Технология ручной дуговой сварки неплавящимся
Электродом алюминиевых сплавов
Подготовка под сварку
Качество сварных соединений из алюминия и его сплавов в значительной степени определяется подготовкой поверхности свариваемых кромок и электродной проволоки. Перед сваркой удаляют жировую смазку. Поверхность металла обезжиривают ацетоном, авиационным бензином, уайт-спиритом или другими растворителями. Пленку окислов удаляют с помощью химического травления, шабрения, металлических щеток.
Процесс сварки
На любых режимах для получения качественного сварного соединения необходимо обеспечить эффективную газовую защиту зоны сварки, что достигается установкой оптимального расхода защитного газа для данного диаметра сопла.
Надежность защиты в процессе сварки определяется также диаметром и формой сопла горелки, расстоянием сопла от поверхности свариваемого изделия, конструкцией сварного соединения, скоростью движения поперечного воздушного потока.
Рекомендуются следующие диаметры сопла горелки d с в зависимости от диаметра электрода d э , мм :
d э 2-3 4 5 6
dc 10-12 12-16 14-18 16-2 2
При сварке соединений обычно применяют присадочную проволоку диаметром 1-5 мм. Соединение с отбортовкой кромок целесообразно для металла толщиной от 0,8 до 2 мм.
При ручной сварке неплавящимся электродом в инертных газах обычно сварщик подает присадочную проволоку в ванну жидкого металла. Расположение горелки и присадочной проволоки в нижнем положении схематично показано на рисунке 2. Угол между присадочной проволокой и электродом должен быть около 900. Поперечные колебания вольфрамового электрода недопустимы: размеры сварочной ванны для уменьшения опасности окисления должны быть минимальными. Присадочную проволоку подают в ванну короткими толчкообразными движениями, оплавленный конец присадки нельзя выводить из зоны газовой защиты во избежания его окисления. Необходимо помнить, что нельзя касаться изделия электродом, так как вольфрам при этом загрязняется и, кроме того, это может вызвать загрязнение металла шва вольфрамом.
|
|
|
Длина дуги при сварке обычно не превышает 1,5-2,5 мм, а расстояние от выступающего конца вольфрамового электрода до нижнего среза сопла горелки при стыковых соединениях 1,0-1,5 мм, при тавровых (угловых) – 4,0-8,0 мм.
|
|
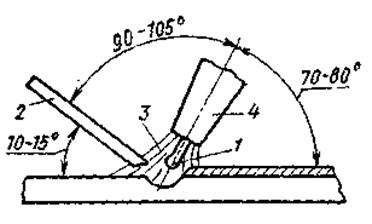
1-электрод; 2-присадочный пруток; 3-защитный газ;
4-сопло
Рисунок 2 – Техника аргоно – дуговой сварки
Сварку соединений толщиной до 10 мм обычно ведут справа налево, т.е. “левым“ способом, который снижает возможность перегрева свариваемого материала.
Режим сварки выбирается исходя из условий получения качественного сварного соединения.
|
|
|
К основным параметрам режима сварки неплавящимся электродом относятся: диаметр электрода, сварочный ток, напряжение на дуге, расход защитного газа, диаметр присадочной проволоки.
Скорость ручной сварки обычно составляет 8-12 м/ч, максимальный сварочный ток ориентировочно может быть определен в зависимости от диаметра электрода по уравнению: I св = (60-65) d э .
В таблице 4 приведены режимы сварки для некоторых толщин элементов.
Таблица 4- Режимы ручной сварки алюминия неплавящимся электродом в среде аргона
| Тип соединения | Толщи- на сва- риваемых листов | Диаметр, мм | Сварочный ток, А | Рас- ход газа л/мин | Число проходов | |
| вольфра- мового электрода | присадоч- ной про- волоки | |||||
| Встык без разделки кромок, двухсторонний | 3,0 4,0 5,0 6,0 | 3,0-4,0 3,0-4,0 4,0-5,0 4,0-5,0 | 2,5-3,0 3,0-4,0 3,0-4,0 3,0-4,0 | 100-150 120-180 200-250 240-270 | 7-8 7-8 8-10 8-10 | 2 2 2 2 |
| Встык с разделкой кромок | 5,0 6,0 8,0 10,0 | 4,0-5,0 4,0-5,0 5,0-6,0 5,0-6,0 | 3,0-4,0 3,0-4,0 4,0-5,0 4,0-5,0 | 200-240 220-280 270-300 270-300 | 7-8 7-8 9-12 9-12 | 2 2 3 5 |
Оборудование и материалы, применяемые при
Выполнении лабораторной работы
1 Установка для дуговой сварки УДГУ-251 АС/DC.
2 Электроды вольфрамовые лантанированные марки ЭВЛ диаметром 3-4мм.
|
|
|
3 Защитный газ – аргон высшего или первого сорта (ГОСТ-10157-73).
4 Основной металл – алюминий или низколегированная сталь.
5 Присадочный металл – диаметром 2-5мм из сплавов алюминия марок Св-А97, Св-АМц, Св-Амг3 или стальные.
Установка сварочная УДГУ-251 АС/DC предназначена для аргонодуговой сварки неплавящимся электродом (TIG) на постоянном (DC) и переменном токе (АС) для всех видов металлов и сплавов. Установка обеспечивает бесконтактный поджиг в режиме TIG на постоянном и переменном токе.
Установка обеспечивает плавное регулирование сварочного тока, индикацию сетевого напряжения при включении установки и индикацию отключения установки при тепловой перегрузке, возможность выбора одного из режимов сварки TIG-DC или TIG-AC.
В режиме TIG установка обеспечивает:
- режимы “длинные швы” или “короткие швы”;
- продувку газового тракта в течение от 0,2 + 0,1с до 8,0 + 2,0 с с последующим включением выходного напряжения;
- регулирование времени плавного нарастания тока в начале сварки в пределах от 0,1 + 0,1 с до 10 + 3 с;
- регулирование плавного снижения тока в конце сварки в пределах от 0,1 + 0,1 с до 30 + 3 с;
- регулирование времени подачи газа после сварки в течение от 0,2 + 0,1 с до 30 + 5 с;
|
|
|
- регулирование очищающей и проплавляющей способности дуги в режиме TIG-AC.
Основные технические данные установки приведены в таблице 5.
Таблица 5 – Основные технические данные установки в режиме TIG
| Наименование параметра | Значения | |||
| DC | AC | |||
| Напряжение питающей сети, В | 380 | |||
| Номинальный сварочный ток, А | 250 | 275 | ||
| Номинальное рабочее напряжение, В | 20 | 21 | ||
| Наименьший сварочный ток, А | 10 | 10 | ||
| Пределы регулирования рабочего напряжения, В | 10,4-20 | 10,4-21 | ||
| Напряжение холостого хода, В, не более | 100 | 80 | ||
| Регулирование сварочного тока | плавное
 Мы поможем в написании ваших работ! | |||