Расчет напряженно-деформированного состояния трубной заготовки
НДС является критерием оценки качества процессов обработки металлов давлением вообще. В данной методике принимаем следующие допущения:
- во всех клетях формовочного стана с прямолинейным сворачиванием волокон второе волокно будет являться нулевым, т.е. волокно, в котором отсутствуют продольные деформации (в расчете с криволинейным сворачиванием волокон первое и четвертое волокно принимаем нулевым), это же волокно является границей разделения зоны растяжения и зоны сжатия;
- волокна отстают от кромки на 1/3 и 2/3 половины листа с прямолинейным сворачиванием волокон;
- точки фиксированных волокон перемещаются по прямой, а не по винтовой траектории;
- для определения НДС принимаем принцип относительного удлинения, т.к. получается более точный результат по сравнению с экспериментальными данными.
Все наши допущения основаны на экспериментальных данных, которые опубликованы в технической литературе.
 2.2.1 Расчет напряженно-деформированного состояния (НДС) очага деформации продольных волокон с прямолинейным сворачиванием последней клети формовочного стана
2.2.1 Расчет напряженно-деформированного состояния (НДС) очага деформации продольных волокон с прямолинейным сворачиванием последней клети формовочного стана

Рисунок 2.8 - Схема деформации листа в последней формовочной клети.
1. Расчет относительного удлинения волокна 3 в последней формовочной клети.
 ,
,




 - межклетьевое расстояние, мм.
- межклетьевое расстояние, мм.








2. Расчет относительного удлинения волокна 1 в последней формовочной клети.


|
|
|




3. Расчет относительного удлинения волокна 0 в последней формовочной клети.

Рисунок 2.9 - Эпюра напряженного состояния продольных волокон в последней формовочной клети.
Расчет напряженно-деформированного состояния (НДС) очага деформации продольных волокон с прямолинейным сворачиванием сварочной клети

Рисунок 2.10 - Схема деформации листа в сварочной клети.
1. Расчет относительного удлинения волокна 3 в сварочной клети.



 - межклетьевое расстояние, мм.
- межклетьевое расстояние, мм.








2. Расчет относительного удлинения волокна 1 в сварочной клети.
 , где:
, где:
 , где:
, где:
 , где:
, где:




3. Расчет относительного удлинения волокна 0 в сварочной клети.


Рисунок 2.11 - Эпюра напряженного состояния продольных волокон в сварочной клети.
Таблица 2.2 - Относительные удлинения по осям X, Y и Z.
| Относительные удлинения | Номер волокна | Наименование клети | |
| Формовочная клеть | Сварочная клеть | ||
|
| 0 | -0,002516 | -0,001766 |
| 1 | -0,002284 | -0,001630 | |
| 3 | 0,006488 | 0,005049 | |
|
| 0 | -0,000755 | 0,000529 |
| 1 | -0,000685 | 0,000489 | |
| 3 | 0,001946 | 0,001515 | |
|
| 0 | 0,003271 | 0,001237 |
| 1 | 0,002969 | 0,001141 | |
| 3 | -0,008434 | -0,006544 | |
 , %
, % 


 - для открытых клетей.
- для открытых клетей.
 - для закрытых клетей.
- для закрытых клетей.

Расчет усилий на валки при сварке сформованной полосы из стали 22ГФ
|
|
|
Расчет производят по методике Ю.Ф. Шевакина и В.Я. Гольберга.
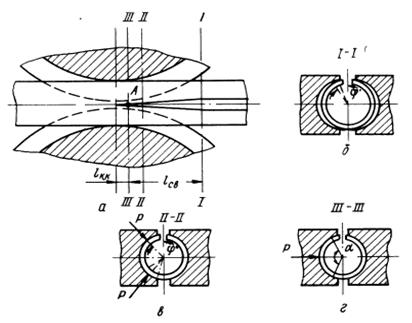
Рисунок 2.12 - Деформация трубной заготовки в сварочных валках
На рисунке 2.12 показаны продольное (а) и поперечное (б-г) сечения очага деформации при сварке кромок сформованной полосы. Деформацию трубной заготовки в сварочном узле можно разделить на три стадии.
В начальной стадии 1-1 (б) совершается гиб трубной заготовки во внеконтактной зоне. В контактной зоне деформации в сечении 2-2 (в) уменьшается исходная овальность заготовки и продолжается гиб ее до момента соединения кромок в точке А. Обе указанные стадии процесса происходят на длине  - длине главного перехода. При образовании замкнутого профиля заготовки происходит деформация осадки кромок и обжатие трубной заготовки по диаметру (г) на длине
- длине главного перехода. При образовании замкнутого профиля заготовки происходит деформация осадки кромок и обжатие трубной заготовки по диаметру (г) на длине  (сечение 3-3).
(сечение 3-3).
Указанная последовательность деформации положена в основу при выводе формулы для определения усилия металла на валки в сварочном узле.
Полное усилие металла на валки определяют как сумму усилий, необходимых для осуществления деформации, по формуле
 , (2.1)
, (2.1)
|
|
|
где  - усилие, необходимое для осуществления деформации, Н;
- усилие, необходимое для осуществления деформации, Н;
 - усилие металла на валки при уменьшении исходной овальности заготовки, Н;
- усилие металла на валки при уменьшении исходной овальности заготовки, Н;
 - усилие металла на валки при гибе трубной заготовки, Н;
- усилие металла на валки при гибе трубной заготовки, Н;
 - усилие металла на валки при осадке кромок в процессе сварки, Н.
- усилие металла на валки при осадке кромок в процессе сварки, Н.
Усилие металла на валки при гибе трубной заготовки определяют по формуле
Усилие гиба  полосы в калибре сварочных валков можно определить из равенства момента внутренних сил изгибающему моменту внешних сил. Момент внутренних сил на длине находят по формуле:
полосы в калибре сварочных валков можно определить из равенства момента внутренних сил изгибающему моменту внешних сил. Момент внутренних сил на длине находят по формуле:
 , (2.2)
, (2.2)
На рисунке 2.13 дана схема приложения внешних сил при гибе трубной заготовки в сварочном калибре. Одновременно с гибом происходит изменение овальности и меняется угол приложения силы Р. При гибе точка С неподвижна. Вокруг нее происходит поворот двух ветвей трубной заготовки, в результате чего происходит сближение кромок. Изгибающий момент действующих сил
 , (2.3)
, (2.3)
где  - радиус трубы
- радиус трубы
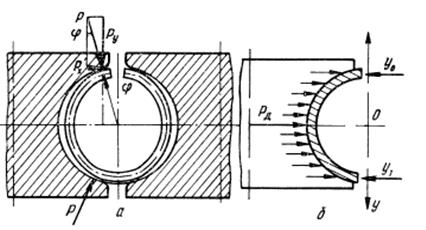
Рисунок 2.13 - Схема приложения сил (а) при гибе полосы и распределение их (б) в сварочном калибре.
В начальный момент контакта с валком происходит изменение овальности, так как момент относительно точки а максимален. Это приводит к увеличению угла  .
.
|
|
|
Максимального значения изгибающий момент достигает при  :
:
 , (2.4)
, (2.4)
Приравняв выражения (2.3) и (2.4), найдем усилие гиба, необходимое для осуществления внеконтактной деформации:
 , (2.5)
, (2.5)
где  - предел текучести формуемого металла,
- предел текучести формуемого металла,
 - толщина стенки трубной заготовки, м;
- толщина стенки трубной заготовки, м;
 - длина участка плавного перехода, м;
- длина участка плавного перехода, м;
 - радиус трубы, м.
- радиус трубы, м.

Усилие Р0, затрачиваемое на изменение овальности заготовки, не превышает 10 % от усилия гиба, поэтому им можно пренебречь.
Определяем усилие осадки  . Сварочный валок является достаточно массивным по сравнению со стенкой трубы, и его можно рассматривать как упругое основание. На рисунке 2.13 (б) показано схематически распределение сил в калибре сварочного валка. Для нахождения давления на валок надо знать усилия
. Сварочный валок является достаточно массивным по сравнению со стенкой трубы, и его можно рассматривать как упругое основание. На рисунке 2.13 (б) показано схематически распределение сил в калибре сварочного валка. Для нахождения давления на валок надо знать усилия  и
и  . В работе Ю.Ф. Шевакина и В.И. Пастернак было доказано, что для всех размеров электросварных труб
. В работе Ю.Ф. Шевакина и В.И. Пастернак было доказано, что для всех размеров электросварных труб
 , (2.6)
, (2.6)
Для определения усилия  , приложенного на кромке трубы, нужно знать длину контакта
, приложенного на кромке трубы, нужно знать длину контакта  , величину и изменение напряжения по длине контакта. Допустим, что напряженное состояние металла при осадке кромок близко к линейному.
, величину и изменение напряжения по длине контакта. Допустим, что напряженное состояние металла при осадке кромок близко к линейному.
При сварке труб металл кромок нагревается еще до подхода к стыку, причем максимальная температура имеет место в точке схода кромок (см. рис 2.12, точка А). В дальнейшем от точки А по мере продвижения трубной заготовки происходит охлаждение металла.
Учитывая, что скорость охлаждения металла в процессе сварки равна приблизительно 500 град в секунду, а время прохождения элементарного объема от точки схода кромок до оси сварочных валков составляет
0,015 – 0,025 сек, перепад температур по всей длине контакта кромок  составит 6,3 – 7,6 град, что практически можно не учитывать.
составит 6,3 – 7,6 град, что практически можно не учитывать.
Пренебрегая упрочнением металла в процессе осадки и приняв во внимание все приведенные выше соображения, можно считать, что величина удельных усилий на всей длине участка пластической деформации  (от точки схода до линии центров) практически сохраняется постоянной и равной
(от точки схода до линии центров) практически сохраняется постоянной и равной  . Для сварки токами высокой частоты усилие осадки кромок:
. Для сварки токами высокой частоты усилие осадки кромок:
 , (2.7)
, (2.7)
где  - температурный коэффициент при сварке токами высокой частоты;
- температурный коэффициент при сварке токами высокой частоты;
- длина участка пластической деформации, м.

По формуле (2.1) определяют полное усилие металла на валки при сварке трубной заготовки

Вес трубной заготовки определяют по формуле
 , (2.8)
, (2.8)
где  - вес трубы, Н;
- вес трубы, Н;
 - плотность металла, кг/м3;
- плотность металла, кг/м3;
 - ширина штрипса, м;
- ширина штрипса, м;
 - длина трубной заготовки до сварочного калибра, м;
- длина трубной заготовки до сварочного калибра, м;
 - длина трубной заготовки после сварочного калибра, м;
- длина трубной заготовки после сварочного калибра, м;
 - ускорение свободного падения, м/с2.
- ускорение свободного падения, м/с2.

Схема расположения валков в сварочной клети изображена на рисунке 2.14.
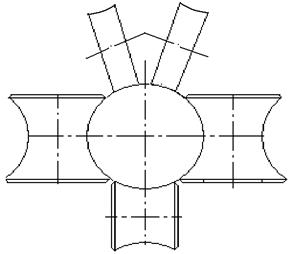
Рисунок 2.14 – Схема расположения валков сварочной клети
Усилие на нижний опорный валок определяется по формуле
 , (2.9) , (41)
, (2.9) , (41)
где  - усилие на нижний опорный валок, Н.
- усилие на нижний опорный валок, Н.

Усилие на боковой валок определяют по формуле
 , (2.10)
, (2.10)
где  - усилие на боковой валок, Н.
- усилие на боковой валок, Н.

Усилие на верхний валок определяют по формуле
 , (2.11)
, (2.11)
где  - усилие на верхний валок, Н.
- усилие на верхний валок, Н.

Дата добавления: 2020-11-23; просмотров: 171; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!