Эскиз детали, выданной для обработки данных

Рис. 4.1 – Основание корпуса редуктора
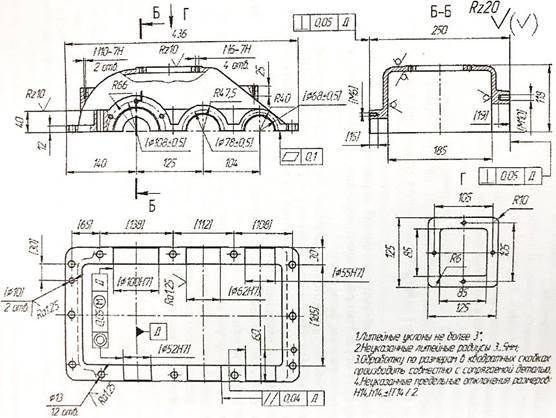
Рис. 4.2 – Крышка корпуса редуктора
Обработка исходных данных
Материал: Серый чугун СЧ20
Твердость: HB = 167-236 Мпа
Предел прочности: σв = 397 Мпа
Шероховатость: Ra 40-10 мкм
Класс точности: 4-11
Разработка технологии обработки корпусной детали
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию, следующая.
Заготовительная
Заготовки корпусов из серого чугуна отливают в земляные формы.
Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций.
Подготовительные операции
Термическая
Отжиг (низкотемпературный) для уменьшения внутренних напряжений
Нагреть до 500°С.
Обрубка и очистка заготовки
У отливок удаляют литники и прибыли: на прессах, ножницах, ленточными пилами, газовой рекой и т. д. Очистка отливок от остатков формовочных смесей производится дробеструйной или пескоструйной обработкой.
Малярная
Грунтовка и окраска необрабатываемых поверхностей (для деталей, не подвергаемых в дальнейшем термообработке). Операция проводится с целью попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться» в неокрашенные поверхности при механической обработке.
Контрольная
|
|
|
Поверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой дефектоскопией.
Оборудование – ультразвуковой дефектоскоп УД4-12Т.
Контрольная
Проверка корпуса под давлением (только для деталей, работающих под давлением).
Разметочная
Основные операции механической обработки
Фрезерная (протяжная)
Фрезеровать плоскость основания начерно и начисто или с припуском под плоское шлифование (при необходимости).
Технологическая база – необработанная плоскость, параллельная обрабатываемой поверхности.
Оборудование – вертикально-фрезерный станок 6Т12.
Фрезерная
Обработка плоскостей, параллельных базовой (при их наличии).
Технологическая база – плоскость основания.
Оборудование – вертикально-фрезерный станок 6Т12.
Фрезерная
Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий).
Технологическая база – плоскость основания и два точных отверстия.
Оборудование – консольно-фрезерный горизонтальный станок 6Т82.
Плоскошлифовальная
Шлифовать плоскость основания.
Технологическая база – поверхность (ось) основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия).
|
|
|
Оборудование – станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем 3л722.
Моечная
Промывка корпуса
Оборудование – промывочная ванна.
Контрольная
Контроль размеров согласно чертежей крышки и основания.
Контроль выполняют с помощью универсальных измерительных средств. Точность размеров, относительных поворотов и геометрической формы поверхностей контролируют с помощью угольников, уровней, концевых мер и различных шаблонов. Для контроля точности размеров, относительного положения и геометрической формы дополнительно применяют микрометрические и индикаторные приборы – штихмассы, пассиметры, микрометры, штангенинструменты, контрольные оправки и предельные калибры-пробки.
Дата добавления: 2020-11-15; просмотров: 83; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!