Многомерные нераздвижные инструменты
а) метр металлический складной - точность до 0,5 мм.
б) Стальная масштабная линейка - точность до 0,5 мм. Линейки бывают длиной 150, 200, 300, 500, 750 и 1000 мм.
5.3 Одномерные инструменты:
К ним относятся – калибры. Калибры предельно гладкие нерегулируемые - применяются для измерения наружных размеров деталей (имеющие форму скоб) и для измерения внутренних размеров деталей (имеющие форму пробок).
Инструменты для измерения углов.
а) Угольники - служат для проверки правильности углов, а также плоскостности обработанной поверхности - бывают с углами 90,60, 120, 135.
б) Малка - измеряют угол между гранями детали. Все измерения с помощью этих инструментов проводятся при непосредственном их соприкосновении с измеряемой деталью.
Рубка металла
Рубкой называется слесарная операция, при которой производится удаление с поверхности заготовок твердой корки, окалины, неровностей и шероховатостей; обрубание кромок и заусенцев, разрубание на части листового и сортового материала; вырубание по разметке отверстий в листовом материале; вырубание шпоночных пазов, смазочных канавок и пр.
Рубка является грубой слесарной операцией; точность обработки поверхностей детали при рубке не превышает обычно 0,5 - 1,0 мм, но и такая точность достигается при наличии большого опыта.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором – от 1,5 до 2мм.
|
|
|
Точность обработки, достигаемая при рубке, составляет 0,4…1мм.
При рубке металлов в качестве режущего инструмента употребляется зубило (см. рис. 6.1) и крейцмейсель, а в качестве ударного инструмента - слесарные молотки (см. рис. 6.2).
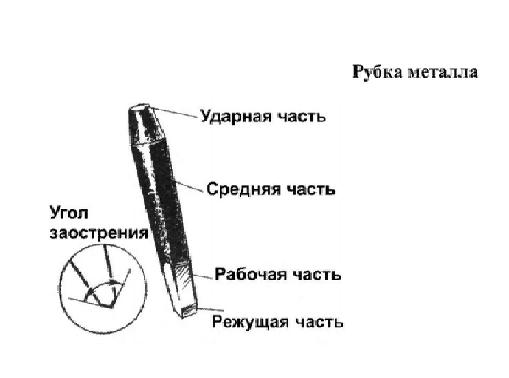
Рис. 6.1
Слесарное зубило изготовляется из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть / выполняется суживающейся кверху, а вершина ее (боек) —закругленной; за среднюю часть зубило держат во время рубки; рабочая (режущая) часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуются следующие углы заострения: для твердых материалов (твердая сталь, чугун) — 70°; для материалов средней твердости (сталь) - 60°; для мягких материалов (медь, латунь) '— 45°; для алюминиевых сплавов — 35°.
Слесарные молотки изготавливаются из целого куска кованной инструментальной углеродной стали марок У7, стали 50,60.
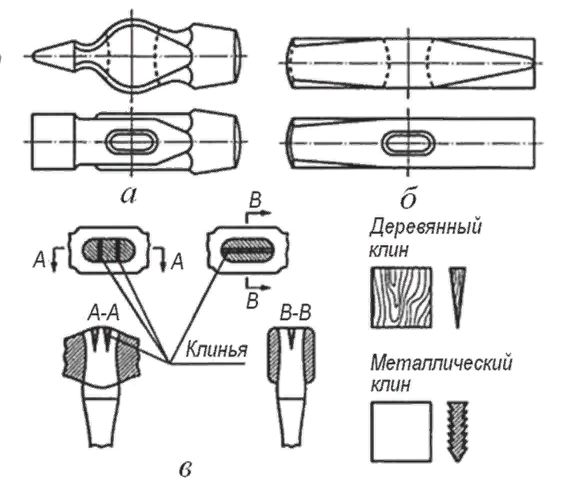
Рис. 6.2 Молотки слесарные: а-с круглым бойком; б-с квадратным бойком; в-способы крепления ручки.
|
|
|
Зубило или крейцмейсель, удерживаемые левой рукой, ставят на то место, где надлежит срубить излишний слой металла, а молотком наносят по головке зубила удар. Слесарное зубило представляет собой ручной режущий инструмент.
На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной – поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней.
Резка металла
Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё.
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и остро заточены.
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5...1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями (см. рис. 7.1).
|
|
|

Рис. 7.1
По расположению режущей кромки лезвия ножницы делятся на правые (скос на каждой части режущей половины находится с правой стороны); левыми - (скос на каждой части режущей половины находится с левой стороны). Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) - соответственно 55...65, 70...82, 90...105, 100...120 и 110...130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат, для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц - сменные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Рычажные ножницы (см. рис. 7.1) применяются для резания листовой стали, толщиной до 4мм, алюминия и латуни - 6мм. Верхний шарнирно закреплённый нож приводится в действие от рычага. Нижний нож неподвижный. Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52...60. Углы заострения режущих граней равны 5...85 градусов. Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками.
|
|
|
Маховые ножницы широко используются для резки листового металла толщиной 1,5...2,5мм с пределом прочности 450..500 МПа (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Ручная ножовка (см. рис. 7.2) (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ.

Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах. Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250...300мм, высота b=13 b 16мм, толщина h=0,65 и 0,8мм.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 градусов.
Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух - трёх зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца.
Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60...70 градусов при определённом расстоянии между пятками. Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; в работе должно участвовать всё ножовочное полотно; при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов; латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят; в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки.
Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Полосовой металл рациональнее резать не по широкой, а по узкой стороне.
Резка ножовкой с поворотом полотна осуществляется при длинных (высоких) или глубоких резах, когда не удаётся довести рез до конца из - за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию. При этом можно изменить положение заготовки и, врезавшись в неё с другого конца, закончить резку. Можно резать ножовкой, у которой полотно переставляют на 90 градусов. Этим способом режут металл в деталях с замкнутыми контурами.
Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.
Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика.
Правка металла
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые и т. п.
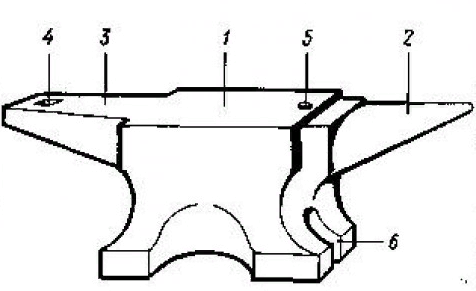
Двурогая наковальня:
1- лицо наковальни;
2- рог;
3- квадратный хвост;
4- квадратное отверстие;
5- круглое отверстие
6- лапы
Рис. 8.1
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными. При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист. Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Отпиливание металла
Опиливание представляет собой процесс снятия стружки с поверхности изделия при помощи режущего инструмента, называемого напильником. (см. рис. 9.1).
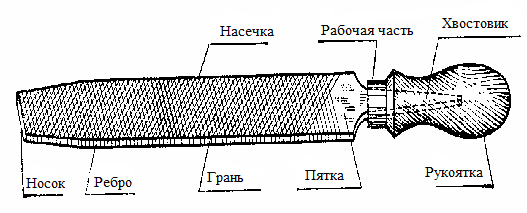
Рис. 9.1
В результате опиливания изделие получает заданные чертежом размеры, форму и чистоту поверхности.
Точность опиленных изделий может находиться в пределах 0,150 - 0,005 мм и зависит как от вида применяемых напильников, так и от квалификации работающего.
Операция опиливания может быть операцией окончательной при изготовлении или отделке неточных, грубых деталей или предварительной при изготовлении точных деталей. В этом случае после опиливания выполняются операции более точной обработки, как - то: шабрение, притирка, шлифование, полирование и другие, где точность обработки достигает до 0,010 - 0,001 мм.
Дата добавления: 2019-07-15; просмотров: 124; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!