Сборка и контроль кузовов и кабин
Сборку кузовов и кабин при ремонте автомобилей выполняют в такой последовательности:
до окраски на них устанавливают все детали и сборочные единицы, подлежащие окраске вместе с кузовом (двери, капот, оперение, крышка багажника и пр.), выдерживая требуемые зазоры между сопрягаемыми деталями;
после нанесения лакокрасочных покрытий выполняется установка потолка, боковин и панелей внутренней отделки дверей, стекол, сидений, шумо- и теплоизоляционных прокладок, уплотнителей дверей, электрооборудования, панели приборов, деталей системы вентиляции и обогрева салона и др.
Контролю подлежат: геометрические отклонения размеров расположения групп отверстий, связанных между собой функционально, используя для этого контрольно-измерительную оснастку; проемы кузовов и кабин и места сопряжений контролируют шаблонами по форме сопрягаемой детали; герметичность и пыленепроницаемость кузова и кабины. Проверку герметичности собранного кузова производят в дождевальных установках при давлении воды 2 кгс/см2 в течение 6 мин, при этом фиксируют проникновение воды и образование конденсата в приборах освещения и сигнализации. Плотность прилегания двери к ее проему определяют путем натирания уплотнителей мелом. При захлопывании двери на кузове или кабине должен остаться равномерный отпечаток мела. Регулировка плотности прилегания уплотнителей двери достигается перемещением защелки замка.
Наиболее часто встречающиеся дефекты рам: трещины, погнутость элементов, ослабление заклепочных соединений и др.
Трещины продольных балок (лонжеронов) и поперечных брусьев заваривают электродами УОНИ-13/55У, ОЗС-4 и др. Концы трещин засверливают сверлом диаметром 6...8 мм, а кромки разделывают с двух сторон на глубину 4...5 мм под углом 45˚. Сварочный шов и зону термического влияния упрочняют наклепом в 2...3 прохода. В качестве инструмента применяют пневматические молотки К. Е-16...КЕ-19 со сферическим бойком радиусом 3...5 мм. Хорошее качество ремонта рам достигается при использовании сварки в среде углекислого газа на постоянном токе обратной полярности проволокой Св-08ГС, Св-08Г2С, Св-18ХГСА.
При значительном повреждении продольной балки рамы ее ремонтируют приваркой одной из частей, которую вырезают из выбракованной по другим дефектам рамы. Для этого продольную балку обрезают по шаблону под углом 45° (рис. 120), кромки соединяемых частей перед сваркой зачищают и разделывают, при помощи шаблона стыкуют соединяемые части и сваривают с двух сторон.
Погнутость элементов рамы устраняют правкой в собранном виде, применяя винтовые или гидравлические распорки, стяжки и другие приспособления
При значительных деформациях раму разбирают, погнутые части правят на гидравлических прессах. Остаточный прогиб балок рамы не должен превышать 2 мм на базовой длине в 1 м.
Продольные балки с поперечными соединяют с помощью специальных кондукторов и технологических болтов. Для проверки перекоса рамы устанавливают контрольную линейку по диагонали между крайними отверстиями продольных балок. Результаты измерения двух диагоналей должны быть одинаковыми.
Ослабленные заклепки удаляют, срезая их головки ручным пневматическим зубилом или пламенем газовой горелки. Оставшуюся часть заклепки выбивают выколоткой. Если отверстия под заклепки или болты изношены, их рассверливают и развертывают на увеличенный размер, либо заваривают, снимают наплывы металла и вновь рассверливают и развертывают
На нормальный размер. В том случае, когда требуется заменить все заклепки в соединении, отверстия рассверливают и развертывают по кондуктору.
Заклепки ставят горячим или холодным способом. Холодным способом достигается лучшее качество клепки за счет упрочнения материала.
Корпусные детали. Чаще всего наблюдаются дефекты корпусных деталей: износ посадочных отверстий под подшипники и их стаканы, трещины в перемычках между отверстиями, износ установочных штифтов, повреждения резьбовых поверхностей.
Изношенные отверстия под подшипники (стаканы подшипников) растачивают, соблюдая межосевые расстояния, соответствующие техническим требованиям. Если предусматривается постановка (запрессовка) дополнительных колец, то диаметр отверстия увеличивают на 6 мм. По наружному диаметру эти промежуточные кольца обрабатывают так, чтобы их посадка была с натягом 0,035...0,095 мм. От проворачивания кольца закрепляют штифтами, клеевыми составами или электросваркой. При износе отверстий до 1,0мм наносят гальванопокрытия (железнение).
Восстановление посадочных мест под подшипники в корпусных деталях возможно установкой стальных тонкостенных свертных втулок с последующим раскатыванием. (Технология предложена институтом ГосНИТИ и ВНПО «Ремдеталь».)
Втулки изготавливают штамповкой или гибкой в валковом приспособлении из стальной холоднокатаной ленты толщиной 0,8... 1,7 мм. Для фиксации втулки применяют клеевой состав на основе эпоксидной смолы или клей ВС-10Т. Одним из возможных способов фиксации может быть следующий: на поверхности отверстия, расточенного под втулку, нарезают винтовую канавку с шагом 1 мм и глубиной 0,30...0,35 мм. После установки втулки в отверстие ее раскатывают при частоте вращения роликового раскатника 60...300 мин-1 и подаче 0,1...0,3 мм/об с охлаждением эмульсией или индустриальным маслом. Если последующее растачивание не предусматривается, то раскатник настраивают на размер, больший номинального на 0,03...0,05 мм.
Трещины в деталях из чугуна заваривают электродуговой сваркой в холодном состоянии проволокой ПАНЧ-11 или ПАНЧ-12, специальными электродами МНЧ-2, ОЗЧ-2, НЧ-ЗА, ЦЧ-4 и другими по технологии. Для заварки трещин в корпусных деталях используют и комбинированный способ — сварку с герметизацией полимерными материалами. Для этого после сварки шов и прилегающую к нему поверхность зачищают заподлицо с основным металлом и двукратно обезжиривают ацетоном. На обезжиренную поверхность наносят тонким слоем (до 1 мм) эпоксидный состав. Слой полимера обеспечивает хорошую плотность. Трещины и другие дефекты корпусных деталей из алюминиевых сплавов (картер маховика, картер коробки передач некоторых автомобилей и др.) устраняют газовой, электродуговой или аргонно-дуговой сваркой.
Кабина, оперение, капот и облицовка могут иметь дефекты в виде трещин, пробоин, вмятин, коррозионных повреждений и др. Наиболее вероятное расположение дефектов показано на рисунке 2. Лакокрасочное покрытие удаляют, если есть отслаивания, пузыри, сетка трещин и т. д. Чтобы облегчить отворачивание крепежных деталей, их нагревают пламенем газовой горелки, а места точечной сварки высверливают или срубают тонким зубилом. Вмятины (мелкие неровности) правят (рихтуют) ударами специального выколоточного молотка.
Неглубокие неровности можно править местным нагревом газовой горелкой до температуры 650...850 °С. Нагрев ведут с выпуклой стороны вмятины. Ширина зоны нагрева не должна превышать пятикратную толщину листа, а пятна нагрева должны располагаться по контуру выпуклости.
После подгонки и зачистки вырез приваривают по всему периметру.
Трещины, разрывы, пробоины заваривают газовой сваркой или сваркой в среде углекислого газа (с помощью шланговых полуавтоматов: А-547, А-929) электродной проволокой Св-08ГС, Св-08Г2С, Св-18ХГСА диаметром 0,8...1,2 мм.
Места, подлежащие сварке, предварительно выправляют и зачищают. После наложения швов на лицевой поверхности зачищают швы заподлицо с основным металлом, используя электро или пневмошлифовальные машины.
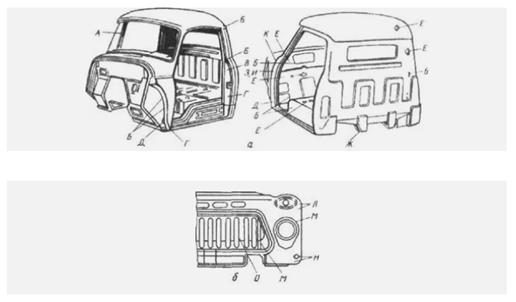
Рис 2. Расположение дефектов:
А – кабины автомобиля ГАЗ-5ЗА; 6 — Облицовки радиатора; А — Деформация стоек ветрового стекла;
Б и М — Трещины; В - Разрушение мест крепления защелки замка; Г – разрушение сварных швов; Д -- повреждение каркаса; Е — Износ отверстий: Ж, К И О — отрывы; 3 — ослабление крепления дверных петель; И — износ отверстий под ось в петлях навеса двери; Л — Вмятины; Н — Разрушение отверстий в местах крепления бампера
Качество ремонта автомобилей
Общие положения
Отремонтированный автомобиль и его агрегаты — это продукция ремонтного предприятия и, естественно, они должны обладать определенным качеством. Качество продукции — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество отремонтированных автомобилей и их агрегатов определяется степенью соответствия их свойств свойствам новых автомобилей и составных частей и определяется качеством выполнения ремонтных услуг (качеством ремонта). Качество автомобилей и его агрегатов закладывается — при проектировании, формируется — при изготовлении, проявляется — при эксплуатации, поддерживается — при техническом обслуживании и ремонте. Качество и себестоимость ремонта в значительной степени зависят от конструкции автомобиля и его агрегатов, технологии изготовления, условий эксплуатации, качества технического обслуживания и других факторов.
Качество ремонта — это сложная многоаспектная проблема. При ее решении ремонтному предприятию приходится учитывать большое число взаимосвязанных технических, технологических, экономических, организационных, социальных, эргономических, экологических, психологических и других факторов. Влияние этих факторов на качество ремонта не только различно, но и зачастую противоречиво. Отдельные разрозненные, не увязанные в единую схему, мероприятия ремонтного предприятия потребуют от него больших затрат и не дадут требуемого результата. Поэтому только увязанные в определенную систему мероприятия (управление качеством) дадут ощутимые результаты, позволяющие осуществлять ремонтные услуги с высокой эффективностью! Управление качеством ремонта необходимо вести системно и должно быть основано на результатах научных исследований, накопленного опыта и исследований рынка.
Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности процесса управления и включает в себя следующие этапы:
формирование конкретных целей и задач управления на определенный период деятельности предприятия, определение необходимого уровня качества;
сбор и обработка информации о качестве отремонтированной продукции и ходе производственного процесса ремонта, определение расхождений между фактическим и требуемым уровнем качества;
выявление причин отличия фактического уровня качества от требуемого на основе анализа хода производственного процесса с учетом внутренних и внешних факторов;
выработка вариантов мероприятий, направленных на устранение выявленных причин, оценка их эффективности, определение наиболее эффективного комплекса взаимоувязанных мероприятий; реализация всего комплекса мероприятий; оценка результатов этого воздействия на производственный процесс ремонта, повторный сбор информации о качестве и т.д.
На качество отремонтированных автомобилей и их агрегатов влияет качественное выполнение всех видов основных и вспомогательных работ предприятия. Поэтому в управлении качеством участвуют все подразделения предприятия в соответствии со своими функциями.
Система управления качеством — это составная и неразрывная часть системы управления производством. Целью системы управления качеством является повышение эффективности ремонтного предприятия путем обеспечения стабильного уровня качества отремонтированных автомобилей и их агрегатов в соответствии с установленными требованиями.
Функциональными элементами этой системы являются: технологическая подготовка производства, метрологическое обеспечение, контроль качества, организация трудовой деятельности, материально-техническое обеспечение, организация стабильного уровня качества, надзор за внедрением и соблюдением стандартов, информационное обеспечение системы, планирование и прогнозирование повышения качества, моральное и материальное стимулирование.
При организации системы управления качеством необходимо учитывать принципы:
комплексности, который предполагает реализацию технических, технологических, организационных, экономических, социальных и других методов на всех уровнях управления от рабочего до директора;
системности, который заключается в том, что выработка и реализация всех мероприятий, направленных на повышение качества, осуществляется не изолированно, а во взаимосвязи, образуя единство с внешней средой (автомобильная промышленность, сфера эксплуатации, научные организации, органы надзора и т.д.);
оптимальности, который подразумевает увязку, подчинение решения локальных, частных задач управления качеством главной цели функционирования системы;
динамичности, который направлен на непрерывное развитие системы, совершенствование форм и методов управления, использование передового опыта других предприятий и отраслей как в стране, так и за рубежом, внедрение современных достижений науки, техники и технологии в практику авторемонтного производства;
плановости, который состоит в том, что управление качеством осуществляется на основе научного прогнозирования и планирования повышения качества;
эффективности, который выдвигает требование строгого и всестороннего анализа мероприятий, вырабатываемых и реализуемых в процессе управления качеством.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите характерные дефекты и причины их возникновения у деталей кузовов, кабин и оперения.
2. Как выполняют разборку кузовов и кабин?
3. Опишите известные вам способы правки вмятин и применяемый инструмент.
4. Назовите приспособления для выполнения правки деформированного
5. Перечислите характерные дефекты и причины их возникновения и способы устранения у арматуры кузовов и кабин автомобилей.
6. Опишите известные вам способы ремонта неметаллических деталей кузовов
Дата добавления: 2020-01-07; просмотров: 377; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!