Леговані сталі з особливими властивостями
Ця група об'єднує високолеговані сталі, що володіють особливими властивостями: корозійностійкістю, жаростійкістю, жароміцністю, зносостійкістю і ін.
Корозійностійкі (нержавіючі) сталі. Сталі, стійкі проти корозії, називають корозійностійкими (нержавіючими). Корозійностійкі сталі одержують легуванням мало- І середньовуглецевих сталей шляхом додавання хрому, нікелю, титана і алюмінію. Залежно від цього корозійностійкі сталі ділять на хромові (12X13, 20X13, 40X13), містять 13% хрому, і хромонікелеві (04Х18Н10, 12Х18Н10Т, 12Х21Н5Т), що містять 18—21 % хрому і 5—10 % нікелю. Хромонікельові сталі володіють більш високою корозійною стійкістю, ніж хромові. Хромові сталі більш дешеві.
Жаростійкі стаді. При високих температурах метали і сплави вступають у взаємодію з навколишнім газовим середовищем, що викликає газову корозію (окислення) і руйнування металу. Для виготовлення конструкцій і деталей, що працюють в умовах підвищеної температури (400—900 °С) і окислення в газовому середовищі, застосовують спеціальні жаростійкі сталі. Жаростійкі сталі — це сплави заліза з хромом, додатково леговані добавками кремнію, молібдену, титана.
Механічні властивості і область використання цих сталей наведені в табл. 1.4.
Жароміцні сталі. Деякі деталі, що тривало працюють при великих навантаженнях і високих температурах (500—1000 °С), виготовляються із спеціальних жароміцних сталей. Ці сталі добре чинять опір деформації і руйнуванню при високих температурах. Залежно від призначення розрізняють клапанні, котлотрубні, газотурбінні сталі і інші сталі з високою жароміцністю.
|
|
|
Таблиця 1.4
| Марка сталі | Робоча температура, °С (не більше) | Область використання | |
| Корозійностійкі | |||
| 12X13 20X13 | 450 | Лопасті гідротурбін, компресорів, клапани і арматура для хімічної промисловості | |
| 30X13 | 450 | Вали, болти, шестерні, пружини, що працюють в умовах корозійного середовища і великих напруг | |
| 40X13 | - | Шарикопідшипники, пружини, ріжучий хірургічний і побутовий інструмент | |
| 04Х18Н10 12ХІ8Н10Т | 600 | Конструкції і деталі, що виготовляються зварюванням і штампуванням в машинобудуванні і хімічній промисловості | |
| Жаростійкі | |||
| Х6СМ | 650 | Клапани двигунів внутрішнього згоряння | |
| 40Х9С2 | 850 | Те ж | |
| 08Х17Т | 900 | Деталі, що працюють в середовищі пічних газів, багатих сіркою | |
| 36Х18Н25С2 | 1100 | Соплові апарати і жарові труби газотурбінних установок | |
| Жароміцні | |||
| 45Х14Н14В2М | 800—900 | Клапани двигунів внутрішнього згоряння великої потужності | |
| 08Х16Н13М2Б | 600—700 | Лопасті газових турбін | |
Зносостійкі сталі. Для виготовлення деталей машин, що працюють в умовах підвищеного зносу, застосовують спеціальні зносостійкі сталі: шарикопідшипникові, графітозовані і високомарганцеві.
|
|
|
Шарикопідшипникові сталі (ШХ6, ІІІХ9, ШХ15, 95X18) застосовують для виготовлення кульок і роликів підшипників. Сталь виготовляється у вигляді круглого прута і смуги. Відпалена шарикопідшипникова сталь Із спеціальною обробкою поверхні має твердість НВ179—207 (для ШХ15).
Графітозована сталь (високовуглецева сталь, що містить 1,5—2 % вуглецю і до 2 % кремнію) використовують для виготовлення поршневих кілець, поршнів, колінчастих валів і іншого литва фасону, що працює в умовах тертя.
Васокомарганцевисту сталь Г13Л, що містить 1,2 % вуглецю І 13 % марганцю, застосовують для виготовлення піскоструминних апаратів, ланок гусениць і т,п.
УСТАНОВКИ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ
До комплекту установки для плазмового зварювання входять: джерело живлення дуги, шафа керування, переносний блок керування, плазмотрони, механізми переміщення плазмотрона вздовж та упоперек лінії зварювання (у автоматів), осцилятор, газові та водяні комунікації.
Характеристики та призначення деяких установок плазмового зварювання наведено у табл. 6.29.
Будова та принцип дії всіх установок ідентичні. Так, установка УПС-301, призначена для ручного плазмового зварювання постійним струмом прямої полярності, складається з тиристорного випрямляча з крутоспадаючими зовнішніми вольт-амперними характеристиками, пальника для аргонодугового зварювання, плазмотрона (стабілізація й стискання дуги в ньому здійснюються тангенціальним потоком газу), шафи керування (з силовим трансформатором, силовим блоком тиристорів, зрівняльним реактором, стабілізуючим дроселем, магнітним пускачем, автоматичним вимикачем, блоком керування, електродвигуном з вентилятором), переносного блока керування, педальної кнопки, газового редуктора з витратоміром, турелі, з'єднувальних проводів і шлангів. Турель установлюється на джерелі живлення та служить опорою виносному блоку керування.
|
|
|
6.29. Технічні характеристики установок для плазмового зварювання
| Тип установки | Діапазон регулювання постійного струму, А | Номінальна робоча напруга, В (мн.х) | Плазмо- створючий та захисний газ | Призначення (МЗ — механізоване зварювання; РЗ — ручне зварювання) |
| УПС- | 300—800 | 65—75 | С02 | МЗ маловуглецевих |
| 1002/3 | сталей (лонжеронів | |||
| трактора К-701) | ||||
| УПС-201 | 200—800 | До 70 | Аг, Не | МЗ міді та її сплавів до 20 |
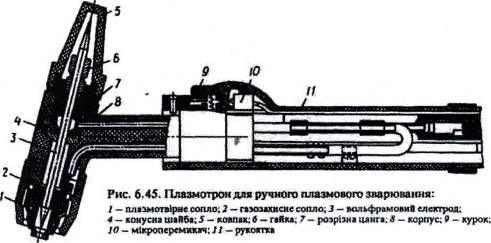
| (120) | мм, МЗ | |||
| УПС-804 | 300— | 90(180) | С02 | сталей завтовшки 6—12 |
| 800 | мм без розчищування | |||
| (пряма) | кромок | |||
| УПС-501 | 70—500 | 45 (80) | Аг, Не | МЗ нержавіючої сталі до |
| (пряма та | 7 мм, міді та її сплавів | |||
| зворотна) | до 6 мм, алюмінію та | |||
| УПС-404 | 100—500 | 45 (90) | Аг | МЗ кільцевих стикових швів 3 алюмінію та його сплавів із стінкою |
| УПС-301 | 25—315 (пряма та зворотна) | 40 (80) | Аг | РЗ нержавіючої сталі до 5 мм, міді та її сплавів від 0,5 до 3 мм та алюмінію і його сплавів — 1 —8 мм |
| УПО-201 | 20—300 | 40 | С02 | МЗ маловуглецевої сталі. Різання сталі до 40 мм, міді до 20 мм, алюмінію та його сплавів до 30 мм |
|
|
|
Ввімкнення установки в мережу та захист її від короткого замикання здійснюються автоматичним вимикачем, розташованим на задній стінці шафи керування. Силова частина шафи керування являє собою тиристорний регулятор, складений за шестифазною схемою випрямлення із зрівняльним реактором. Для згладжування зварювального струму на виході тиристорного перетворювача є згладжувальний дросель, який забезпечує ефективне згладжування починаючи з 50 А. Крутоспадаючими зовнішні вольт-амперні характеристики стають завдяки застосуванню баластних опорів — у першому діапазоні регулювання, а у другому діапазоні — завдяки негативному зворотному зв'язку за вихідним струмом магнітного підсилювача. Тиристорний блок і силовий трансформатор охолоджуються вентилятором. На лицьовій панелі блока керування встановлені кнопки "Пуск" і "Стоп" джерела живлення, два амперметри та перемикач діапазонів струму. Блок керування забезпечує в автоматичному режимі такі технологічні операції: продувку газу перед зварюванням, збудження основної зварювальної дуги, заварювання кратера наприкінці зварювання, вимикання джерела живлення після заварювання кратера, подачу газу після зварювання, виконання точкового та імпульсного зварювання, регулювання тривалості ввімкнення осцилятора (не більш як 1 с) та повторне ввімкнення осцилятора не рідше ніж через 9 с.
Плазмотрон (рис. 6.45), використовуваний з установкою УПС-301, призначений для постійних струмів прямої полярності від 20 до 315 А та зворотної полярності — від 20 до 250 А. Характеристики деяких плазмотронів наведено в табл. 6.30.
6.30. Технічні характеристики плазмотронів для зварювання
| Тип плазмот - рона | Максимальний зварювальний струм. А, полярності | Товщина зварювального металу, мм | Максимальна витрата, л/год | Маса, кг | ||
| прямої | зворотної | газів (сумарна) | Охолоджучої води | |||
| ПРС-0201 | 60 | 20 | 0,05—1,5 | 6,6 | 2,0 | 0,1 |
| ПРС-0401 | 100 | 40 | 0,1—2,5 | 6,6 | 2,0 | 0,3 |
| ПРС-0301 | 315 | — | 2—6 | 17 | 4,0 | 1,0 |
Для аргонодугового зварювання застосовується пальник постійного струму прямої полярності від 4 до 80 А.
Установка УПС-501 для автоматичного плазмового зварювання складається з самохідного візка, який пересувається по напрямній балці, блока газової апаратури, спільного блока керування, скомпонованого з джерелом живлення типу ВДУ-504-1. До комплекту установки входять також плазмотрони на 300 та 500 А. Крім робочого режиму, установка дає змогу виконувати різноманітні маніпуляції у налагоджувальному режимі. Надійне запалювання дуги забезпечується підвищеною витратою плазмоутворюючого газу при збудженні чергової дуги. Після запалювання основної дуги витрата газу автоматично знижується до робочої. Регулювання сили струму здійснюється плавно, починаючи зі 100 А. Для виключення можливості запуску установки без водяного охолодження служить реле водяного потоку. Рухатися зварювальна дуга може зі швидкістю 5—100 км/год, швидкість регулюється потенціометром з пульта керування та переставлянням шестірень. Рух реверсивний. Передбачено також регулювання швидкості та кута подачі дроту й переміщення плазмотрона по вертикалі та впоперек шва. Під час налагоджувальних операцій є можливість регулювання й контролю витрати плазмоутворюючого та захисного газу, а також швидкості переміщення візка й швидкості подачі дроту.
Дата добавления: 2019-09-02; просмотров: 350; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!