Одноместные и многоместные верстаки.
Слесарные верстаки бывают одноместные и многоместные.
Одноместные слесарные верстаки имеют длину 1200—1500 мм, ширину 700—800 мм, высоту 800—900 мм, а многоместные — длину от 2800 до 3500 мм (в зависимости от числа работающих); ширину ту же, что и у одноместных верстаков.
Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Тиски на верстаке устанавливают на определенной высоте в соответствии с ростом работающего (рис. 2, а). При выборе высоты, на которую должны быть установлены параллельные тиски, нужно локоть руки поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 2, б).

Рис. 2. Установка тисков по высоте:
а — при опиловке, б — при работе иа параллельных тисках, в — при рубке в стуловых тисках
Стуловые тиски должны устанавливаться на такую высоту, чтобы поставленная локтем на их губки рука касалась подбородка согнутыми в кулак пальцами (рис. 2, в).
При малом росте рабочего следует использовать специальные подставки (решетки) под ноги.
Слесарный верстак (рис. 3), применяемый на заводах, состоит из металлического каркаса 1 и верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкими отверстиями или стекло — плексиглаз) 4.
|
|
|

Рис. 3. Одноместный слесарный верстак
На верстаке располагаются слесарные тиски 3, планшет для размещения чертежей 5, индивидуальное освещение 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями Для хранения инструмента и две полки для хранения деталей и заготовок 10. К ножке верстака крепится откидное сиденье 11.
Широкое применение в мастерских профессионально-технических училищ получил верстак, исключающий применение подставок и допускающий регулирование подъема тисков на нужную высоту (рис. 4). К каркасу 2 этого верстака прочно закреплена толстостенная труба 3, внутрь которой свободно входит стальной хвостовик. Тиски поднимаются вращением винта 1, соединенного с хвостовиком.
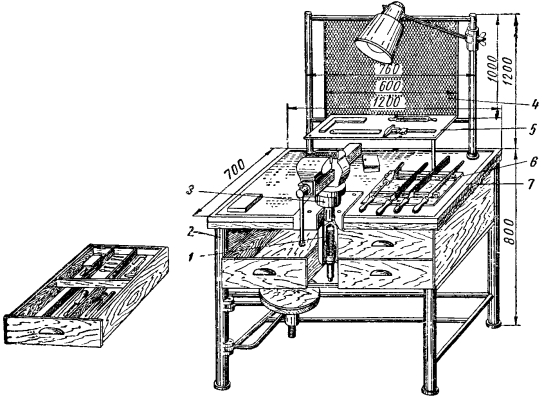
Рис. 4. Слесарный верстак с регулируемыми по высоте тисками:
1 — виит подъема. 2 — каркас, 3 — труба, 4 — сетка, 5 — полочка, 6 — планшет. 7 — рамка
Верстак снабжен защитной металлической сеткой 4 высотой 1 м с ячейками не более 3 мм или прозрачного плексиглаза, полочкой 5 для измерительного инструмента, планшетами 6 для рабочего инструмента, которые вместе с инструментом укладываются в ящик. У верстака вместо бортиков имеется рамка 7 из алюминиевого уголка.
|
|
|
Для работы механизированным инструментом к верстаку подводится силовая электрическая линия и магистраль сжатого воздуха.
Для выполнения слесарных работ непосредственно у машин широко применяют передвижные верстаки, передвигающиеся на роликах.
Когда слесарю приходится перемещаться по фронту работы, он пользуется переносными инструментальными ящиками с набором слесарного инструмента (рис. 5, с) или инструментальными сумками (рис. 5,б).

Рис. 5. Переносный ящик с набором инструмента (а),
инструментальная сумка (б)
Виды тисков
Стуловые тиски
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски свое название получили от способа закрепления их на деревянном основании в виде стула, в дальнейшем они были приспособлены для закрепления на верстаках.
Стуловые тиски (рис. 6) изготовляются из кованой стали. На рабочую часть губок наваривается слой инструментальной стали марки У8А или же привертываются закаленные пластины из этой же стали, что обеспечивает их высокую прочность. Внутренняя рабочая поверхность имеет насечку, способствующую более прочному закреплению детали в тисках. Эти тиски не пригодны для точных работ и применяются в кузнечных цехах и при выполнении таких работ, как рубка, клепка, гибка и пр.
|
|
|

Рис. 6. Стуловые тиски
Стуловые тиски (ГОСТ 7225—54) имеют ширину губок 100, 130, 150, 180 мм, наибольшее раскрытие губок 90, 130, 150 и 180 мм.
Стуловые тиски состоят из подвижной 4 и неподвижной 3 губок. На конце неподвижной части находится лапа 1 для крепления тисков к столу, а ее удлиненный стержень 8 заделывают в деревянное основание и зажимают скобой. Губки сдвигаются вращением рукоятки 6 винта 5, имеющего прямоугольную резьбу, а раздвигаются с помощью плоской пружины 7 при вывинчивании из втулки гайки 2 винта 5.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность.
Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие - только нижними, что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
|
|
|
В настоящее время стуловые тиски применяются редко, только для выполнения грубых работ.
Параллельные тиски
Параллельные тиски по устройству разделяются на поворотные и неповоротные, губки у этих тисков перемещаются параллельно одна другой.
Поворотные параллельные тиски (рис. 38, а) могут поворачиваться на любой угол. Они состоят из основания 4„ неподвижной 8 и подвижной 6 губок. Неподвижный круг 1 крепится к верстаку.

Рис. 7. Парсллельные тиски:
а — поворотные, б — неповоротные, 1 — неподвижный круг, 2, 5 — рукоятки, 3 — поворотная плита, 4 — основание, 6 — подвижная губка, 7 — накладные губки (закрепленные пластины с насечкой), 8 — неподвижная губка, 9 — гайка,10 — ходовой винт, 11 — Т-образный круговой паз
Перемещается подвижная губка вращением ходового винта 10, входящего в неподвижно закрепленную гайку 9 при повороте рукоятки 5. Основание устанавливается на поворотной плите 3 и соединяется с ней осью. В Т-образный круговой паз 11 входит болт. Поворотом рукоятки 2 можно освободить этот болт и повернуть тиски в требуемое положение.
Тиски изготовляют из серного чугуна. Для увеличения срока службы к рабочим частям губок двумя винтами привинчиваются из стали У8 закаленные пластины — накладные губки 7, на поверхности которых нанесена крестообразная насечка.
Тиски должны иметь нагубники из мягкого металла. Нагубники надевают на губки тогда, когда в тисках зажимают уже обработанную деталь. Без нагубников разрешается зажимать только те детали или заготовки, поверхности которых будут в дальнейшем подвергаться станочной или ручной обработке.
К верстаку тиски прикрепляют болтами, проходящими через отверстия в плите (основания) тисков.
Поворотные параллельные тиски по ГОСТ 4045—57 изготовляют с шириной губок 80 и 140 мм и наибольшим раскрытием (разводом) их 95 и 180 мм.
У неповоротных параллельных тисков (рис. 38, б) основание закрепляется непосредственно на крышке верстака болтами, проходящими через отверстия в основании тисков или в неподвижной губке.
Неповоротные тиски по ГОСТ 4045—57 изготовляют с наибольшим раскрытием губок 45, 65, 95, 180 мм и шириной их 60, 80, 100 и 140 мм.
Несмотря на достоинства параллельных тисков, обеспечивающих прочное крепление их к верстаку, они имеют существенный недостаток, заключающийся в малой прочности губок. Поэтому для тяжелых работ эти тиски не пригодны.
Пневматические тиски
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы. Время зажима составляет 2—3 сек. Усилие зажима на губках тисков достигает 3000 кГ.
Пневматические тиски с диафрагменным зажимом (рис. 8) состоят из основания 1, поворотной части 2, закрепляемой в нужном положении болтами 3, подвижной губки 4, помещенной в пазе поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью.

Рис. 8. Пневматические слесарные тиски
Внутри поворотной части 2 перемещается каретка 6, соединенная регулировочным винтом 7 с подвижной губкой 4. Регулировочный винт позволяет менять расстояние между обеими губками тисков. В том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины 8. Когда же сжатый воздух под давлением 5—6 aтм поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 11 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие.
Специальные тиски
Специальные тиски (рис. 9) находят широкое применение благодаря удобству и точности крепления. В этих тисках зажимают поршни, а также различные короткие цилиндрические детали диаметром от 80 до 165 мм.

Рис. 9. Специальные тиски
Ручные тиски
Ручные слесарные тиски применяются для закрепления деталей или заготовок небольших размеров при опиливании или сверлении, которые неудобно или опасно держать руками.
По ГОСТ 7226—54 ручные тиски изготовляют двух типов: тиски с пружиной и шарнирным соединением с шириной губок 36; 40 и 45 мм и наибольшим раскрытием губок — 29; 30 и 40 мм (рис. 41, а) и для мелких работ с шириной губок 6; 10 и 15 мм (рис. 41, б).

Рис. 10. Ручные тиски:
а — с пружиной, б — для мелких работ, в — угловые
При работе ручные тиски держат в руке или же их неподвижную губку зажимают.
Реклама 07
Дата добавления: 2020-11-23; просмотров: 605; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!