Описание электронно-лучевой сварки. Общая характеристика
Введение
Целью данного проекта является разработка технологии сварки корпуса водила II ступени. Конструкция является ответственной, поэтому при ее изготовлении применяются только материалы высокого качества. Необходимо выбрать такой способ сварки и сварочные материалы, которые бы обеспечили требуемые свойства сварного соединения.
Характеристика изделия
Водило II ступени состоит из пяти стоек, пяти верхних и пяти нижних лепестков, выполненных из титанового сплава ПТ-3В и сваренных между собой электронно-лучевой сваркой на установке ЭЛУ-21.
Применяется для компенсации энергетических установок в атомных подводных лодках и в авиации для передачи момента от быстроходной ступени на центральную шестерню тихоходной ступени.
Анализ вариантов и выбор способа изготовления с учетом особенностей свариваемости данного материала
Характеристика титанового сплава ПТ-3В
Широкое применении титановых сплавов для сварных конструкций обусловлено важными их преимуществами перед сталями и сплавами на основе алюминия – низкой теплопроводностью и узким интервалом кристаллизации. Указанные преимущества существенно снижают энергетические затраты и способствуют получению однородного по химическому составу металла при сварке. Перспективным для применения считается сплав ПТ-3В.
Сплав ПТ-3В относится к псевдо-α-сплавам, которые содержат α-стабилизаторы (алюминий и кислород) и небольшое количество β-стабилизирующего элемента, в частности, ванадия. Благодаря наличию β-фазы сплавы обладают хорошей технологической пластичностью при сохранении достоинств α-сплавов.
Сплавы этого класса имеют ряд технологических преимуществ: они не чувствительны к скорости охлаждения после сварки, не требуют обязательной термической обработки, имеют малый прирост твердости сварного шва, а значит не склонны к охрупчиванию шва и околошовной зоны.
Сплав ПТ-3В – сплав высокой прочности при температуре 20–250С, обладает высоким сопротивлением разрушению при повышенных (350–5000С) и криогенных температурах.
Сплав хорошо штампуется, гнется, обрабатывается резанием, имеет хорошую свариваемость. Содержание алюминия и кислорода (до 0,15%) повышает прочностные свойства сплавов.
Таблица 1. Химический состав титанового сплава ПТ-3В (ГОСТ 19807–74) ([1], с. 34)
| Al | V | C | Fe | Si | Zr | O | N | H |
| 3,5–5 | 1,2–2,5 | 0,1 | - | - | - | 0,15 | 0,04 | 0,008 |
Таблица 2. Механические свойства сплава ПТ-3В ([1], с. 34)
| σВ, МПа | σ0,2, МПа | δ, % | Ψ, % | σ-1, МПа | KCU, Дж/м3 |
| 700–726 | 609–667 | 11 | 18–27,5 | 282 | 0,6–0,7 |
Таблица 3. Физические свойства сплава ПТ-3В([1], с. 34)
| Свойства | |
| Плотность γ, кг/м3 Температура плавления, 0С Кипения, 0С Удельное электрическое сопротивление ρ, Ом·м·104 Коэффициент линейного расширения α, 1/0С·106 Коэффициент теплопроводности λ, Вт/м·0С Удельная теплоемкость Сγ, кал/г·0С Модуль упругости Е, МПа | 4500 1668 3400 55,6 8,2 16 0,13 1125 |
По сравнению с техническим титаном титановые сплавы имеют при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности более высокую прочность при 20–25 0С и повышенных температурах. По сравнению с бериллием они более пластичны и технологичны, меньше стоят, безопасны для здоровья при обработке. По сравнению с алюминиевыми и магниевыми сплавами обладают более высокой удельной прочностью, жаропрочностью и коррозионной стойкостью.
Высокая температура плавления титана требует применения при сварке более концентрированных источников тепла. Однако поскольку титан имеет более низкий коэффициент теплопроводности (ниже, чем у стали в 4 раза) и высокое электрическое сопротивление (выше, чем у стали в 5 раз), для сварки титана тратится меньше электрической энергии, чем для сварки стали.
Низкий модуль упругости (ниже, чем у стали в 2 раза) позволяет выполнять правку сварных изделий при меньших усилиях по сравнению со сталью.
Обязательным условием получения качественного сварного соединения является надежная защита нагреваемого до высоких температур металла от газов атмосферы. Насыщение металла шва кислородом, азотом и водородом происходит при температурах более 3500С, что снижает пластичность металла шва и вызывает образование пор и трещин, как следствие этого происходит снижение прочности сварных конструкций. Поэтому сварку титана необходимо производить в среде защитных газов (аргона или гелия) высокой чистоты, под специальными флюсами или в вакууме. Защитные средства должны обеспечить защиту зоны сварки, ограниченной изотермой более 6000С.
Необходимо также тщательно защищать и обратную сторону шва даже в том случае, если слои металла не расплавлялись, а только нагревались выше этой температуры.
Чувствительность к сварочному термическому циклу выражается в протекании полиморфного превращения α ↔ β, в резком росте размеров зерна β-фазы и перегрева на стадии нагрева, в образовании хрупких фаз при охлаждении и старении, неоднородности свойств сварных соединений, зависящих от химического и фазового состава сплава. Перегрев шва и ОШЗ связан с низкой теплопроводностью титана. Устранить указанные трудности удается за счет снижения погонной энергии для псевдо-α-сплавов.
Низколегированные титановые сплавы с псевдо-α-структурой удовлетворительно свариваются различными способами сварки плавлением, что выражается в стабильном формировании шва, отсутствии трещин и хороших механических свойств сварных соединений.
Для обеспечения высокого уровня пластичности швов и получения швов равнопрочных основному металлу используют присадочные проволоки, отличающиеся от основного металла по химическому составу и имеющие по сравнению с ним пониженное содержание легирующих элементов и вредных газов. При сварке низколегированных титановых сплавов для металла шва характерна игольчатая, мартенситоподобная структура α-фазы. Аналогичную структуру имеет и ЗТВ. Поэтому несмотря на пониженное содержание легирующих элементов в металле шва, его прочность будет близка к прочности основного металла со структурой α-титана.
С целью снятия собственных остаточных напряжений конструкции подвергают отжигу, который приводит к уменьшению остаточных сварочных напряжений и, как следствие, к увеличению сопротивляемости образованию трещин. Нагрев сварных конструкций производится в электрических печах.
При возникновении альфированного слоя (слоя, насыщенного кислородом и азотом) его необходимо убирать механическими способами.
Выбор способа сварки
Титановый сплав ПТ-3В в расплавленном и твердом состоянии при температурах выше 6000С в условиях сварочного цикла обладает высокой химической активностью по отношению к вредным примесям: кислороду, азоту, водороду и углероду, что значительно затрудняет его сварку.
Высокая химическая активность в сочетании с низкой теплопроводностью и высоким электросопротивлением и температурой плавления, а также склонность к росту зерна в околошовной зоне определяют особенности сварки титана и его сплавов. Вследствие высокой химической активности нельзя применять для сварки титана и его сплавов дуговую сварку с использованием флюсов и покрытий, содержащих окислы и другие элементы, загрязняющие шов, кислородно-ацетиленовую сварку, аргонодуговую сварку с односторонней защитой сварного соединения.
Непременным условием для получения качественного соединения при сварке плавлением титана является полная двусторонняя защита сварного соединения от взаимодействия с воздухом и вредными примесями не только сварочной ванны, но и нагретого выше 6000С основного металла и металла шва. Необходимо также тщательно защищать и обратную сторону шва, если она нагревается выше 6000С.
Для обеспечения наилучшей защиты металла шва от внешней среды и обеспечения глубокого проплавления и мелкозернистой структуры применяют электронно-лучевую сварку (ЭЛС). Это обусловлено также высокой температурой плавления титанового сплава, что требует применения при сварке плавлением концентрированных источников тепла. Высокая тепловая концентрация энергии позволяет вести сварку с малой энергоемкостью процесса.
ЭЛС позволяет получать сварные соединения с высоким качеством сварного шва, практически без неустранимых дефектов, обеспечивая полную механизацию сварочного процесса и повышение производительности труда в 15–20 раз по сравнению с ручными дуговыми способами сварки.
Высокое качество сварных соединений из титанового сплава ПТ-3В обеспечивает только ЭЛС. Этот эффективный способ соединения металлов основан на использовании кинетической энергии электронов, движущихся с большой скоростью в вакууме. Являясь разновидностью наиболее распространенного способа сварки плавлением, электронно-лучевая сварка вместе с тем имеет качественные отличия от всех ранее известных методов сварки. Эти отличия обусловлены двумя главными факторами: применением нового мощного концентрированного источника тепла и практически полным отсутствием газов, окружающих зону сварки. Большая концентрация энергии в малом пятне делает возможной сварку с необычным для электронно-дуговых методов соотношением глубины к ширине проплавления (до 20:1 и более), а также при малых значениях погонной энергии (не более 20% от дуговой сварки). ЭЛС выполняется, как правило, в вакуумных камерах при давлении остаточных газов порядка 1·10-3 Па. Такая среда намного чище, чем в аргоне. При сварке в вакууме исключается загрязнение шва газами и обеспечивается максимальная пластичность и вязкость сварных соединений.
Технологический диапазон для целей нагрева, плавления, испарения составляет 104-5·108 Вт/см2. Сварка металлов малых толщин (до 3-х мм) ведется с удельной мощностью 104 Вт/см2, когда испарение с поверхности сварочной ванны незначительно. Однопроходная сварка металлов больших толщин (до 200–300 мм) требует удельной мощности 105-106 Вт/см2. В этом случае проникновение электронного луча на большую глубину сопровождается испарением металла и формированием канала проплавления, на стенках которого рассеивается практически вся мощность электронного луча. Канал проплавления, поверхность которого сильно перегрета, относительно температуры плавления металла и может достигать температуры кипения, движется через толщу металла, образуя по всей глубине канала область расплава металла, которая перемещается в хвостовую часть ванны и там кристаллизуется.
Высокая концентрация энергии в луче позволяет получать при больших скоростях ЭЛС узкие и глубокие сварные швы с минимальной зоной термического влияния и высокими механическими свойствами металла шва и околошовной зоны.
Эффективный КПД ηи изменяется в пределах от 70 до 90% и практически не зависит от энергии первичных электронов; он зависит только от атомного номера обрабатываемого материала; для Ti, например, он равен 0,842.
Как правило, при ЭЛС не нужны присадочные материалы, разделки кромок, а следовательно уменьшается перевод металла в стружку и затраты на механическую обработку. Повышаются качество и механические свойства металла шва за счет дегазации в вакууме и мелкозернистой структуры в металле шва и зоне термического влияния, которая примерно в несколько раз уже, чем при дуговых способах сварки.
Высокая концентрация энергии в луче обеспечивает получение швов не только с минимальной зоной расплавления металла, но и соединений, металл которых в околошовной зоне не претерпевает значительных изменений вследствие ввода минимального количества тепла и значительных скоростей охлаждения. Отсутствие значительной протяженности зоны термического влияния исключает недостатки, возникающие при эксплуатации конструкций, вызванные изменением физико-механических свойств металла в околошовной зоне.
При сварке электронным лучом проплавление имеет форму конуса (рис. 1.). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.
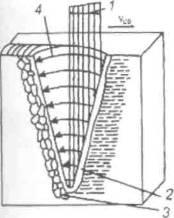
Рис. 1. Схема переноса жидкого металла при электронно-лучевой сварке: 1-электронный луч; 2 – передняя стенка кратера; 3 – зона кристаллизации; 4 – путь движения жидкого металла
Глубокое проплавление металла при малой погонной энергии, имеющее место при сварке электронным лучом, обуславливает значительно большую скорость отвода тепла от зоны сварки, что обеспечивает увеличение скорости кристаллизации малой по объему сварочной ванны с получением мелкозернистого строения металла шва, по своим свойствам мало отличающегося от основного металла. Ввод значительно меньшего количества тепла, имеющего место при ЭЛС, дает возможность во много раз уменьшить деформации изделий по сравнению с дуговым способом сварки.
Электронный луч является легко управляемым источником тепла при сварке, что позволяет в широких пределах и очень точно регулировать температуру нагрева изделия, легко перемещать зону нагрева по изделию и переносить энергию на значительные расстояния.
Установлено, что при использовании вакуума в качестве защитной среды при сварке имеется принципиальная возможность уменьшить содержание газов в некоторых металлах за счет процессов дислокации окислов, нитридов и гибридов. Наиболее легко из металлов удаляется водород, даже в том случае, если он находится в связанном состоянии. Большинство соединений металла с водородом уже при относительно низких температурах нагрева разлагается. Таким образом, в условиях сварки в вакууме большая часть водорода, содержащегося в металле, может быть удалена из металла.
Резко уменьшаются сварочные деформации и напряжения первого рода, что зачастую позволяет изготавливать изделия без правки и дополнительной механической обработки. Появляется возможность местной термической обработки, в том числе и сварных соединений, одновременно со сваркой.
В последнее время в связи с созданием мощных установок для электронно-лучевой сварки расширяется применение сварки электронным лучом для соединения элементов из титановых сплавов толщиной до 300 мм. Сварка толстостенных конструкций электронным лучом является наиболее экономичной по сравнению с любым видом сварки. Скорость сварки электронным лучом для толщин более 100 мм составляет 2, 5–5, 0 м/ч, что превосходит скорость сварки при электрошлаковом процессе более, чем в 5 раз и в 10–15 раз при автоматической многослойной сварке под флюсом. Особенно эффективно применение электронного луча для сварки толстостенных конструкций из титановых сплавов из-за низкой теплопроводности титана, благодаря чему удается получать узкие швы при больших толщинах свариваемых деталей, кроме того, очень благоприятно для титана отсутствие вредных газов при сварке в вакууме.
Исследования ученых показали, что при электронно-лучевой сварке титанового сплава ПТ-3В толщиной до 200 мм структура шва мелкозернистая, зона термического влияния узкая (1–2,5 мм), а статические характеристики при растяжении сварного соединения не ниже соответствующих характеристик основного материала. Соединения, полученные сваркой высококонцентрированными источниками энергии, разрушаются по основному металлу. В псевдо-α-сплавах остаточные напряжения наиболее высоки. Научные исследования также показали, что при ЭЛС образуются соединения с более высоким пределом выносливости, чем при аргонодуговой сварке. При немногочисленных усталостных испытаниях сварных соединений, выполненных электронно-лучевой сваркой, разрушение сварных соединений по основному металлу объясняются высокими напряжениями или перераспределением водорода при сварке, вызывающем охрупчивание металла в зоне разрушения.
Описание электронно-лучевой сварки. Общая характеристика
Электронный луч как технологический инструмент позволяет осуществлять нагрев, плавку и испарение практически всех материалов, сварку и размерную обработку, нанесение покрытий.
Формирование электронного луча и управление им осуществляется рядом специальных устройств, называемых 2 электронными пушками».
Источником электронов в электронных пушках обычно служит термоэмиссионный катод 1, который выполняется из вольфрама, тантала или гексаборида лантана, обладающих высокими эмиссионными характеристиками. В зависимости от материала катода его рабочая температура может достигать 2400–2800 К. Подогрев катода чаще всего осуществляется при помощи накаливаемого электрическим током элемента, причем в некоторых случаях сам этот элемент может выполнять функции катода (катод прямого накала).
На некотором расстоянии от катода находится анод 2, выполненный в виде массивной детали с отверстием по оси. Между катодом и анодом от специального высоковольтного источника питания 3 прикладывается ускоряющее напряжение (30–150 кВ), причем анод обычно соединяется с корпусом установки, а катодный узел крепится на высоковольтном изоляторе. Вследствие разности потенциалов между катодом и анодом электроны ускоряются до значительных скоростей, большая часть их походит через отверстие в аноде и затем продолжает в заанодном пространстве движение по инерции. Этот движущийся электронный поток обладает еще сравнительно невысокими удельными энергетическими показателями и для формирования из него электронного луча с необходимыми характеристиками обычно требуется дополнительная операция – фокусирование луча.
Следует отметить, что в рабочем пространстве электронной пушки необходим вакуум, так как при большом количестве молекул остаточных газов они препятствуют свободному прохождению электронов из-за их взаимных столкновений. Кроме того, условия работы подогревного катода также требуют защиты его от взаимодействия с атмосферными газами. Рабочий вакуум в электронной пушке должен быть не хуже 1·10-3 – 1·10-4 Па. При уменьшении вакуума происходит пробой между катодом и анодом электронной пушки, что может привести к выходу из строя высоковольтного выпрямителя.
Для фокусирования электронного луча в электронной пушке обычно используется система диафрагм и магнитных линз. Магнитная линза 4 представляет собой соленоид с магнитопроводом, создающий специальной формы магнитное поле, которое при взаимодействии с электроном изменяет его траекторию и искривляет ее в направлении к оси системы. При этом можно добиться «сходимости» электронов на достаточно малой площади поверхности и в фокусе электронный луч может обладать весьма высокой плотностью энергии, достигающей 5·106 Вт/мм2. Такая плотность энергии достаточна для осуществления целого ряда технологических процессов, причем в результате изменения фокусировки она может быть плавно изменена до минимальных значений.
В конструкцию электронной пушки обычно входит также «отклоняющая система» 5, служащая для перемещения электронного луча по обрабатываемой поверхности. Перемещение луча осуществляется вследствие его взаимодействия с поперечным магнитным полем, создаваемым отклоняющей системой. Обычно для этой цели электронная пушка имеет две пары отклоняющих катушек, обеспечивающих перемещение луча по двум взаимно перпендикулярным направлениям. При питании отклоняющих катушек током определенной частоты и амплитуды можно получить практически любую траекторию перемещения электронного луча по обрабатываемой поверхности, что широко используется в электронно-лучевой технологии.
Электронная пушка обычно выполняется в виде одного функционального блока, который или неподвижно крепится к вакуумной камере 6, или перемещается внутри камеры при помощи специальных механизмов.
Обрабатываемое изделие 7 помещают в вакуумную камеру, снабженную. Загрузочными крышками и иллюминаторами для наблюдения за процессами обработки. При большой протяженности зоны обработки изделие обычно перемещается или вращается в вакуумной камере при помощи специальных механизмов.
Следует отметить, что по мере увеличения удельной мощности электронного луча наряду с процессами плавления начинается интенсивное испарение металла с поверхности сварочной ванны. Так получаются швы с глубоким проплавлением, которое называется «кинжальным». Оно дает возможность за один проход без разделки кромок сварить детали толщиной до 150 мм.
Преимущества сварки электронным лучом:
1. Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002… 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т.д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
2. Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4–5 раз меньше, чем при дуговой сварке. В результате резко снижается коробление детали.
3. Отсутствие насыщения расплавленного и нагретого металла газами.
В результате дегазации металла шва повышаются его пластические свойства и достигается высокое качество сварного соединения.
Недостатки электронно-лучевой сварки:
1. Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине шва.
2. Для создания вакуума в рабочей камере после загрузки изделия требуется длительное время.
Из всего вышеперечисленного можно сделать выводы, что выбор ЭЛС для сварки водила II ступени из титанового сплава ПТ-3В обусловлен следующим:
1. Большими трудностями сварки титановых сплавов, которые заключаются в поглощении расплавленным или нагретым металлом газов, склонностью вследствие этого к порообразованию, склонностью к задержанному разрушению и образованию холодных трещин. Поэтому для получения качественного сварного соединения используют мощные вакуумные установки для ЭЛС с целью предупреждения насыщения металла шва и околошовной зоны газами и загрязнения их примесями, а также регулирование структурных изменений выбором необходимого термического цикла.
2. Высокая температура плавления титанового сплава и необходимость получения сварного соединения с большим проплавлением (145 мм) и малой шириной шва требует применение при сварке плавлением концентрированных источников тепла, позволяющих вести сварку на высоких скоростях и при малой энергоемкости.
3. Сварка проводится в автоматическом режиме. Человек защищен от излучения, он лишь наблюдает и ведет контроль за ходом процесса сварки. Это повышает качество и точность изделия, а также приводит к повышению экологии и уровня культуры производства.
Дата добавления: 2019-07-15; просмотров: 245; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!