Приспособлениями различных систем
|
| Относительные затраты на оснащение операции Р за период производства Т | |||||||||||||||||
| До 1 мес. | Св. 1 до 6 мес. | Св. 6 мес. до 1 года | ||||||||||||||||
| УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | |
| 1 | 0,07 | 0,03 | 0,26 | 0,23 | 0,23 | 1,0 | 0,20 | 0,51 | 0,36 | 0,38 | 1,0 | 0,4 | 0,81 | 0,51 | 0,56 | 1,0 | ||
| 0,5 | 0,06 | 0,01 | 0,23 | 0,22 | 0,23 | 1,0 | 0,33 | 0,10 | 0,37 | 0,35 | 0,38 | 1,0 | 0,71 | 0,2 | 0,82 | 0,47 | 0,56 | 1,0 |
| 0,2 | 0,05 | 0,01 | 0,22 | 0,21 | 0,23 | 1,0 | 0,32 | 0,03 | 0,32 | 0,29 | 0,38 | 1,0 | 0,64 | 0,1 | 0,44 | 0,38 | 0,56 | 1,0 |
| 0,1 | 0,05 | 0,01 | 0,21 | 0,21 | 0,23 | 1,0 | 0,31 | 0,02 | 0,29 | 0,27 | 0,38 | 1,0 | 0,62 | 0,04 | 0,38 | 0,35 | 0,56 | 1,0 |
| 0,04 | 0,05 | 0,01 | 0,20 | 0,21 | 0,23 | 1,0 | 0,30 | 0,01 | 0,27 | 0,26 | 0,38 | 1,0 | 0,60 | 0,02 | 0,34 | 0,32 | 0,56 | 1,0 |

Продолжение табл. 4
|
| Относительные затраты на оснащение операции Р за период производства Т | |||||||||||||||||
| Св. 1 до 1,5 лет | Св. 1,5 до 2 лет | Св. 2 до 2,5 лет | ||||||||||||||||
| УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | |
| 1 | 0,54 | 0,74 | 1,0 | 0,79 | 0,92 | 1,0 | 0,99 | 1,0 | ||||||||||
| 0,5 | 1,08 | 0,30 | 0,83 | 0,20 | 0,74 | 1,0 | 0,40 | 1,04 | 0,74 | 0,92 | 1,0 | 0,50 | 1,25 | 0,87 | 1,0 | |||
| 0,2 | 0,96 | 0,11 | 0,56 | 0,47 | 0,74 | 1,0 | 0,15 | 0,68 | 0,56 | 0,92 | 1,0 | 0,18 | 0,80 | 0,65 | 1,0 | |||
| 0,1 | 0,93 | 0,06 | 0,47 | 0,43 | 0,74 | 1,0 | 0,08 | 0,56 | 0,50 | 0,92 | 1,0 | 0,10 | 0,65 | 0,58 | 1,0 | |||
| 0,04 | 0,90 | 0,02 | 0,42 | 0,38 | 0,74 | 1,0 | 1,2 | 0,03 | 0,49 | 0,44 | 0,92 | 1,0 | 0,04 | 0,57 | 0,50 | 1,1 | 1,0 | |
|
|
|
Окончание табл. 4
|
| Относительные затраты на оснащение операции Р за период производства Т | |||||||||||||||||
| Св. 2,5 до 3 лет | Св. 3 до 3,5 лет | Св. 3,5 до 4 лет | ||||||||||||||||
| УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | УСП | УБП | УНП | СНП | СРП | НСП | |
| 1 | 1,2 | 1,0 | 1,5 | 1,0 | 1,7 | 1,0 | ||||||||||||
| 0,5 | 0,60 | 1,46 | 1,01 | 1,0 | 0,70 | 1,1 | 0,74 | 1,0 | 0,8 | 1,2 | 1,0 | |||||||
| 0,2 | 0,22 | 0,92 | 0,74 | 1,0 | 0,25 | 0,83 | 0,56 | 1,0 | 0,28 | 1,16 | 0,92 | 1,0 | ||||||
| 0,1 | 0,12 | 0,74 | 0,65 | 1,0 | 0,14 | 0,73 | 0,50 | 1,0 | 0,16 | 0,92 | 0,9 | 1,0 | ||||||
| 0,04 | 0,05 | 0,62 | 0,56 | 1,0 | 0,06 | 0,06 | 0,44 | 1,0 | 0,07 | 0,72 | 0,69 | 1,0 | ||||||
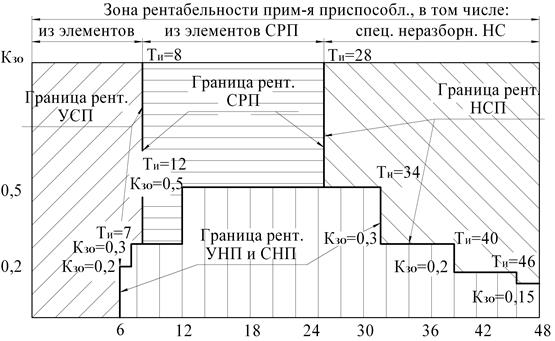
Рис. 1. Определение зон рентабельности применения систем
станочных приспособленийпри оснащении операции
Рис. 2. Сравнение времени оснащения операции
приспособлениями различных систем
Вид оборудования
Возможность эффективного применения систем приспособлений на различных по степени универсальности станках рассмотрена в табл. 5 (отмечена знаком "+").
|
|
|
Таблица 5. Возможность применения систем приспособлений
На различных видах металлорежущего оборудования
| Система приспособ. | Станки | |||
| ОЦ | Автоматы | Специализир. | Специальные | |
| УБП | + | + | + | |
| УСП | + | |||
| СРП | + | + | ||
| УНП | + | + | ||
| СНП | + | + | + | |
| НСП | + | + | + | + |
Вид операции
Вид операции не является определяющим при выборе системы оснащения, однако на практике встречаются случаи ограничения применения приспособлений отдельных систем для некоторых операций. Например, приспособления системы УСП из-за малой жесткости для токарных операций при обработке наповышенных оборотах или с тяжелым режимом работы; приспособления системы СРП для сверлильных операций на сверлильных станках.
Организационная форма процесса изготовления
В настоящее время производственные участки или цехи могут иметь предметную технологическую или смешанную специализацию с соответствующими организационными формами, оборудованием, его размещением и степенью специализации оснастки (рис. 3).

Рис. 3. Степень специализации применяемых приспособлений
|
|
|
в зависимости от организационной формы процесса изготовления
В табл. 6 показана возможность приспособлений различных систем по степени специализации (отмеченазнаком ² + ²).
Таблица 6. Возможность использования приспособлений
Различных систем по степени специализации
| Система присп. | Степень специализации приспособлений | ||
| Универсальные | Специализированные | Специальные | |
| УБП | + | - | - |
| УСП | + | + | + |
| СРП | + | + | + |
| УНП | + | - | - |
| СНП | - | + | - |
| НСП | - | - | + |
Алгоритм выбора рациональной системы станочных
Приспособлений
С учетом факторов, определяющих выбор системы станочных приспособлений для автоматизированного выбора рациональной системы, выделены следующие дескрипторы (термины):
• точность обработки;
• длина обрабатываемой заготовки;
• ширина или диаметр обрабатываемой заготовки;
• высота обрабатываемой заготовки;
• вид приспособления;
• тип применяемого на операции станка;
• вид специализации производственного участка;
• планируемый период производства изделия;
• коэффициент загрузки приспособления одной операцией.
Указанные дескрипторы объединены в предметные классы (дескрипторные поля), находящиеся между собой в отношении подчинения или соподчинения (табл. 7).
|
|
|
При организации информационных массивов использовано два типа информационных структур: последовательный список и матрица (приложение Б).
Задача автоматизированного выбора систем станочных приспособлений с использованием информационных массивов, приведенных в приложении Б, решается итерационным методом, предусматривающим многошаговую конкретизацию выбираемых систем в массиве (множестве) номеров систем станочных приспособлений (табл. Б.1):
N = {1,2,3,4,5,6}.
Отбор из Nномеров систем станочных приспособлений номеров систем, которые возможно использовать в каждом конкретном случае, производится путем последовательного "вхождения" в массивы выбора рациональных систем (приложение Б) дескрипторов, взятых из множества
B  ,
,
где  дескрипторы (табл. 7).
дескрипторы (табл. 7).
При соотнесении множеств N и В любое ключевое слово (дескриптор)  выделяет из множества N подмножество N
выделяет из множества N подмножество N  номеров систем, возможных для дальнейшего использования.
номеров систем, возможных для дальнейшего использования.
Блок-схема алгоритма, реализующая такую схему выбора, представлена на рис. 4.
Таблица 7. Дескрипторный словарь для автоматизированного
Дата добавления: 2019-02-26; просмотров: 207; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!