Определения, обозначения и сокращения
Структурный элемент ПЗ ВКР «ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ» содержит определения, необходимые для уточнения или установления терминов, и перечень обозначений и сокращений, используемых в тексте ПЗ ВКР.
Перечень определений, как правило, начинают со слов: «В настоящей выпускной квалификационной работе применяют следующие термины с соответствующими определениями…».
Малораспространенные сокращения, условные обозначения, символы, единицы и специфические термины должны быть представлены в виде отдельного списка.
Если сокращения, условные обозначения, символы, единицы и термины повторяются в тексте менее трех раз, то их расшифровку, как правило, приводят непосредственно в тексте ПЗ ВКР при первом упоминании.
| БР.15.03.01.47/213а.412.2018.00.ПЗ
|
| определения обозначения и сокращения
|
ОПРЕДЕЛЕНИЯ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
В настоящей выпускной квалификационной работе применяют следующие термины с соответствующими определениями:
АФ – автоматическая сварка под слоем флюса;
РД – ручная дуговая сварка покрытыми электродами;
МП – механизированная сварка в среде защитных газов проволокой сплошного сечения;
МПС – механизированная сварка самозащитной порошковой проволокой;
СА – сварочный аэрозоль;
ВИК – визуально-измерительный контроль;
НД – нормативная документация;
ТУ – технические условия;
ПДВ – предельно допустимые выбросы;
ПДК – предельно-допустимая концентрация;
ЧПУ – числовое программное управление;
ГТ – глагольная тележка;
УЗК – ультразвуковые колебания;
УНИ-100 – установка гидроиспытания;
CUT-40 – установка воздушно плазменной резки;
УД2-3С – ультразвуковой дефектоскоп.
Введение
Структурный элемент ПЗ ВКР «ВВЕДЕНИЕ» отражает актуальность темы, объект и предмет исследования, цель и задачи исследования, методы исследования, методологические основы исследования.
«ВВЕДЕНИЕ» в ПЗ ВКР бакалавра должно содержать оценку современного состояния обозначенной проблемы, обоснование и формулировку практической значимости исследования для профессиональной сферы деятельности.
Актуальность исследования определяется его теоретической (практической) значимостью и недостаточной проработкой проблемы, рассматриваемой в рамках ВКР.
«ВВЕДЕНИЕ» не должно содержать рисунков, формул и таблиц.
| БР.15.03.01.47/213а.412.2018.00.ПЗ
|
ВВЕДЕНИЕ
Машиностроение – одна из ведущих отраслей промышленности. Технологический процесс в машиностроении – это не только улучшение конструкции машин, но и совершенствование технологии производства.
Основой выпускной квалификационной работы (ВКР) является разработка маршрутной технологии механической обработки детали МТОб.12.10 – стойка плиточная. Данная задача актуальна, так как оптимальная маршрутная технология позволяет сократить время и использовать наименьшее количество переходов для ее получения и тем самым уменьшить стоимость готового изделия. Основные задачи ВКР: описание конструкции, служебное назначения, анализ конструкции детали, рассмотрение детали на технологичность, определение типа производства, выбор заготовки, оборудования и инструмента, расчет режимов резания, нормирование операций и расчет технико-экономических показателей.
ВКР показывает навыки использование справочной литературы, ГОСТов, сочетая справочные данные с теоретическими знаниями, полученными в процессе обучения.
Основная часть
Основная часть, как правило, состоит из разделов (глав), с выделением в каждом подразделов (параграфов).
Содержание разделов (глав) основной части должно точно соответствовать теме работы и полностью её раскрывать.
Основная часть содержит:
а) анализ истории вопроса и его современного состояния, обзор литературы по исследуемой проблеме, представление различных точек зрения и обоснование позиций автора исследования, анализ и классификацию привлекаемого материала на базе избранной студентом методики исследования;
б) описание процесса теоретических и (или) экспериментальных исследований, методов исследований, методов расчета, обоснование необходимости проведения экспериментальных работ, принципов действия разработанных объектов, их характеристики;
в) обобщение результатов исследований, включающее оценку полноты решения поставленной задачи и предложения по дальнейшим направлениям работ, оценку достоверности полученных результатов и их сравнение с аналогичными результатами отечественных и зарубежных работ;
В конце каждой главы (раздела) подраздела следует обобщить материал в соответствии с целями и задачами, сформулировать выводы и достигнутые результаты.
Конкретные требования к структуре и содержанию основной части устанавливает выпускающая кафедра.
| БР.15.03.01.47/213а.412.2018.00.ПЗ
|
1 Технологическая часть
Служебное назначение детали
Деталь МТОб.12.10, представленная на рисунке 1.1, предназначена для закрепления на ней плитки в паз размером 10H9, через отверстие Ш8Н7, выполненное по 7 квалитету. Деталь представляет собой ступенчатый вал с максимальным диаметром и длиной 105мм. На правом конце детали имеется резьба М20-7g длиной 20мм с канавкой под выход резьбы размером 5мм. Неперпендикулярность торца от базы А не должно превышать 0,03мм, обусловлено необходимостью совпадения торцовой поверхности относительно опорной. Так же на детали имеются 2 отверстия оси которых перпендикулярны, в отверстии присутствует резьба М6-7Hглубиной 8мм. Паз выполнен по 9 квалитету глубиной 30мм и не должен превышать отклонение параллельности от базы А 0,05мм. Цилиндрическая поверхность  выполнена с шероховатостью 1,6мкм для точного закрепления и базирования на ней других деталей с наименьшей погрешностью.
выполнена с шероховатостью 1,6мкм для точного закрепления и базирования на ней других деталей с наименьшей погрешностью.
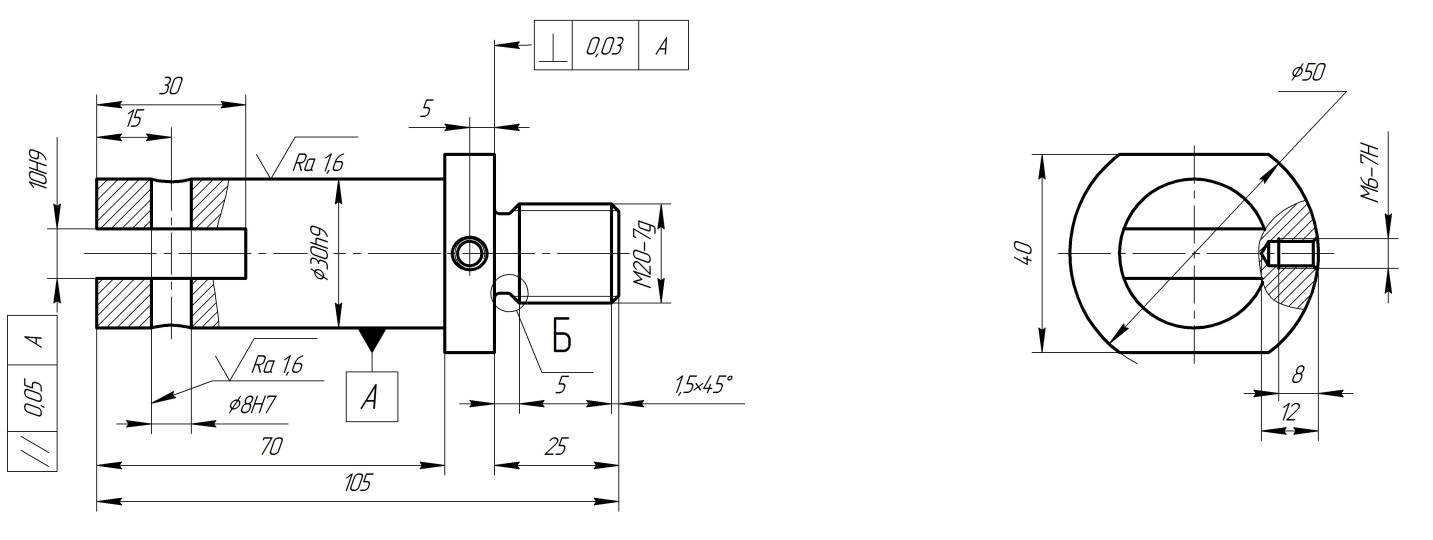
Рисунок 1.1 – Эскиз детали МТОб.12.10
| БР.15.03.01.47/213а.412.2018.00.ПЗ
|
Основной конструкторской базой стойки плиточной является ось диаметра Ш30h9. Основной технологической базой при обработке является поверхность

.
Анализ конструкции детали
Деталь изготавливается из качественной хромистой конструкционной легированной стали 40ХН ГОСТ 4543-71. В таблицах 1.1–1.3 приведены сведения о материале [1]: по химическому составу, механическим и технологическим свойствам.
Таблица 1.1 – Химический состав стали 40ХН (ГОСТ 4543-71)
| Массовая доля элементов
|
| C
(углерод)
| Si
(кремний)
| Mn
(марганец)
| Cr
(хром)
| S, до
(сера)
| P, до
(фосфор)
| Ni, до
(никель)
| Cu, до
(медь)
|
| 0,36 – 0,44
| 0,17 – 0,37
| 0,5 – 0,8
| 0,8 – 1,1
| 0,035
| 0,035
| 0,3
| 0,3
|
Таблица 1.2 – Механические свойства стали 40ХН(ГОСТ 4543-71)
| Механические свойства, не менее
|
| ут, MПа
| ув, MПа
| д5, MПа
| ш, MПа
|
| 785
| 980
| 10
| 45
|
Примечание –  – временное сопротивление (предел прочности при растяжении);
– временное сопротивление (предел прочности при растяжении);  – предел текучести (физический);
– предел текучести (физический);  – относительное удлинение после разрыва на образцах 5-кратной длины; ш – относительное сужение после разрыва.
– относительное удлинение после разрыва на образцах 5-кратной длины; ш – относительное сужение после разрыва.
| БР.15.03.01.47/213а.412.2018.00.ПЗ
Лист
|
|
экономическая часть
сОДЕРЖАНИЕ
|
3 Экономическая часть
Цель: провести технико-экономическое обоснование внесения организационно-технических изменений на примере производственного участка механического цеха по изготовлению детали МТОб.12.10
Исходные данные
Деталь изготавливается из стали 40ХН. Масса детали 0,5кг, заготовки –
0,7кг. Стоимость 1кг материала 26,6 рублей
Исходные данные представлены в виде технологического процесса изготовления МТОб.12.10 в таблице 3.1.
Годовая программа выпуска N=35000 шт. Режим работы двухсменный.
Таблица 3.1 – Технологический процесс изготовления втулки
| №
опер.
| Наименование
операции
| Марка
станка
| tшт,
мин.
| Цст,
тыс.руб.
| Рд,
кВт
| Rт
| Rэ
| Но
| Sст,
м2
|
| БАЗОВЫЙ ВАРИАНТ
|
| 005
| Фрезерно-центровальная
| 2Г945.08
| 3,37
| 1561
| 11
| 24
| 17
| 2
| 7,94
|
| 010
| Токарная
| 16К20
| 4,6
| 808
| 10
| 11
| 12
| 1
| 3
|
| 015
| Токарная
| 16К20
| 4,02
| 808
| 10
| 11
| 12
| 1
| 3
|
| 020
| Фрезерная
| 6Р83
| 1,48
| 1956
| 11
| 16
| 10
| 1
| 6,25
|
| 025
| Фрезерная
| 6Р83
| 1,52
| 1956
| 11
| 16
| 10
| 1
| 6,25
|
| 030
| Сверлильная
| 2Н150
| 5,65
| 324
| 7,5
| 10
| 5
| 1
| 2,6
|
| 035
| Сверлильная
| 2Н150
| 6,07
| 324
| 7,5
| 10
| 5
| 1
| 2,6
|
| 040
| Резьбонарезная
| 16К20
| 8,6
| 808
| 10
| 11
| 12
| 1
| 3
|
| ПРОЕКТИРУЕМЫЙ ВАРИАНТ
|
| 005
| Фрезерно-центровальная
| 2Г945.08
| 3,37
| 1561
| 11
| 24
| 17
| 2
| 7,94
|
| 010
| Токарная
| 16К20Ф3
| 3,45
| 3702
| 11
| 11
| 12
| 3
| 5,72
|
| 015
| Фрезерная
| 6Р83
| 3
| 1956
| 11
| 16
| 10
| 1
| 6,25
|
| 020
| Сверлильная
| 2Р135Ф2
| 4,59
| 153
| 3,7
| 10
| 8
| 1
| 3,9
|
| 025
| Резьбонарезная
| 16К20Ф3
| 2,85
| 3702
| 11
| 11
| 12
| 3
| 5,72
|
| БР.15.03.01.47/213а.412.2018.00.ПЗ
|
3.1 Определение стоимости основных фондов их амортизации и дополнительных капитальных вложений
Расчёт стоимости оборудования и инструментов.
Количество технологического оборудования по операциям технологического процесса может быть определено по формуле:

где Ср – расчётное количество станков;
tшт – штучное время на операции;
N – годовая программа выпуска;
FД – годовой действительный фонд работы оборудования.
Базовый вариант
Операция 005 фрезерно-центровальная:
Cр005 = (3,37  35000)/(3800 60) = 0,52
35000)/(3800 60) = 0,52
Принятое количество станков:
Спр005=1ст.
Средний коэффициент загрузки для базового варианта составит 62%, для проектируемого – 53%. Расчет технологического оборудования сведен в
таблицу 3.3.
Заключение
В структурном элементе ПЗ ВКР «ЗАКЛЮЧЕНИЕ» формулируются обобщенные выводы и предложения по результатам решения поставленных задач, указываются перспективы применения результатов на практике и возможности дальнейшего исследования проблемы, отражают оценку технико-экономической эффективности внедрения. Если определение технико-экономической эффективности невозможно, необходимо указать научную, экологическую или иную значимость работы.
«ЗАКЛЮЧЕНИЕ» не должно содержать рисунков, формул и таблиц.
| ВКР.15.03.01.47/213а.412.2016.00.ПЗ
|
ЗАКЛЮЧЕНИЕ
В результате работы над выпускной квалификационной работой разработан технологический процесс обработки детали МТОб.12.10
В технологической части рассмотрена конструкция детали, произведен анализ на технологичность, выбран тип производства – крупносерийное, и назначена форма заготовки штамповка, а также разработан маршрут обработки, рассчитаны припуски и представлено технологическое нормирование. Также к технологическому разделу прилагаются 4 чертежа формата А1: чертеж детали БР.15.03.01.47/213а.412.2016.01, БР.15.03.01.47/213а.412.2016.02 –чертеж заготовки, иллюстрация технологического процесса на операции 005 и 015 БР.15.03.01.47/213а.412.2016.04, иллюстрация технологического процесса на операцию 010 БР.15.03.01.47/213а.412.2016.03.
В специальной части спроектирован участок цеха. К специальной части прилагается чертеж на формате А1.БР.15.03.01.47/213а.412.2016.05.
В экономической части определена стоимость основных фондов их амортизации и дополнительных капитальных вложений, расчет стоимости основных материалов, расчет численности рабочих и фонда заработной платы, расчет расходов на содержание и эксплуатацию оборудования (СЭО), расчет стоимости зданий и их амортизации, расчет общепроизводственных и общехозяйственных расходов, калькуляция себестоимости и отпускная цена на деталь, расчет технико-экономических показателей проекта. Также представлена графическая часть в виде таблицы технико-экономических показателей БР.15.03.01.47/213а.412.2016.06. Графическая часть выполнена с помощью: КОМПАС График v16.
Дата добавления: 2019-07-15; просмотров: 1180; | Поделиться с друзьями:
|

Мы поможем в написании ваших работ!