Основные понятия теории вероятности, применяемые при испытаниях РЭСИ
В процессе испытаний ЭС приходится иметь дело со случайными событиями. Если сдаётся партия изделий, состоящая из N образцов и в ней имеется D дефектных изделий, то вероятность извлечения из этой партии дефектного образца:
Q=D÷N (5)
а извлечения бездефектного образца
P=(N-D) ÷ N=1-Q (6)
Величины Q и P называют генеральными характеристиками. Если D = 0, то Р = 1 , т.е. такое событие называют достоверным
Если, D = N т.е. Р = 0 - невозможное событие.
На практике имеем дело с практически невозможными (P→0) и практически достоверными (P→l) событиями.
Если методом случайного поиска или отбора из сдаваемой партии изделий взята выборка объёмом n изделий и в ней окажется d дефектных изделий, то
q = q÷n — статистическая вероятность дефектных изделий и p = (n-d) ÷n=1-q -статистическая вероятность бездефектных изделий.
Величины q и p-выборочные характеристики.
С ростом числа изделий в выборке статистические вероятности q и p приближаются к значениям генеральных характеристик Q и P.
Выборные характеристики, с помощью которых делают статистические выводы относительно генеральной совокупности, называют оценками генеральных характеристик. Чтобы дать представление о точности и надёжности оценки числа D дефектных изделий в выборке, пользуются доверительными границами.
|
|
|
Вероятность нахождения оцениваемого параметра в доверительных границах называют достоверностью.
Обычно достоверность берётся близкой к 1 и составляет 0,9; 0,95; 0,99.
Достоверность P* называют односторонней, если она отражает степень нашего доверия к тому, что Q ≥ QH или Q ≤ QВ, где QН и QВ- нижняя и верхняя доверительные границы.
Двусторонняя достоверность может быть записана как
Qh≤Q≤Qb
На практике для расчета доверительных границ пользуются специальной таблицей, в которой приводятся коэффициенты КН и КВ для расчёта доверительных границ QН и QВ, при этом
QВ=КВ/n (7)
QН=КН/n при определённых значениях достоверности.
Определение объёма выборки
Слишком большой объём выборки приводит к недопустимым потерям времени и средств, малый объём - к сомнениям относительно достоверности полученных результатов.
Обычно при подготовке НТД поставщик по согласованию с заказчиком заранее устанавливает число дефектных изделий dдоп , которое допускается в выборке при приёмке партии. Если окажется, что d > dдоп, то партия изделий не принимается.
|
|
|
Т.о. наименьшее число отказавших изделий в испытываемой выборке, при котором результаты испытаний считаются положительными, называют приёмочным числом С.
Кривая зависимости вероятности Pоп приёмки партии изделий по результатам испытаний выборки объёмом n от заданной вероятности Q отказа изделий в партии, из которой взята выборка, называется оперативной характеристикой плана контроля надёжности изделий.
|
|
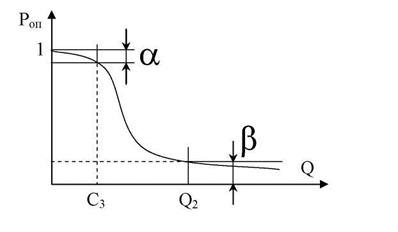
Рисунок 4 - Оперативная характеристика
Если для контролируемой партии вероятность отказа равна Q1 и воспользоваться оперативной характеристикой можно определить Р.
Если Q=0,1, то Р=0,9, т.е. следует ожидать что 10% изделий будет забраковано по результатам испытаний выборки.
Если предположить, что партия имеет Q=0,9, то Р=0,1, т.е. 10% партии будет принято заказчиком.
При выборочном контроле надёжности партии Q2 соответствующий риску β заказчика, называют браковочным уровнем показателя надёжности.
Значение показателя надёжности изделия, вероятность забракования которых равна риску ос изготовителя, называют приёмочным уровнем Q1. Оба уровня могут быть определены по оперативной характеристике при заданных α и β
Приведём вид оперативной характеристики для нескольких значений числа С.
|
|
|
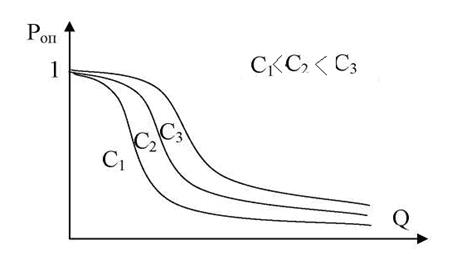
Рисунок 5 - Вид оперативной характеристики для нескольких значений числа С
Т.е. чем круче оперативная характеристика, тем меньше различие между приёмочным и браковочным уровнями.
ЛИТЕРАТУРА
1. Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001 – 335 с
2. Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 – 272 с.
3. Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на воздействие внешних факторов. М.: Машиностроение, 2003 – 567 с
4. Национальная система сертификации Республики Беларусь. Мн.: Госстандарт, 2007
5. Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств – Техносфера, 2005. – 504с.
Дата добавления: 2019-07-15; просмотров: 140; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!