиньях закреплены стальные бандажи б, которые опираются на ролики 7. Коробка 3 служит для подвода горячих газов с температурой 600° к огневым трубкам барабана, а коробка 4 — для их отвода. Температура уходящих газов обычно колеблется в пределах 125—165°.
Отвод пара из внутренней полости барабана в паросборник 8 происходит через отверстия (щели) в дисках 9, которые укреплены на коробках 10. Полые пространства люка 2 заполняются термоизоляционным материалом (стеклянной ватой).
Рама 11 самозапарника сварная из швеллеров, на ней крепятся привод и опорные катки, на которых вращается барабан. Число оборотов барабана 0,6 в мин. Привод осуществляется электродвигателем 5 через клиноременную передачу, редуктор 12, уравнительную муфту, пару цилиндрических зубчатых колес 13 и шестерню 14, находящуюся в зацеплении с зубчатым венцом 15 барабана.
Продолжительность цикла варки гипса в самозапарнике 12,5—15,5 часа.


Рисунок 3- Вращающийся самозапарник
См.
Дата добавления: 2020-12-22; просмотров: 193; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!