Машинно-аппаратурная схема и основное оборудование для производства макаронных изделий

Машинно-аппаратурная схема линии производства макаронных изделий
Автомуковоз подключают к мукоприемному щитку 6 и загружают муку в один из силосов 5 для ее хранения. С помощью шнековых питателей 4 муку выгружают из различных силосов 5 в нужных пропорциях и смешивают винтовым конвейером 3. После контрольного просеивания в центробежном просеивателе 2 мука через роторный питатель подается воздуходувкой 1 в тестомесильное отделение. Мука отделяется от транспортирующего воздуха в циклоне 7.
Часть воды и добавки-обогатители через дозаторы 28 загружают в смеситель 2 7 и приготовляют концентрированную эмульсию. Насосом 26 ее вместе с оставшейся частью воды дозируют в расходный бак 21, снабженный терморегулирующей рубашкой. Из этого бака готовая эмульсия подается насосом 19 в тестомесильное отделение.
Муку и эмульсию дозаторами 8 непрерывно подают в тестосмеситель 17. Он имеет три отдельные камеры, через которые последовательно проходит обрабатываемая смесь, что позволяет увеличить продолжительность замеса до 20 мин. На завершающем этапе замеса в последней камере смесь подвергается вакуумированию при помощи вакуум-насоса. Благодаря этому получается более плотная структура макаронного теста без воздушных включений, а также в дальнейшем высушенные изделия с равнопрочной структурой без раковин.
Затем смесь поступает в шнеки макаронного пресса 9. В начальной части шнековой зоны смесь подвергается интенсивному перемешиванию, передвигаясь по шнековому каналу к формующим отверстиям матрицы, она превращается в плотную связанную пластифицированную массу — макаронное тесто. В предматричной камере пресса создается давление 6... 12 МПа, под действием которого через матрицу 10 выпрессовываются сырые пряди теста.
|
|
|
Ножи 11, вращаясь в плоскости выходных отверстий матриц, отрезают от тестового потока необходимые по длине тестовые заготовки, которые обдуваются воздухом из кольцевого сопла 12.
Сырые заготовки макаронных изделий направляются в секции вибрационного подсушивателя 13. В секции продукт проходит сверху вниз по пяти вибрирующим ситам 14, обдувается воздухом от вентилятора 15 и подсушивается. Затем поток подсушенных тестовых заготовок объединяется в вибролотке 16 и элеватором 18 транспортируются к устройству 20, которое распределяет их равномерным по толщине слоем по всей площади верхнего яруса 23 сушилки 22. Тестовые заготовки, проходя сверху вниз ленточные конвейеры, высушиваются. В зависимости от ассортимента и производительности линии в ее состав включают две или три ленточные конвейерные сушилки, установленные последовательно. В них тестовые заготовки проходят предварительную и окончательную сушку.
|
|
|
После сушки нагретые заготовки элеватором 24 и подвижным ленточным конвейером 25 направляются в бункера 29 накопителя-стабилизатора. В них заготовки постепенно остывают до температуры помещения цеха, в них происходит выравнивание влагосодержания.
Готовые изделия системой конвейеров 30 подают в фасовочную машину 31 и упаковывают в коробки из картона или пакеты из полимерной пленки. В машине 32 пакеты упаковывают в торговую тару и отправляют на склад.
Машинно-аппаратурная схема и основное оборудование для производства майонеза
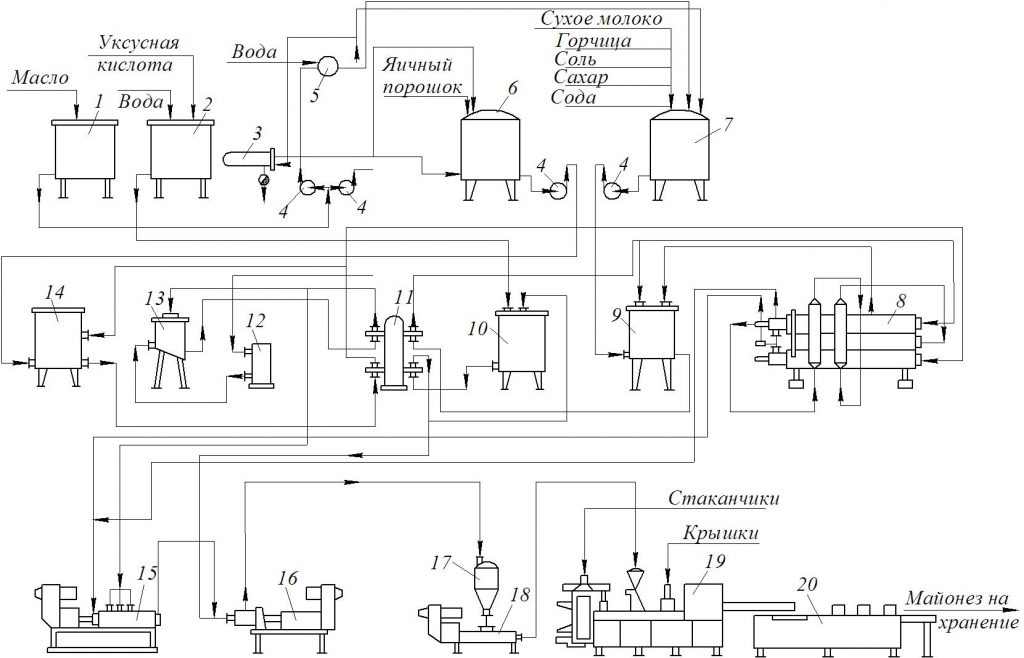
Машинно-аппаратурная схема линии производства майонеза
На линии майонез получают следующим образом. В емкость 7 поступает рафинированное дезодорированное растительное масло. Просеянные сухие компоненты (яичный порошок, сухое обезжиренное молоко, горчичный порошок, сахарный песок, соль, сода пищевая) взвешиваются на весах в соответствии с распределением рецептурного набора по фазам и направляются в емкости 6 и 7 для приготовления фаз 2 и 4.
Фаза 1 – растительное масло, подогретое в пластинчатом теплообменнике до 20 ± 2 °С. Фаза 2 – суспензия яичного порошка в растительном масле – яичный порошок смешивается с растительным маслом, подаваемым через счетчик объема, при температуре 65 ± 2 °С. Фаза 3 – 10 %-ный раствор уксусной кислоты, который готовят смешиванием 80 %-ной уксусной кислоты и воды. Фаза 4 – растительное масло, сухое обезжиренное молоко, горчичный порошок и сода – все компоненты смешивают при 20±5 °С и частоте вращения мешалки 0,83 с-1. После образования гомогенной суспензии подают воду, сахарный песок и соль.
|
|
|
Для приготовления фазы 2 из емкости 1 насосом 4 через счетчик объема 5 и теплообменник 3 подается в емкость 6 растительное масло температурой (65±2) °С и загружается яичный порошок, происходит перемешивание и пастеризация фазы 2. Далее фаза 2 поступает в распределительную емкость 14, из которой насосом-дозатором 11 направляется на охлаждение до (15±5) °С в охлаждающий цилиндр комбинатора-теплообменника 8 и далее в комбинатор-эмульсатор (гомогенизатор) 15.
В емкость 7 для приготовления фазы 4 из емкости 1 насосом 4 через счетчик объема 5 перекачивается растительное масло и подаются предварительно взвешенные сухое обезжиренное молоко, горчичный порошок и сода. Затем подается вода через счетчик объема 5 и вводятся остальные сухие компоненты (сахарный песок и соль). После перемешивания фаза 4 направляется в распределительную емкость 9, откуда насосом-дозатором 11 – на пастеризацию в нагревательный цилиндр комбинатора-теплообменника 8. Пастеризация производится при (82±2) °С с выдержкой при этой температуре в течение 6 мин. Затем во втором охлаждающем цилиндре комбинатора-теплообменника 8 фаза 4 охлаждается до (15±5) °С.
|
|
|
Давление на выходе из охлаждающих цилиндров должно быть 0,15…0,20 МПа. Из комбинатора-теплообменника фаза 4 направляется в комбинатор-эмульгатор 15.
Фазу 3 – 10 %-ный раствор уксусной кислоты – готовят в баке 2.
Растительное масло (фаза 1) через пластинчатый теплообменник 12 и распределительную емкость 13 насосом-дозатором 11 подается в комбинатор-эмульсатор 15. Образующаяся в нем предварительная эмульсия направляется в роторный гомогенизатор 16, где смешивается с 10 %-ным раствором уксусной кислоты (фаза 3), подаваемым насосом-дозатором 11 из емкости 10. Майонезная эмульсия обрабатывается в роторном гомогенизаторе 16 путем продавливания через зазор между статором и ротором (от 0,1 до 1,5 мм) при частоте вращения вала ротора 13,3…15,0 с-1.
Готовый майонез после гомогенизатора 16 поступает в емкость 17, откуда винтовым насосом 18 подается в дозатор фасовочной машины 19, которая разливает майонез в стаканчики из ПВХ вместимостью 250 г. Из фасовочной машины стаканчики с майонезом направляются на машину 20 для укладки в ящики из гофрированного картона. Машина укладывает по 4 стаканчика сверху в 3 ряда и 3 слоя (36 шт.) в каждый ящик. Обандероленные ящики направляются на склад, где готовая продукция хранится до отправления потребителю при температуре 0…18 °С и относительной влажности воздуха не более 76 %.
Дата добавления: 2019-07-17; просмотров: 1202; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!