Соотношение между линейными и фазными токами и напряжениями
Для соединения обмоток треугольником, при симметричной нагрузке, справедливо соотношение между линейными и фазными токами и напряжениями:

Мощность трёхфазного тока
Для соединения обмоток треугольником, при симметричной нагрузке, мощность трёхфазного тока равна:

2.Как следует включать ламповую нагрузку если линейное напряжение 380В, а номинальное напряжение лампы 220В.
Принятая система электроснабжения трехфазная четырехпроводная 380/220 В.
Лампочки, как правило, выпускаются на 220 В. Они подключаются на фазное напряжение UА0, UВ0, UC0 равное 220 В. Подсоединение идет через выключатель. В цепи на фазном проводе устанавливается предохранитель или автомат, выключатель. В нулевом проводе предохранители и выключатели не ставятся!

3.Основные элементы ВЛЭП. Монтаж ЛЭП.
Существует три основных элемента:
1. Провода;
2. Изоляторы;
3. Опоры.
Провода, как правило, не изолированные однопроволочные (из одного металла) или многопроволочные (из двух металлов), пустотелые провода, биметаллические провода.
Изоляторы:
- фарфоровые штырьевые ШС6, ШС10, ША20, ШД35 и др.
- подвесные фарфоровые или стеклянные ПФ, ПС.
Штырьевые изоляторы крепятся на кнопки или штыри.
Подвесные изоляторы собираются в гирлянды. Количество изоляторов в гирлянде определяется напряжением линии.
Опоры бывают деревянные, металлические, железобетонные.
По назначению они могут быть промежуточные, анкерные, концевые. Также могут быть одноцепными и многоцепными, с грозозащищенным тросом и без него. Кроме того, применяются угловые опоры.
|
|
|
4.Для чего в магнитном пускателе ставят тепловое реле. Устройство реле.
Тепловое реле в магнитных пускателях устанавливают для защиты, электродвигателя от перегрузок.
Тепловое реле состоит из четырех основных элементов: нагревателя 1, включаемого последовательно в защищаемую от перегрузки цепь; биметаллической пластинки 2 из двух спрессованных металлических пластинок с различными коэффициентами линейного расширения; системы 3—7 рычагов и пружин; контактов 8 и 9.

Схема теплового реле. 1 — нагреватель; 2 — биметаллическая пластинка; 3 — регулировочный винт; 4 — защелка; 5 — рычаг; 6 — пружина; 7 — кнопка возврата; 8 — подвижный контакт; 9 — неподвижный контакт; 10 — вывод нагревателя
Когда через нагревательный элемент 1 проходит ток, превышающий номинальный ток электродвигателя, выделяется такое количество тепла, что незакрепленный (на рисунке левый) конец биметаллической пластинки 2 изгибается в сторону металла с меньшим коэффициентом линейного расширения (то есть опускается), нажимает на регулировочный винт 3 и выводит защелку 4 из зацепления. В этот момент под действием пружины 6 верхний конец рычага 5 поднимется, разомкнет контакты 8 и 9 и разорвет цепь управления магнитного пускателя. Кнопка 7 служит для ручного возврата рычага 5 в исходное положение после срабатывания реле.
Из вышесказанного следует, что работа теплового реле основана на изгибании биметаллической пластинки под действием тепла выделяемого в нагревательном элементе. Но эта же пластинка будет изгибаться и под действием тепла окружающего воздуха. Таким образом, в жаркие дни реле будет срабатывать быстрее, чем в холодные. Для устранения этого явления в реле применена температурная компенсация, сущность которой заключается в том, что изгибанию биметаллической пластинки от изменения температуры окружающего воздуха соответствует противоположное по направлению изгибание пластинки компенсатора. Пластинка компенсатора тоже представляет собой биметаллическую пластинку, но с обратным по отношению к основной биметаллической пластинке прогибом.
В магнитные пускатели типа ПМЕ-100, ПМЕ-200 и в магнитные пускатели ПАЕ-300 встраивают тепловые реле ТРН. Эти реле двухфазные, с температурной компенсацией, с ручным возвратом. Нагрев биметалла косвенный, нагреватели сменные с номинальным током до 40 А.
Температурный компенсатор выполнен из биметалла с обратным прогибом по отношению к основному термоэлементу. При установившейся температуре между компенсатором и защелкой устанавливается определенный зазор. Изменение величины этого зазора путем поворота эксцентрика (регулятора уставки), т.е. удаление или приближение защелки, изменяет уставку реле. Каждое деление регулятора уставки соответствует 5% величины номинального тока нагревателя. При уставке регулятора в положение «О» ток уставки реле равен номинальному току нагревателя. При уставке регулятора в положение «-5» ток уставки уменьшается на 25%, в положение «+5» — увеличивается на 25% по отношению к величине номинального тока нагревателя.
Время срабатывания реле при температуре окружающего воздуха 20±5°С и нагреве реле из холодного состояния шестикратным номинальным током уставки при любом положении регулятора уставки должно быть в следующих пределах:

Конструкция теплового реле ТРН-10: 1, 2, 3, 4, 6 — винты; 5 — крышка; 7 — нагревательный элемент; 8 — пластмассовая крышка; 9 — шток; 10 — контактный мостик
|
|
|
|
|
|
1. 3—15 с — для реле ТРН-10 A;
|
|
|
2. 6—25 с — для реле типов ТРН-10; ТРН-25 и ТРН-40.
Время ручного возврата реле в пределах температуры окружающего воздуха от -40 до +60°С должно быть не более 2 мин.
При установке реле в рабочее положение при температуре окружающего воздуха 20 ±5°С и обтекании обоих полюсов номинальным током реле не должно срабатывать в установившемся тепловом состоянии и должно срабатывать в течение не более 20 мин при токе, равном 1,2 номинального тока уставки. Защитные характеристики реле приведены на рис. 2.16 и 2.17.
Однофазные тепловые реле ТРП-60 и ТРП-150 (рис. 2.18), встраиваемые в пускатели ПАЕ четвертой, пятой и шестой величин, имеют комбинированный нагрев биметаллической пластинки (одна часть тока проходит через нагревательный элемент, другая — через биметаллическую пластинку). При одном нагревателе, рассчитанном на ток нулевой уставки, имеется возможность регулировать ток уставки в пределах ±25%. Реле имеет шкалу, на которой нанесены по пять делений по обе стороны от нуля. Цена деления 5% для открытого исполнения и 5,5% для защищенного.
В тепловом реле ТРП предусмотрены два исполнения по возврату: ручной возврат с гарантированным отсутствием самовозврата контактной группы и самовозврат с ускорением возврата вручную. Реле не срабатывает при длительном обтекании током, равном току уставки; срабатывает в течение 20 мин после увеличения тока по сравнению с током уставки на 20%. Реле нормально работает при токах, не превышающих 15-кратного значения. Реле допускает нагрузку 18-кратным номинальным током теплового элемента в течение 1 с, или до срабатывания реле, если оно произойдет за время меньше 1 с.
5.Организационные мероприятия, обеспечивающие безопасность работ при эксплуатации электроустановок.
1. Оформление работы нарядом, распоряжения или перечнем работ выполняемых в порядке текущей эксплуатации.
2. Допуск к работе.
3. Надзор во время работы.
4. Оформление перерывов в работе, перевода на другое рабочее место и окончания работы.
В электроустановках работы могут проводиться по наряду, по распоряжению, в порядке текущей эксплуатации.
Перечень работ выполняемых в порядке текущей эксплуатации составляется ответственным за электрохозяйство и утверждаются руководителем предприятия. Все работы, выполняемые в порядке текущей эксплуатации фиксируются в оперативном журнале , выполняемые по распоряжениям и нарядам фиксируются в специальном журнале.
Наряд – это письменное распоряжение на производство работ в электроустановке, оформленное на специальном бланке установленной формы, определяющие место работы, вид работы, время начала и окончания работы, условия безопасного проведения работы, состав бригады и лиц ответственных за безопасность работ (лицо выдающее наряд, руководитель работ, производитель работ, допускающий, наблюдающий, члены бригады).
Право выдачи нарядов предоставляется лицам административно-технического персонала, имеющим квалификационную группу 5 в электроустановках выше 1000 В и группу 4 в электроустановках напряжением ниже 1000 В.
Право выдачи наряда, распоряжения подтверждается приказом руководителя предприятия.
Наряд выписывается в двух экземплярах (а при передаче по средствам связи в 3 экземплярах). Срок действия наряда до 15 календарных дней. Срок хранения использованных нарядов 30 календарных дней. Действующие наряды хранятся в папке действующих нарядов.
Билет № 7.
1.Определение переменного тока. Период и частота переменного тока.
Графическое изображение синусоидальных величин.
Под переменным током промышленного производства следует понимать синусоидально изменяющийся во времени (с постоянным периодом изменения) ток.
Переменный ток полностью характеризуется тремя параметрами — периодом, амплитудой и частотой, зная которые, мы можем судить какой это переменный ток и построить его график.
Пользуясь кривой синусоидального тока, изображенной на рис., разберем каждый из этих параметров.

Промежуток времени, на протяжении которого совершается полный цикл изменения тока, называется периодом. Период обозначается буквой Т и измеряется в секундах.
Промежуток времени, на протяжении которого совершается половина полного цикла изменения тока, называется полупериодом.
Как видно из графика, в течение одного периода своего изменения ток достигает дважды максимального значения.
Максимальное значение переменного тока (ЭДС, напряжения) называется его амплитудой, или амплитудным значением тока.
Значение переменного тока (ЭДС, напряжения), соответствующее любому выбранному моменту времени, называется его мгновенным значением.
Мы определили два параметра, характеризующие переменный ток — период и амплитуду. Зная их, мы можем построить график интересующего нас тока.
Однако в технике переменных токов и особенно в радиотехнике, использующей токи, периоды которых измеряются миллионными и миллиардными долями секунды, широко используется третий параметр — частота.
Число полных периодов, совершаемых током в 1 секунду, называется частотой переменного тока и обозначается латинской буквой f .
Чтобы определить частоту переменного тока, т. е. узнать, сколько периодов своего изменения ток совершил в течение 1 секунды, необходимо 1 секунду разделить на время одного периода

Зная частоту переменного тока, можно определить период

Частота переменного тока измеряется единицей, называемой герцем.
2.Почему сердечник магнитопровода трансформаторов выполняется из листовой стали.
Чем массивнее сердечник магнитопровода трансформатора, тем активнее при намагничивании в нём появляются вихревые токи (называемые ещё токами Фуко) . Эти токи сильно нагревают сердечник, и снижают КПД трансформатора (т. е. часть энергии просто уходит на нагрев сердечника) . Именно для того, чтобы снизить этот эфект, сердечник и набирают из отдельных тонких пластин электротехнической стали, которая к тому же легко размагничивается при снятии напряжения с трансформатора.
Вихревые токи -это токи, появляющиеся в стали под действием э. д. с., наводимой магнитным потоком (в плоскостях, перпендикулярных направлению потока). Эти токи приводят к потерям. С уменьшением толщины пластины уменьшается э. д. с. пластины и увеличивается омическое сопротивление стали. Общие потери в стали магнитолровода на вихревые токи снижаются примерно пропорционально уменьшению толщины пластины. Но токи могут замыкаться и в толще магнитопровода через контактирующие поверхности пластин, поэтому между пластинами должна быть изоляция, особенно при увеличении ширины пластин и повышении индукции.На величину вихревых токов и потерь также влияет омическое сопротивление стали (не путать с магнитным сопротивлением). Омическое сопротивление стали (как и провода) в омах соответствует сопротивлению 1 м длины при сечении 1 мм2. С увеличением процентного содержания кремния увеличивается омическое сопротивление стали. Потери увеличиваются пропорционально квадрату повышения частоты.
3.Монтаж защитного заземления.
 Защитное заземление представляет собой преднамеренное соединение с землей металлических частей электрической установки, нормально не находящихся под напряжением, но могущих оказаться под таковым из-за повреждения изоляции сети или электроприемников. Защитное заземление является основным способом, предотвращающим поражение людей электрическим током при прикосновении к корпусам электрооборудования при пробое его изоляции. Заземление осуществляется с помощью
Защитное заземление представляет собой преднамеренное соединение с землей металлических частей электрической установки, нормально не находящихся под напряжением, но могущих оказаться под таковым из-за повреждения изоляции сети или электроприемников. Защитное заземление является основным способом, предотвращающим поражение людей электрическим током при прикосновении к корпусам электрооборудования при пробое его изоляции. Заземление осуществляется с помощью
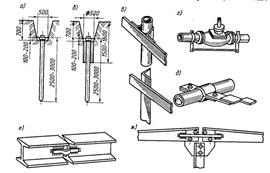
Рис. Устройство заземления:
а — в грунте, не требующем специальной обработки; б — в грунте, требующем искусственного повышения проводимости; в — соединение заземлителей с полосовой сталью; г — устройство перемычки; д — присоединение стальной полосы к трубе на хомуте; е, ж — на стыке двух балок сваркой и болтами соответственно
металлических электродов, соединяющих корпуса электрооборудования с землей через заземляющие проводники. Такие электроды называются заземлителями, а совокупность заземлителей и заземляющих проводников называется заземлительным устройством.
Магистрали заземления прокладываются горизонтально или вертикально и выполняются из полосовой стали. На бетонных или кирпичных стенах заземляющие полосы крепятся непосредственно к стене («на плоскость») дюбелями с помощью строительно-монтажного пистолета. В сырых помещениях с едкими парами полосы следует крепить на опорах на расстоянии не менее 10 мм от стен. Крепление магистрали выполняется через каждые 1,5 м.
Положение прокладываемых заземляющих полос выверяется при помощи уровня и отвеса. Соединение полос магистралей заземления между собой и с ответвлениями от них выполняется сваркой внахлестку. Длина нахлеста должна быть не менее двойной ширины полосы и не менее шестикратного диаметра при круглом сечении. Проходы заземляющих полос через стены выполняются в заложенных в стенах отрезках стальных труб или в открытых отверстиях. В местах пересечения каналов, а также местах перемещения тяжелых грузов заземляющие проводники должны быть защищены с помощью труб от возможных механических повреждений.
Последовательное заземление двух или нескольких электрических аппаратов или электроприемников не допускается. Между креплениями заземляющих проводников на прямых участках должно сохраняться расстояние 600... 1000 мм, на поворотах от вершин углов — 100 мм, от мест ответвлений — 100 мм, от нижней поверхности съемных перекрытий каналов — не менее 50 мм, от уровня пола помещения — 400...600 мм.
Способ присоединения заземляющих проводников к отдельным видам электрического и электромеханического оборудования выбирается в зависимости от основания, на котором оно крепится, и конструкции заземляющего контакта (рис. 11.3). При установке оборудования на металлических конструкциях заземляющие проводники присоединяются сваркой к конструкциям, а поверхности его соприкосновения с конструкциями зачищаются и покрываются тонким слоем вазелина. Ответвления от магистралей заземления к электрическим двигателям прокладываются в полу отдельно для каждого двигателя. В осветительных сетях с заземленной нейтралью при использовании нулевого про вода для защитного зануления не допускается установка на нулевом проводе рубильников, предохранителей и выключателей (за исключением случаев, когда защитный проводник отключается вместе с фазным).
4.Конструкция и принцип действия асинхронных двигателей.
Корпус, в который запрессовано железо статора. В последнем располагаются пазы, в которые помещаются трехфазная симметричная обмотка статора, образующая полюса. Ротор – вал, на который напрессовывается бочка ротора, состоящая из листов электротехнической стали. В железе ротора имеются пазы круглой, овальной или прямоугольной формы. В этих пазах помещаются стержни обмотки ротора. Концы ее за пределами бочки закорачиваются специальным кольцом. Это беличье колесо или короткозамкнутая обмотка ротора.

Рис. Асинхронный двигатель с короткозамкнутым ротором:
1 — станина; 2 — рым-болт; 3 — сердечник статора; 4 — сердечник ротора; 5 —
кожух; 6, 10 — подшипниковые щиты; 7 — вентилятор; 8 — балансировочный
грузик; 9, 13 — подшипники; И — вал ротора; 12 — шпонка; 14— вентиляционная
лопатка; 75 — короткозамыкающее кольцо; 16 — лобовая часть обмотки статора;
17 — коробка выводов; 18 — сальник; 19 — болт
 При подключении обмотки статора к источнику по ней потечёт ток. Прохождение тока по обмотке вызовет образование вращающегося магнитного поля. Магнитный поток этого поля пересекает витки обмотки ротора, индуцируя в нем ЭДС, под воздействием которой возникает ток в обмотке ротора, образующий также вращающееся магнитное поле ротора. Скорость вращения этого поля всегда равна скорости вращения поля статора. Поля взаимодействуют между собой (сцепляются), образовывая вращающий момент ротора. Ротор приходит во вращение.
При подключении обмотки статора к источнику по ней потечёт ток. Прохождение тока по обмотке вызовет образование вращающегося магнитного поля. Магнитный поток этого поля пересекает витки обмотки ротора, индуцируя в нем ЭДС, под воздействием которой возникает ток в обмотке ротора, образующий также вращающееся магнитное поле ротора. Скорость вращения этого поля всегда равна скорости вращения поля статора. Поля взаимодействуют между собой (сцепляются), образовывая вращающий момент ротора. Ротор приходит во вращение.
По мере разгона ротора витки его реже пересекают поле статора, поэтому частота индуктированной в роторе ЭДС уменьшается, следовательно уменьшится скорость вращения поля ротора относительно самого ротора. Однако, вместе с ротором общая скорость вращения поля ротора равна скорости вращения поля статора, иначе взаимодействие полей невозможно.
Ротор никогда не может набрать скорость равную скорости вращения поля статора, поскольку его стержни перестанут пересекать силовые линии поля статора, следовательно в них на будет индуктироваться ЭДС, не будет тока, не будет вращающего момента.
Ротор «вынужден» отставать. Поэтому двигатель называется асинхронным.
Скорость вращения поля статора:
 ;
;
р – число пар полюсов;
f – частота.
5. Порядок назначения на самостоятельную работу или переводна другую работу, связанную с обслуживанием электроустановок.
Эксплуатацию электроустановок должен осуществлять подготовленный электротехнический персонал.
Электротехнический персонал до назначения на самостоятельную работу или при переходе на другую работу (должность), связанную с эксплуатацией электроустановок, а также при перерыве в работе в качестве электротехнического персонала свыше 1 года обязан пройти стажировку (производственное обучение) на рабочем месте.
Для обучения работнику должен быть предоставлен срок, достаточный для ознакомления с оборудованием, аппаратурой, оперативными схемами и одновременного изучения в необходимом для данной должности (профессии) объеме:
правил устройства электроустановок, правил безопасности, правил и приемов оказания первой помощи при несчастных случаях на производстве, правил применения и испытания средств защиты, ПТЭЭП;
-должностных и производственных инструкций;
-инструкций по охране труда;
-других правил, нормативных и эксплуатационных документов, действующих у данного Потребителя.
Программы подготовки электротехнического персонала с указанием необходимых разделов правил и инструкций составляются руководителями (ответственными за электрохозяйство) структурных подразделений и могут утверждаться ответственным за электрохозяйство Потребителя.
Программа подготовки руководителей оперативного персонала, работников из числа оперативного, оперативно-ремонтного и ремонтного персонала должна предусматривать стажировку и проверку знаний, а для руководителей оперативного персонала, работников из числа оперативного, оперативно-ремонтного персонала еще и дублирование.
Работник, проходящий дублирование, должен быть соответствующим документом закреплен за опытным работником по организации (для руководителей и специалистов) или по структурному подразделению (для рабочих).
Стажировка проводится под руководством ответственного обучающего работника и осуществляется по программам, разработанным для каждой должности (рабочего места) и утвержденным в установленном порядке. Продолжительность стажировки должна быть от 2 до 14 смен.
Допуск к стажировке оформляется соответствующим документом руководителя Потребителя или структурного подразделения. В документе указываются календарные сроки стажировки и фамилии работников, ответственных за ее проведение.
Продолжительность стажировки устанавливается индивидуально в зависимости от уровня профессионального образования, опыта работы, профессии (должности) обучаемого.
В процессе стажировки работник должен:
- усвоить требования правил эксплуатации, охраны труда, пожарной безопасности и их практическое применение на рабочем месте;
- изучить схемы, производственные инструкции и инструкции по охране труда, знание которых обязательно для работы в данной должности (профессии);
- отработать четкое ориентирование на своем рабочем месте;
- приобрести необходимые практические навыки в выполнении производственных операций;
- изучить приемы и условия безаварийной, безопасной и экономичной эксплуатации обслуживаемого оборудования.
Допуск к дублированию для оперативного персонала и самостоятельной работе для административно-технического и ремонтного персонала оформляется соответствующим документом по Потребителю.
После дублирования работник из числа оперативного или оперативно-ремонтного персонала может быть допущен к самостоятельной работе. Продолжительность дублирования - от 2 до 12 рабочих смен. Для конкретного работника она устанавливается решением комиссии по проверке знаний в зависимости от уровня его профессиональной подготовки, стажа и опыта работы.
Допуск к самостоятельной работе для оперативного персонала оформляется соответствующим документом руководителя Потребителя.
В период дублирования работник должен принять участие в контрольных противоаварийных и противопожарных тренировках с оценкой результатов и оформлением в соответствующих журналах.
Количество тренировок и их тематика определяются программой подготовки дублера.
Если за время дублирования работник не приобрел достаточных производственных навыков или получил неудовлетворительную оценку по противоаварийной тренировке, допускается продление его дублирования на срок от 2 до 12 рабочих смен, и дополнительное проведение контрольных противоаварийных тренировок. Продление дублирования оформляется соответствующим документом Потребителя.
Если в период дублирования будет установлена профессиональная непригодность работника к данной деятельности, он снимается с подготовки.
Во время прохождения дублирования обучаемый может производить оперативные переключения, осмотры и другие работы в электроустановках только с разрешения и под надзором обучающего. Ответственность за правильность действий обучаемого и соблюдение им правил несут как сам обучаемый, так и обучающий его работник.
Билет № 8.
1.Устройство генератора трехфазного тока.
Генера́тор переме́нного то́ка — электрическая машина, преобразующая механическую энергию в электрическую энергиюпеременного тока. Большинство генераторов переменного тока используют вращающееся магнитное поле. Принцип действия генератора основан на законе электромагнитной индукции — индуцировании электродвижущей силы в прямоугольном контуре. находящегося в однородном вращающемся магнитном поле. Или наоборот, прямоугольный контур вращается в однородном неподвижном магнитном поле.
Устройство трехфазного генератора переменного тока. В пазах статора расположены три фазных обмотки . Начала и концы обмоток трехфазного генератора принято обозначать буквами  и
и  Первыми буквами латинского алфавита обозначают начала обмоток, последними - концы. Началом обмотки называют зажим, через который ток поступает во внешнюю цепь при положительных его значениях.
Первыми буквами латинского алфавита обозначают начала обмоток, последними - концы. Началом обмотки называют зажим, через который ток поступает во внешнюю цепь при положительных его значениях.

Ротор генератора выполняется в виде вращающегося постоянного магнита или электромагнита, питаемого через скользящие контакты постоянным током. При вращении ротора с помощью двигателя в обмотках статора возникают периодически изменяющиеся ЭДС, частота которых одинакова, но фазы в любой момент времени различны, так как различны положения обмоток в магнитном поле. ЭДС в неподвижных витках обмоток статора индуктируются в результате пересечения этих витков магнитным полем вращающегося ротора. Обмотки фаз генератора совершенно одинаковы и расположены симметрично по поверхности статора, поэтому ЭДС имеют одинаковые амплитудные значения, но сдвинутые друг относительно друга по фазе на угол 120 . Если ЭДС фазы  принять за исходную и считать ее начальную фазу равной нулю, то при вращении ротора с угловой скоростью против часовой стрелки выражения для мгновенных значений ЭДС можно записать следующим образом:
принять за исходную и считать ее начальную фазу равной нулю, то при вращении ротора с угловой скоростью против часовой стрелки выражения для мгновенных значений ЭДС можно записать следующим образом:
 ,
,
 ,
,
 .
.
Переходя к комплексам действующих значений, получим:
 ,
, 

Подобные системы ЭДС принято называть симметричными. Векторная диаграмма трехфазной симметричной системы ЭДС представляет собой симметричную трехлучевую звезду. Из векторной диаграммы следует, что

| 
|
Если ЭДС фазы  отстает от фазы
отстает от фазы  , а ЭДС фазы
, а ЭДС фазы  отстает от ЭДС фазы , то такую последовательность фаз называют прямой. Обратную последовательность фаз можно получить, если изменить направление вращения ротора.
отстает от ЭДС фазы , то такую последовательность фаз называют прямой. Обратную последовательность фаз можно получить, если изменить направление вращения ротора.
2.Графическое и буквенное обозначение элементов электрической схемы, аппаратуры и электрооборудования.
Условные графическоие и буквенные обозначения элементов электрических схем, аппаратуры и электрооборудования регламентируются ГОСТом и требованиями ЕСКД.
Условные буквенно-цифровые обозначения предназначены: - для однозначной записи в сокращенной форме сведений об элементах, об устройствах и о функции-ональных назначений части объекта в документации на объект; -- для ссылок на соответствующие части объекта в текстовых документах; -для нанесения непосредственно на объект, если это предусмотрено в его конструкции. Применение условных буквенно-цифровых обозначений в документах устанавливается правилами выполнения соответствующих документов (схем, чертежей, текстовых документов и т. д.). Для построения обозначений применяют прописные буквы латинского алфавита, арабские цифры, а также знаки (квалифицирующие символы).
| Примеры буквенных кодов наиболее распространенных элементов | |||
| Первая буква кода (обязательная) | Группа видов элементов | Примеры видов элементов | |
| С | Конденсаторы | - | |
| F | Разрядники, предохранители, устройства защитные | Дискретные элементы защиты потоку и напряжению, плавкие предохранители, разрядники | |
| G | Генераторы, источники питания, кварцевые осцилляторы | Батареи, аккумуляторы, электрохимические и электротермические источники | |
| К | Реле, контакторы, пускатели | Реле токовые и напряжения, реле электротепловые, реле времени, контакторы, магнитные пускатели | |
| L | Катушки индуктивности, дроссели | Дроссели люминесцентного освещения | |
| М | Двигатели | Двигатели постоянного и переменного тока | |
| Р | Приборы, измерительное оборудование | Показывающие, регистрирующие и измерительные приборы, счетчики, часы | |
| Q | Выключатели и разъединители в силовых цепях | Разъединители, короткозамыкатели, автоматические выключатели (силовые) | |
| R | Резисторы | Переменные резисторы, потенциометры, варисторы, терморезисторы | |
| S | Устройства коммутационные в цепях управления, сигнализации и измерительных | Выключатели, переключатели, выключатели, срабатывающие от различных воздействий | |
| T | Трансформаторы, автотрансформаторы | Трансформаторы тока и напряжения, стабилизаторы | |
| V | Приборы электровакуумные, полупроводниковые | Электронные лампы, диоды, транзисторы, тиристоры, стабилитроны | |
Для построения условных графических обозначений (УГО) с уточнением особенностей элементов схем используют базовые символы и различные знаки. УГО элементов электрических схем выделены в группы и сведены в таблицы для лучшего восприятия. В таблицах даны рекомендуемые размеры УГО для выполнения различных электротехнических схем и электротехнических изделий. Примеры УГО наиболее распространенных элементов

Рис . Условные графические обозначения в схемах электрических, радиотехнических и автоматизации.
3.Лужение и пайка. Назначение, материалы для лужения. Припои и флюсы, их марки. Инструменты и приспособления для лужения и пайки.
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла. Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки.
Подготовка поверхностей деталей заключается в удалении загрязнений жировых и окисных пленок. Очистка производится механическими и химическими способами.
Покрытие поверхностей флюсом производится непосредственно перед лужением и пайкой.
Флюс образует жидкую и газообразную защитную зону, предохраняющую поверхность металла и расплавленного припоя от окисления. Кроме того, он растворяет пленки окислов и загрязнения, образуя шлак, который легко удаляется. Большинство флюсов способствует лучшему смачиванию расплавленным припоем спаиваемой поверхности и уменьшает поверхностное натяжение припоя. При пайке твердыми припоями в качестве флюса применяются бура и флюсы на ее основе. Остатки флюса и шлак для предотвращения коррозии места пайки необходимо тщательно удалять механическим путем и промывкой. Исключение представляют канифольные флюсы, которые нет необходимости удалять. Поэтому они применяются для пайки изолированных проводов, которые нельзя промывать.
Лужение — это покрытие поверхности металла пленкой мягкого припоя или олова, которое производят электропаяльником погружением в ванну с расплавленным металлом, в том числе и в ультразвуковую , а также в гальваническую ванну. При лужении необходимо применять флюс (кроме гальванического лужения). Флюс и шлак после окончания процесса необходимо удалить.
Припои – сплавы для пайки металлов высокой проводимости. Для получения хорошего соединения припой должен иметь температуру плавления ниже, чем у металла, хорошо смачивать поверхность в расплавленном состоянии, иметь небольшое сопротивление контакта. Температурные коэффициенты линейного расширения металла и припоя должны быть близки друг к другу. Применяют припои оловянно – свинцовые (ПОС - 61, содержащий 61 % олова, остальное - свинец), оловянно – цинковые (ПОЦ – 90, имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100°С) и др. Подразделяются: мягкие припои – температура плавления до 400 °С; твердые припои – температура плавления выше 500 °С. Мягкие изготовляют оловянно – свинцовые (ПОС) 18 % - 90 %. Существуют мягкие припои с содержанием висмута и кадмия, алюминия, серебра – температура пайки до 140°С. Висмутовые припои очень хрупки. Широко применяют ПОС – 40 и ПОС – 60 (60 % и 40 % - олова).Среди твердых припоев наиболее распространены – медно – цинковые – ПМЦ и серебряные (ПСр).
Флюсы Для облегчения пайки и обеспечения надежности используют вспомогательные вещества – флюсы, которые должны: 1) растворять и удалять оксиды с поверхности металлов; 2) защищать поверхность металла от окисления; 3) улучшать растекаемость припоя и смачиваемость спаиваемых поверхностей. Флюсы подразделяются на несколько групп: 1. Активные или кислотные флюсы – НСl, хлористые и фтористые соединений металлов. В электротехнике и в радиотехнике не применяют. 2. Бескислотные флюсы – канифоль и флюсы на ее основе с добавкой неактивных веществ (спирт, глицерин). 3. Активированные флюсы – канифоль с добавками солянокислого или фосфорнокислого анилина, салициловой кислоты и др. 4. Антикоррозийные флюсы получают на основе фосфорной кислоты Н3РО4 с добавлением органических соединений и растворителей, которые не вызывают коррозии.
 Пайку производят с помощью ручных паяльных инструментов или специального паяльного оборудования. При ремонте электрооборудования используют преимущественно ручные паяльные инструменты: обыкновенный паяльник , нагреваемый внешним источником тепла (а), и электропаяльник , нагреваемый электрическим током (б). При монтаже и ремонте кабельных сетей также пользуются паяльными лампами и газовыми горелками.
Пайку производят с помощью ручных паяльных инструментов или специального паяльного оборудования. При ремонте электрооборудования используют преимущественно ручные паяльные инструменты: обыкновенный паяльник , нагреваемый внешним источником тепла (а), и электропаяльник , нагреваемый электрическим током (б). При монтаже и ремонте кабельных сетей также пользуются паяльными лампами и газовыми горелками.
4.Приборы электродинамической системы, конструкция и область применения.
Конструкция и принцип действия. На рис.1 приведена упрощенная конструкция электродинамического (ЭД) измерительного механизма. Неподвижная катушка 1 с током I1разделена на две части; подвижная катушка 2 с током I2 закреплена на оси 3 внутри неподвижной катушки. Спиральная пружина 4 служит для создания противодействующего момента.
 Рис. 3.9. Конструкция электродинамического измерительного механизма: 1 – неподвижная катушка; 2 – подвижная катушка; 3 – ось; 4 – спиральная пружина; 5 – стрелка; 6 – шкала Принцип действия основан на взаимодействии магнитных потоков двух катушек с токамиI1 иI2. Протекающие по катушкам токи создают магнитные потоки, которые стремятся принять одно направление, при этом подвижная катушка поворачивается внутри неподвижной. Вращающий момент М для постоянных токов:
Рис. 3.9. Конструкция электродинамического измерительного механизма: 1 – неподвижная катушка; 2 – подвижная катушка; 3 – ось; 4 – спиральная пружина; 5 – стрелка; 6 – шкала Принцип действия основан на взаимодействии магнитных потоков двух катушек с токамиI1 иI2. Протекающие по катушкам токи создают магнитные потоки, которые стремятся принять одно направление, при этом подвижная катушка поворачивается внутри неподвижной. Вращающий момент М для постоянных токов:
М=  ,
,
где L-1-2 – взаимная индуктивность катушек; α – угол поворота подвижной части.
Электродинамические приборы могут быть использованы в цепях как постоянного, так и переменного тока. Во втором случае при синусоидальных токах вращающий момент определяется по формуле
М=  ,
,
На базе ЭД механизма выпускаются амперметры, вольтметры, ваттметры, фазометры. Главное применение ЭД приборов – работа в электрических цепях переменного тока промышленной частоты (50 Гц).
5. Правила внутреннего распорядка и дисциплины.
В соответствии со ст. 189 Трудового Кодекса РФ правила внутреннего трудового распорядка - локальный нормативный акт организации, регламентирующий в соответствии с ТК РФ и иными федеральными законами порядок приема и увольнения работников, основные права, обязанности и ответственность сторон трудового договора, режим работы, время отдыха, применяемые к работникам меры поощрения и взыскания, а также иные вопросы регулирования трудовых отношений у данного работодателя.
Правила внутреннего трудового распорядка, как правило, являются приложением к коллективному договору. Однако указанное положение является не обязательным требованием, а предоставлено на усмотрение работодателя. Такое указание обусловлено тем, что в соответствии с требованиями действующего трудового законодательства с Правилами также должен быть ознакомлен каждый работник предприятия. Правила внутреннего трудового распорядка утверждаются работодателем с учетом мнения представительного органа работников организации в порядке, установленном ст. 372 ТК РФ для принятия локальных нормативных актов. Таким образом, правила внутреннего трудового распорядка разрабатываются работодателем. Затем проект разработанных Правил направляется для согласования представительному органу работников, в случае если такой орган создан на предприятии. И если возражений со стороны указанного органа не поступило, то руководитель организации, являясь представителем работодателя, утверждает Правила и прописывает дату их утверждения. После утверждения правил внутреннего трудового распорядка каждый работник должен быть под роспись ознакомлен с указанными Правилами. Таким образом, Правила являются документом, позволяющим работодателю отразить всю специфику трудовых отношений, характерных для данного предприятия, с учетом как интересов работодателя, так и работников с целью стимулирования последних к увеличению производительности труда. Утвержденные работодателем правила внутреннего трудового распорядка организации обычно вывешиваются на видном месте в отделах, цехах, лабораториях и других подразделениях.
Билет № 9.
1.Как измеряют сопротивление изоляции проводов и обмоток электродвигателей и трансформаторов.
Измерение сопротивления изоляции электродвигателей и трансформаторов производится обычно с помощью специальных электроизмерительных приборов – мегомметров. В наши дни к наиболее распространённым типам мегомметров можно отнести следующие модели: М-4100, ЭСО202/2Г, MIC-2500, MIC-1000 Непосредственно перед началом измерений с использованием мегомметров необходимо: 1. Произвести контрольную проверку прибора, заключающуюся в снятии его показаний в следующих режимах: - при разомкнутых измерительных проводах; при этом стрелка должна расположиться поблизости от отметки «бесконечность»; - при замкнутых проводах; при этом стрелка прибора должна находиться около отметки «0».
Дата добавления: 2019-11-16; просмотров: 200; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!