Методы обработки квадратного сечения детали .
Содержание
1. Введение. 2
2. Задание 3
3. Анализ возможных методов обработки. 4
4. Выбор маршрута обработки поверхностей. 18
5. Заключение. 31
6. Список используемой литературы. 32
Введение
Изготовление машины начинается с момента, когда исходным материалам начинают придавать геометрические параметры и физико-механические свойства, требуемые для данной машины, иначе говоря — с изготовления заготовок ее деталей, и завершается «испытанием машины. В столь широкой области находит применение много разных по физической сущности и необходимому оборудованию процессов переработки, обработки и соединения материалов и полуфабрикатов: различные виды литья, обработки давлением, резанием, электрообработки, термической обработки, оборки, сварки, пайки, поверхностных покрытий и т. д.
Проектирование технологического процесса ведется в жестких рамках двух требований:
1) безусловно обязательное соблюдение заданных параметров изготовляемого предмета;
|
|
|
2) достижение этой конечной цели с наименьшими затратами общественного труда, т. е. наиболее экономично.
2. Задание 
Анализ возможных методов обработки
Методы обработки отверстия.
| № | Метод и схема обработки | Характер получившейся поверхности | Преимущества | Недостатки | Применяемость для данной поверхности | ||||||||||||
| 1 | Сверление спиральным свёрлом
| точность по 10..14-му квалитету и шероховатость Rz =5…80 мкм. | Простота конструкции, широкая распространенность | Переменные значения скорости резанья, наличие поперечной кромки, невысокая жёсткость инструмента, затрудненный процесс удаления стружки из зоны резанья, из-за неточности заточки возникает перекос сверла. Глубина отверстий не более 10d | Применим , так как можно получить отверстие заданного диаметра с достаточной точностью | ||||||||||||
| 3 | Сверление шнековым свёрлом
| точность по 12..14-му квалитету и шероховатость Rz =20…40 мкм | Простота конструкции, широкая распространенность, более лучший процесс удаления стружки Глубина отверстий до 20d | Переменные значения скорости резанья, наличие поперечной кромки, невысокая жёсткость инструмента,
из-за неточности заточки возникает перекос сверла.
| Применим , так как можно получить отверстие с достаточной точностью | ||||||||||||
| 4 | Сверление сверлом одностореннего резанья
| точность по 12..14-му квалитету и шероховатость Ra =2,5 мкм | Возможность сверления глубоких отверстий с достаточной точностью (до50d и более) | Невысокая жёсткость инструмента, затрудненный процесс удаления стружки | Применим , так как можно получить отверстие с достаточной точностью | ||||||||||||
| 5 | Сверление кольцевым (трепанирующим) свёрлом
| точность по 14-му квалитету и шероховатость Rz до 80 мкм. | Небольшое количество отходов, высокая производительность и стабильность | Небольшая жесткость и виброустойчивость инструмента, возможность обработки только сквозных отверстий | Не применим, так как нельзя обработать отверстие заданного диаметра | ||||||||||||
| 6 | Сверление эжекторным сверлом
| точность по 12..14-му квалитету и шероховатость Ra =2,5 мкм | Возможность сверления глубоких отверстий с достаточной точностью (до50d и более), решена проблема с удалением стружки
| Необходимость обязательного подвода СОЖ, дороговизна конструкции | Для штучного производства не применим, так как экономически не выгодно
| ||||||||||||
| 7 | Зенкерование (для дальнейшей обработки отверстия) | до 9-го квалитета и Ra =2,5 мкм | Хорошая точность и меньшая шероховатость обрабатываемой поверхности, жёсткость инструмента | Не исправляет увод оси отверстия после сверления, затрудненный отвод стружки | Применим для промежуточной обработки. | ||||||||||||
| 8 | Развертывание
| до 7-го квалитета и Ra =0,32 мкм | Получение высокой точности и шероховатости обрабатываемой поверхности, жёсткость инструмента | Не исправляет увод оси отверстия после сверления, малые припуски на обработку | Применим для промежуточной обработки. | ||||||||||||
| 9 | Растачивание расточным резцом
| до 2-го квалитета и Ra =0,32 мкм | Простота конструкции резца | Усложнённое условие отвода сливной стружки, влияние диаметра и глубины отверстия на жёсткость резца, вибрация, сложный изгиб и кручение | Не применим для данной поверхности, так как не позволяет обработать отверстие заданного диаметра | ||||||||||||
| 10 | Растачивание расточной оправкой
| до 2-го квалитета и Ra =0,32 мкм | Более высокая жёсткость, меньший износ режущих кромок, возможность обработки более глубоких отверстий
| Усложнённое условие отвода сливной стружки, более сложная конструкция | Не применим для данной поверхности, так как не позволяет обработать отверстие заданного диаметра | ||||||||||||
| 11 | Протягивание
| точность по 6..9-му квалитету и шероховатость до R а =0,63 мкм | Высокая точность и низкая шероховатость, возможность за один проход комбинированной обработки | Зависимость точности и качества поверхности от точности и качества протяжки, невысокие скорости резанья, сложность переточки зубьев | Не применим для штучного производства с экономической точки зрения | ||||||||||||
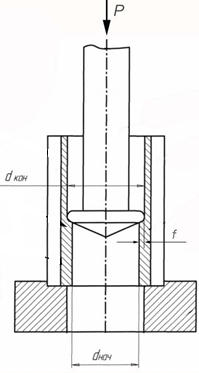
| 12 | Радиальное обжатие
|
| Высокая точность, экономия материала, низкая трудоемкость, получение различных форм | Необходимость в специальном оборудовании, необходимо высокое качество инструмента |
| ||||||||||||
| 13 | Хонингование
|
| Получение точных поверхностей с низкой шероховатостью | Невозможность обработки сложных поверхностей |
| ||||||||||||
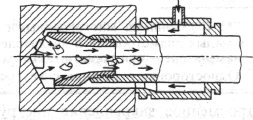
| 14 | Дорнование
| точность по 5..7-му квалитету и шероховатость Ra =0,16…0,32 мкм. | Помогает получит высокоточные поверхности, без образовании стружки и одновременным их уплотнением, что повышает износостойкость и усталостную прочность | Если относительный натяг будет взят небольшим, то после проталкивания дорна, поверхностные слои металла практически полностью вернутся в первоначальное состояние. При неравномерном всестороннем растяжении может произойти охрупчивание обрабатываемого материала. Важное значение имеет смазка. | Не применим, так как производство штучное, экономически не выгодно | ||||||||||||
| 13 | Круглое бесцентровое шлифование

| точность по 6..9-му квалитету и шероховатость до R а =0,32 мкм | Высокая точность и низкая шероховатость | Не позволяет обрабатывать отверстия небольшого диаметра | Не применим для данной поверхности, так как не позволяет обработать отверстие заданного диаметра | ||||||||||||
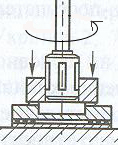
| 14 | Внутреннее шлифование
а) методом продольной подачи (вверху многопроходное)  б) методом поперечной подачи(вверху многопроходное)
б) методом поперечной подачи(вверху многопроходное)

|
| Низкая шероховатость, высокая точность, обработка отверстий большой длины, по сравнению с шириной шлиф. круга, б) обработка ступенчатых отверстий | При однопроходном шлифовании требуется высокая жесткость системы СПИД и заготовки | Возможно применение на последних этапах обработки с целью придания поверхности требуемой шероховато - сти | ||||||||||||
| 15 | Доводка |
| Получение очень низкой шероховатости и очень высокой точности, не изменяются свойства материала детали | Высокая точность притира, контроль за образованием смазочно-абразивного слоя |
| ||||||||||||
| 16 | Ультразвуковая абразивная обработка свободным абразивом

| Низкая шероховатость | Возможны погрешности формы, необходима точная настройка | ||||||||||||||
| 17 | Электрохимическая обработка 
| Очень низкая шероховатость, обработка тонкого слоя, экономия материала | Сложное оборудование, необходимость спец. знаний, сложность осуществления процесса, невысокая производительность | ||||||||||||||
| 18 | Электроэрозионная обработка
| Очень низкая шероховатость, обработка тонкого слоя, экономия материала | Сложное оборудование, необходимость спец. знаний, сложность осуществления процесса, невысокая производительность | ||||||||||||||











Методы обработки квадратного сечения детали .
| Метод и схема обработки | Характер получившейся поверхности | Преимущества | Недостатки | Применяемость для данной поверхности | |||||
| Фрезерование цилиндрической фрезой | точность по 10..11-му квалитету и шероховатость до R а =3.2 мкм | Наличие переменного шага снижает интенсивность вибраций, возникающих при периодически повторяющемся процессе резания | Большой расход дорогого инструментального материала | Этот способ не позволит обработать поверхность т.к. у вала имеется выступ | |||||
| Фрезерование торцевой фрезой | точность по 7..8-му квалитету и шероховатость до R а =0,63 мкм | предназначены для обработки поверхностей сравнительно большой площади, также поверхностей, имеющих большую поверхностную твердость и прочность | Не позволяют обрабатывать канавки и выступы | Этот способ наиболее предпочтителен | |||||
| Фрезерование концевой фрезой | точность по 11..13-му квалитету и шероховатость до R а =3,2…1,25 мкм | Предназначены для обработки простых поверхностей и сложных фасонных поверхностей | Имеют диаметр не более 20 мм, дороговизна производства | Этот способ не позволит обработать поверхность т.к. у вала имеется выступ | |||||
| Протягивание | точность по 11..13-му квалитету и шероховатость до R а =3,2…1,25 мкм | Высокая производительность при снятии значительного припуска | Необходимость использования дорогостоящего режущего инструмента, а также трудность автоматизации процесса | Не применим к данной детали из-за дороговизны и массовости производства | |||||
| Плоское шлифование
| точность по 5..9-му квалитету и шероховатость до R а =6,3…0,2 мкм | Высокая точность и лучшая шероховатость | Не позволяет снимать большой припуск, небольшая скорость обработки. | Подходит для нашего единичного производства и достижения заданной шероховотасти | |||||
| Полирование
| точность по 5..8-му квалитету и шероховатость до R а =1,25…0,08 мкм | Обеспечивает высокую точность | 1)Быстрый износ трущейся части полировальных кругов 2)Не исправляются погрешности формы | Высококлассный метод обработки для получения низкой шероховатости необоснован. | |||||
| Строгание | точность по 8..9-му квалитету и шероховатость до R а =2,5…0,63 мкм | Высокая точность, низкая шероховатость | 1)Малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резцами) на умеренных режимах резания 2)Удар инструмента (резца) в начале каждого рабочего хода и наличие холостого хода, что снижает стойкость инструмента и производительность обработки. | Не к чему применение такого непроизводительного метода для получения низкой шероховатости. | |||||
| Шабрение | точность по 6..8-му квалитету и шероховатость до R а =1,25…0,08 мкм | Обеспечивает высокую точность | Шабрение вручную – малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего | ||||||
| Схема процесса плазменно-механической обработки: 1-заготовка; 2-плазмотрон; 3-резец; b -расстояние от вершины резца до пятна нагрева; β-угол наклона плазмотрона. | точность по 8..13-му квалитету и шероховатость до R а =50…0,2 мкм | Высокая производительность, повышается стойкость режущего инструмента | Изменение поверхностного слоя обрабатываемой заготовки, необходимость последующей ТМО | Применение возможно | |||||
| Электроконтактная обработка
| точность по 7..8-му квалитету и шероховатость до R а =10 мкм | Высокая производительность обработки высокопрочных конструкционных материалов | Пониженное качество обработанной поверхности с микротрещинами и наплывами 2)Возможность работы на переменном токе без применения специальных электролитов | Неприменим к нашему случаю из-за грубости обработки | |||||
| Электрохимическая обработка | точность по 5..6-му квалитету и шероховатость до R а =0,16…0,04 мкм | В отличие от обычной обработки резанием ЭХО не вызывает появления в поверхностном слое микротрещин и внутренних остаточных напряжений. Является эффективным и экономичным методом обработки. | Колебания рН приводит к снижению точности и качества обрабатывае-мых поверхностей. К ухудшению шерохова-тости ведет выявление формы зерен и разные фазы, это происходит вследствие того, что отдельные фазы растравливаются в разной степени.атости ведет выявление формы зерен и разные фазы, это происходит вследствие того, что отдельные фазы растравлистворении металла заготовки при высоких плотностях электрического тока. | Повышение эффективности ЭХО добиваются совмещением ее с другими методами обработки (ультразвуковой, эрозионной и др.ффективности ЭХО добиваются совмещением ее с другими методами обработки ()) Не экономично | |||||
Принципиальная схема электрогидроимпульсной обработки:
1-конденсаторная батарея; 2-зарядное устройство; 3-зарядная камера; 4-заготовка; 5-матрица; 6-электроды; 7-рабочая жидкость.
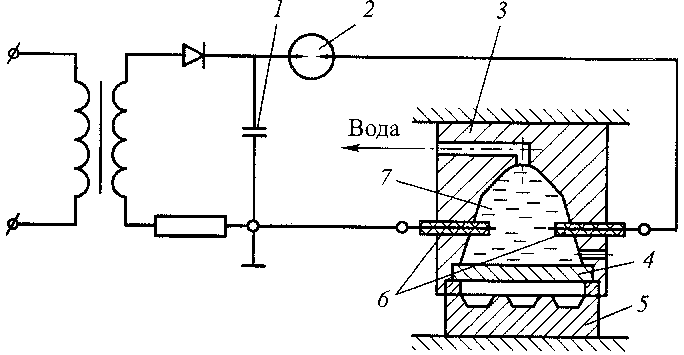
| Данным методом можно получить деталь с точностью до 7..9-го квалитета и шероховатостью поверхности среза Rz =20..4004..о высока и достигает е, суперфинишированиеатываемых поверхностеймкм. | Электрогидроимпульсной штамповкой можно получить заготовки длиной до 2 м и более и толщиной до 3..5мм. Электрогидроимпульсная вытяжка: увеличение ёмкости батареи ведет к росту относительной глубины вытяжки заготовок и снижению толщинных деформаций. | Электрогидроимпульсная вытяжка: повышение индуктивности разрядного контура уменьшает относительную глубину вытяжки, снижает КПД процесса. | Электрогидро-импульсная обработкаоснована на преобразовании электрической энергии в механическую энергию гидродинамического течения рабочей жидкости. Наибольшее применение получили операции штамповки, сварки, сборки, поверхностного упрочнения, снятия или перераспределения остаточных напряжений. | |||||
Принципиальная схема магнитно-импульсной обработки (а) и магнитно-эластоимпульсной штамповки (б).


| Данным методом можно получить деталь с точностью до 7..9-го квалитета и шероховатостью поверхности среза Rz =20..4004..о высока и достигает е, суперфинишированиеатываемых поверхностеймкм. | Магнитно-импульсная штамповка: осуществляется без рабочей среды, что позволяет деформировать металлические заготовки ч/з изоляционные покрытия и прокладки, а также в вакууме. Магнитно-эластоимпульсная штамповка: позволяет получать детали сложной формы из листовых заготовок металлических и неметаллических материалов. |
| Магнитно-импульсная и магнитно-эластоимпульсная обработки основаны на использовании электродинамических сил при взаимодействии импульсного магнитного поля индуктора с током. 1-генератор импульсов; 2-индуктор; 3-заготовка; 4-матрица; 5-эластичная среда. | |||||










В ходе анализа возможных методов обработки были выбраны следующие методы: 1) Фрезерование торцевой фрезой позволяет получить низкую шероховатость и высокую точность обработки поверхности.
2) Шлифование позволяет получить заданную точность и шероховатость.
Дата добавления: 2020-04-25; просмотров: 676; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!