Корковая зона мелких кристаллов,2– зона столбчатых кристаллов,
Государственное автономное профессиональноЕ образовательное учреждение мурманской области
«Мурманский индустриальный колледж»
КОНТРОЛЬНАЯ РАБОТА
Студента заочной формы обучения________ курса _______ группы
_______________________________
(фамилия, имя, отчество студента)
по дисциплине/профессиональному модулю _____________
семестр __________________
на тему: ____________________________________________
Проверил _________________________
(фамилия, имя, отчество преподавателя)
Дата сдачи работы__________________
Дата проверки работы_______________
Оценка __________________________
Мурманск
2018
СОДЕРЖАНИЕ
Вопрос 1…………………………………………………………………………..3
Вопрос 2…………………………………………………………………………..8
Вопрос 3………………………………………………………………………….11
Вопрос 4………………………………………………………………………….13
Вопрос 5………………………………………………………………………….13
Вопрос 6………………………………………………………………………….18
Вопрос 7………………………………………………………………………….19
Вопрос 8………………………………………………………………………….22
Список литературы……………………………………………………………...24
1.Способы разливки стали и получения слитков.
На металлургических заводах жидкую сталь после выпуска из печи разливают в слитки различной формы и развеса, которые служатзатем заготовками в прокатных и кузнечных цехах. Жидкую сталь из печей выпускают в большие разливочные ковши, на дне которых имеется отверстие, закрывающееся сверху стопоромчерез систему рычагов, выведенных за стенку ковша. Ковшиимеют прочный кожух с цапфами для захвата его краном. Внутриковш и стопор футеруют огнеупорным кирпичом. Металл, выпущенный в ковш, выдерживается 5÷10мин для выравнивания егосостава и всплывания неметаллических примесей и газов, попавших в сталь при выпуске ее из печи. Затем ковш направляют на разливку. В современных условиях сталь разливают либо в изложницы, либо на установке для непрерывной разливки. Заполнение изложниц сталью возможно сверху непосредственно из донного отверстия ковша или сифонным способом. В последнем случае разливка производится через вертикальный литник, из которого жидкая сталь через горизонтальные литниковые ходы с системой шлакоуловителей поступает снизу в несколько изложниц.
|
|
|
Схемы двух видов разливки стали в изложницах показаны на рис. 1. Слитки для сортового проката имеют круглое сечение. Слитки для проката на лист делают плоскими. Наиболее часто слитки отливают массой от 1 до 20 т, иногда в 100 т и более. Выбор способа разливки обусловлен организационными v технологическими условиями сталеплавильного цеха. Для изготовления слитков крупного развеса сталь обычно заливают сверху, мелкого развеса – сифонным способом. Затвердевание стали, в металлической изложнице, не может идти одновременно во всей объеме слитка, оно начинается с холодных стенок и дна, а затем распространяется внутрь слитка. Кроме того, при затвердевании жидкая сталь уменьшается в объеме на несколько процентов. Все это приводит к образованию в слитке усадочной раковины в ее головной части, а иногда и мелких раковин ниже головной части слитка. Для прокатки и ковки необходимы слитки без усадочных раковин одинакового химического состава, по возможности однородной структуры. Однако выполнить все эти условия при отливке слитков в изложницы очень трудно.
|
|
|
Слитки, отлитые сверху, обычно имеют меньшую по размеру усадочную раковину, чем слитки, залитые сифонным способом, так как в верх слитка длительное время подается горячий расплавленный металл. На зато поверхность слитка, полученного сифонным способом, гораздо чище и ровнее, чем у слитков, залитых сверху, так как брызги металла, неизбежные при верхней заливке, попадая на холодные стенки изложницы, застывают и не всегда потом сплавляются с основным металлом.
|
|
|
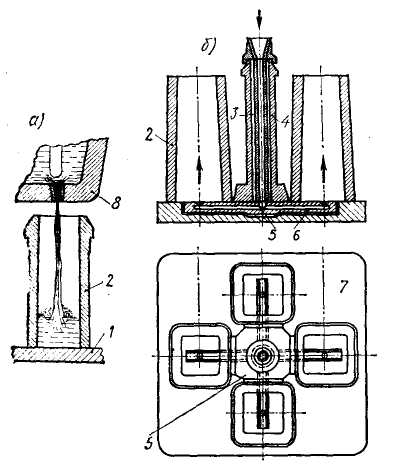
Рис. 1. Схемы двух видов разливки стали в изложницы:
а– разливка сверху; б– сифонная разливка;
Поддон,2– изложницы,3– центровые трубки,4 – центровая,
Центровой кирпич «звездочка»,6– сифонные кирпичи,
Расположение изложниц на поддоне,8– разливочный ковш
Для уменьшения размера усадочной раковины принимают различные меры: слиток расширяют вверху и сужают к нижней части; верхнюю съемную часть изложницы внутри футеруют огнеупором (так называемыми утепленными насадками); у крупных слитков после начала затвердевания верхнюю часть нагревают газовыми горелками, электросварочной дугой, иногда кладут термитную смесь. Для разогрева верхней части слитка применяют и другие технические приемы.
Различают полученные в изложницах слитки спокойной и кипящей стали. Если слиток спокойной стали разрезать вдоль и отшлифовать, то можно увидеть несколько различных структурных зон (рис. 2). У поверхности боковых стенок и дна слитка есть небольшой слой мелких однородных плотных кристаллов. Затем следует второй, более толстый, слой столбчатых дендритных кристаллов, образующих различные дефекты и пустоты в местах стыка отдельных дендритов особенно при стыке дендритов боковых стенок и дна; и в середине находится третья зона равноосных кристаллов разного размера неплотной структуры с большим количеством неметаллических включений, чем у краев слитка, вызванных тем, что эта часть слитка застывает последней и часть неметаллических примесей оттесняется сюда затвердевающими у стенок дендритами.
|
|
|
Структура слитка в различных его частях так же, как химический состав стали, сильно отличается от средних данных, полученных после взятия пробы жидкой стали, перед разливкой. Благодаря ликвации, происходящей при остывании слитка в изложнице, содержание углерода, а особенно серы и фосфора в различных частях слитка может отклоняться на 200÷300%. В середине верхней трети или четверти слитка располагается более или менее компактная усадочная раковина, вблизи которой часто можно увидеть мелкие раковины и рыхлоту. Кроме того, химический состав стали, и других сплавов в различных местах одного и того же дендрита получается неоднородным. Оси дендрита, образовавшиеся позднее, богаче легкоплавким элементом и плавятся быстрее (и застывают позже). Поэтому слиток в зоне дендритов имеет внутрикристаллическую или дендритную ликвацию еще более резко в слитке спокойной стали выражена, так называемая, зональная ликвация, то есть пробы металла,взятые у стенок слитка в его средней (третьей) зоне, могут существенно отличаться по химическому составу. Это можно наблюдать у углеродистой стали, полученной изложенными выше способами и хорошо раскисленной в печи и ковше.
В последние десятилетия, создается большое количество установок для непрерывной разливки стали, при которой не образуется усадочных раковин и, получаются слитки, значительно более равномерные как по химическому составу, так и по структуре. Схема машины для непрерывной разливки стали, представляющей собой многоэтажное сооружение, показана на рис. 3.
Сталь из разливочного ковша через промежуточный ковш непрерывной и равномерной струей заливается в кристаллизатор, представляющий собой слегка качающейся вверх и вниз двухстенный короб из красной меди, стенки которого интенсивно охлаждаются проточной водой. Благодаря этому сталь быстро формирует прочные и плотные стенки слитка. Из кристаллизатора слиток непрерывно вытягивается валками с определенной скоростью, соответствующей скорости кристаллизации слитка. Ниже кристаллизатора до выхода из валков слиток подвергается вторичному охлаждению брызгами, при этом заканчивается его отвердение. После выхода из валков от непрерывно опускающегося слитка кислородно-газовой горелкой отрезают куски необходимой длины и отвозят в нужном направлении.
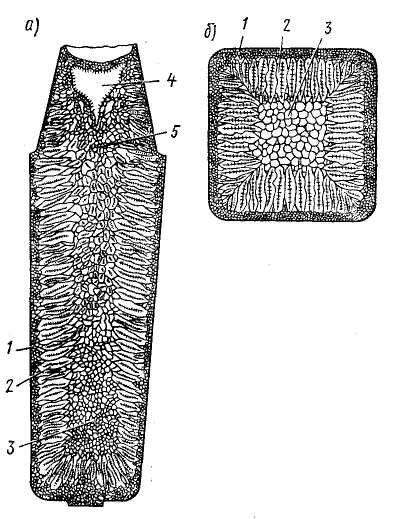
Рис. 2. Строение слитка спокойной стали
а– продольное сечение;б– поперечное сечение;
Корковая зона мелких кристаллов,2– зона столбчатых кристаллов,
Дата добавления: 2019-03-09; просмотров: 203; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!