ОТЛИВКА ЛЕГКОПЛАВКИХ СПЛАВОВ И ЛАТУНИ
Из легкоплавкого сплава делают вкладыши, на которые опираются горизонтальные и вертикальные оси.
Если эти сплавы составлены так, что при известной нагрузке при смазке маслом дают очень небольшую потерю силы от трения оси о вкладыш подшипника, то такие сплавы называются антифрикционными, или баббитами.
Различают баббиты вагонные (для подшипников железнодорожных вагонов) и другие.
Отливка из баббита производится так. Баббит расплавляют в горне на слабом огне в железной ложке. Количество — со значительным запасом на угар.
Следует остерегаться перегревать сплав, который от этого плохо льется и теряет свои свойства вследствие неравномерного выгорания отдельных составных частей.
Льют в форму из формовочной земли или в сухую глиняную форму.
Во время литья металл должен вполне покрывать отверстие литника. Это произойдет, если лить достаточно быстро.
Отливке дают остыть, разнимают опоку и очищают грубой стальной щеткой литье от пригоревшей земли.
Латунь для отливки плавят в тигле из огнеупорной глины, можно своей работы, или в графитовом, который выносит несколько плавок.
Тигель устанавливают в горне так, чтобы огонь равномерно охватывал его со всех сторон. Топливо — кокс или древесный уголь. Плавка на коксе легче, потому что он не так быстро сгорает, и легче, следовательно, следит за огнем.
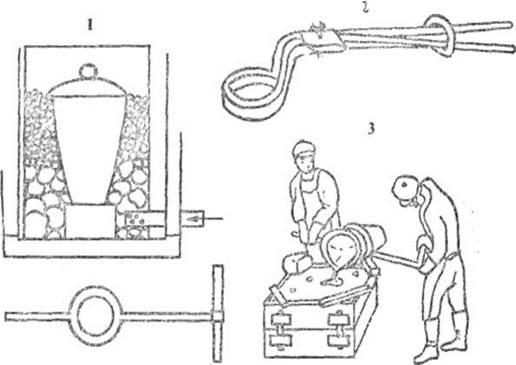 Рис. 44. Отливка из латуни
Рис. 44. Отливка из латуни
Для успешности дела необходимо правильно распределить дутье, т. е. подвести воздух со всех сторон к топливу, поправляя кокс так, чтобы внизу образовались ходы для воздуха; поэтому тигель следует помещать на круглый кирпич (шамотный или в крайности огнеупорный), положенный на дно горна (рис. 44-1).
|
|
|
Латунь отливают в сухие формы из жирного песка, жирной формовочной земли, прокрашенный внутри графитом на воде. Металл не должен быть перегрет. Тигель вынимают из огня особыми клещами, изображенными на рис. 44-2. На рисунке 44-3 изображен способ выливания металла, если тяжесть тигля не под силу одному человеку.
Так как приходится переплавлять остатки от обработки латуни, то надо знать, как выправить сплав до хорошего состава.
В частности, латунь состоит из меди (не менее 60%) и цинка (не свыше 40%).
Из сплава, нагреваемого в мелких кусках, медь выгорает быстрее цинка; поэтому переплавленная латунная стружка даст плохую латунь, хрупкую и ноздреватую, если перегрета и если не прибавить в тигель во время плавки обрезков красной меди.
Температуру горна нужно поднять, но не до точки плавления красной меди: обрезки станут растворяться в расплавленном металле, как сахар в воде. Сколько прибавить, покажет опыт, прибавка от 3 до 5% меди значительно исправит состав.
|
|
|
ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ
Большинство цветных металлов холодноковки. Только цинк требует подогревания между 125 и 150°. Ближе к 200° цинк становится менее податливым, а при 200° хрупким.
Вторая особенность — это нагартовывание. От обработки молотком, волочения (при протягивании проволоки), давления на токарном станке цветные металлы становятся тверже и при дальнейшей обработке трескаются и ломаются.
Этого избегают своевременным отжпгом: медь, латунь нагревают докрасна и быстро опускают в воду, алюминий просто нагревают докрасна и дают остыть.
Для распиливания употребляют пилы с мелким зубом: для опиливания напильники с средним и мелким зубом. Следует оставлять одну сторону напильника для цветных металлов п ею железа и стали не пилить.
Точно также для цветных металлов вообще, особенно для латуни, требуется иная заправка режущих кромок у сверл, токарных резцов и грабштихелей — угол более тупой. Перочные сперла для латуни должны быть, кроме того, по возможности топки.
Спайка делается так: соединяют возможно близко поверхности, очищают от следов жира промыванием отваром мыльного корня, ополаскивают водой и посыпают бурой с примесью припоя, затем нагревают до плавления припоя.
|
|
|
Свинец спаивают водородным пламенем автогенно при помощи палочки свинца; также и олово.
Алюминии сваривают, операция трудная; флюсом служит криолит в порошке.
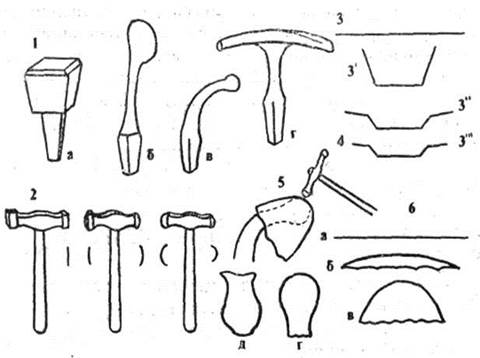
Рис. 45. Поковки из меди и латуни:
1 а, б, в, г — шпераки; 2—молотки; 3—тарелочки; 4—тарелочка в готовом виде; 5— прием работы полых кованых изделий; 6— последовательные стадии.
• " •
Красную медь паяют латунью; латунь — серебром или припоем; серебро — серебряным припоем.
Опиленные и готовые вещи полируют на полировальном станке, обезжиривают и отделывают.
ПОКОВКИ ИЗ МЕДИ И ЛАТУНИ
Поковки из меди и латуни производятся из мягкого отожженного металла. Обработку ведут молотками на хорошо отшлифованных наковальнях (шпераках) различной формы (рис. 45-1) молотками с хорошо отполированными бойками различной формы (рис. 45-2).
По мере обработки металл становится тверже, и его надо снова отжечь.
В качестве примера опишем поковку тарелочки для окурков и пепла, для булавок и проч.
Из листовой меди, томпака или латуни вырезают круг подходящего диаметра (напр., в 140 мм). Толщина металла желательна от 0.5 до 1 мм. Затем на квадратной шпераке круглым молотком начинают загибать край, держа кружок в левой руки и ударяя молотком па расстоянии 14 мм от края. Излишний металл собирается при этом в складки; сила удара должна быть такова, чтобы только изгибать, а не расплющивать металл в месте удара. Затем еще более слабыми ударами «насаживают» металл у складок таким образом, чтобы складки исчезли. Так край будет поднят на высоту 12 мм, в тарелочка примет вид, изображенный на рисунке 45-3.
|
|
|
Теперь отгибают подобным образом край в обратную, сторону, начиная на 6 мм от прежнего перегиба, и ударяют, сильно «потягивая» металл. Металл будет тянуться и край отгибаться в положение, параллельное плоскости дна (рис. 45-3).
Когда достигнут желаемого равномерного отклона, приступают к заворачиванию канта. Это делают на шпераке в, изображенной на рис. 45-1, отгибая край назад на 2—3 мм и затем на плоской шпераке осаживая его окончательно.
Получается тарелочка (рис. 45-4).
Из более тонкой меди тарелочку делают, выдавливая на токарном станке. Процесс состоит в прижимании давильником к патрону, представляющему форму полости тарелочки, кружка из отожженного металла (меди, томпака, латуни).
Когда дело идет об изготовлении чайника или кувшина в одном куске, работу ведут на шпераке с круглым или прямолинейным концом (рис. 45-1, в).
Положение работы дано на рисунке 45-5.
Работа ведется при потягивании сильными ударами, а при посаживании слабыми. Последовательные стадии выполнения пояснены рисунком 45-6 (а, б, в, г, д).
ЧЕКАНКА
Тарелочка может быть украшена чеканкой. Допустим, что мы будем затем покрывать части рисунка эмалью и в этом предположении выберем контурную технику чеканки и только с левой стороны.
Чеканку производят на смоле. Сплавляют газовую смолу или пех с цементом в той пропорции, какова твердость обрабатываемого металла, зимой прибавляя несколько сала. Этой смолой заливают внутренность тарелочки и приклеивают ее на поверхность такой же смолы, наполняющей крепкий ящик.
На обратной стороне тарелочки наносят рисунок п по рисунку проходят пунцем а (рис. 46-1), ударяя молотком б. Положение пунца, руки и молотка изображено на рис. 46-2.
Если теперь подержать над углями ящик со вклеенной в смолу тарелочкой, то тарелочка нагреется скорее смолы, и ее можно будет отделить от смолы. Если на горячую тарелку капнуть несколько капель смазочного масла, то куском пакли легко удалить остатки смолы, и на тарелочке обнаружится рисунок в виде возвышенных границ, между которыми может удержаться расплавленная эмаль.
Если производится не плоская чеканка, а скульптурная, с полным рельефом, то ее ведут в несколько приемов, вклеивая вещь то правой, то левой стороной в смолу и работая сначала с изнанки, а затем с лица и т. д. (рис. 46-3 а, б).
Для украшения кувшина, вазочки чеканкой, особенно красивой на серебре, его заполняют смолой очень твердого состава и наносят слегка углубленный рисунок.
Возвышенные места заготовляют предварительно на кривых фасонных шпераках молотком мягкого дерева п затем работают с лица, убирая и осаживая излишек и выправляя рисунок, который с изнанки не мог быть точно выдержан.
ПОКРЫТИЕ ЭМАЛЬЮ
Эмали лучше покупать готовыми, однако изготовление их имеет большой интерес для экспериментатора. Состав эмалей подобен составу цветных глазурей. Они бывают кроющие и прозрачные. Эмаль наносится в зернах с водой; вода отжимается, а эмаль просушивают па вещи и плавят в муфеле (рис. 46-4, а, б) или, если не вся вещь покрывается эмалью, на паяльной лампе или газовой (бензиновой) паяльной горелке. 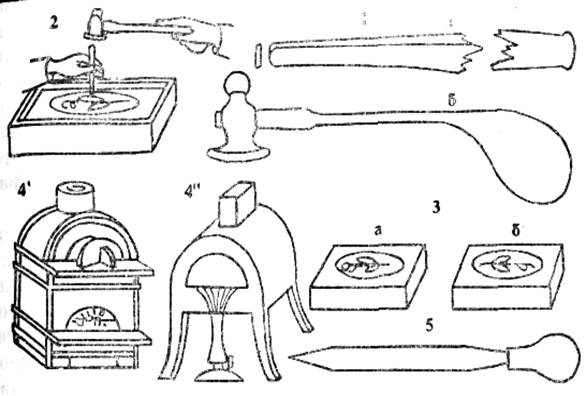 При этом не следует нагревать сверху при филигранной работе. Греть нужно снизу. Для уменьшения
При этом не следует нагревать сверху при филигранной работе. Греть нужно снизу. Для уменьшения
Рис. 46. Чеканка и эмалирование: 1— пунцы и молоток; 2— прием работы; 3— работа с левой н правой стороны; 4а — муфель для кокса или древесного угля; 46 — муфель- для газа; 5— шабер.
потери тепла остальные части предмета могут быть обмазаны асбестом, замешанным на воде.
Измельчение эмали производят в агатовой или фарфоровой ступке с дистиллированной или переваренной водой. Порошок очень тонкий взмучивают с водой до тех пор, пока вода не станет прозрачной. Тогда эмаль готова для работы.
Предмет, подлежащий покрытию эмалью, должен быть освобожден от окислов. Это достигается механическим путем — гравированием или шабрением — соскабливанием верхнего слоя металла острым скоблящим инструментом. Шабер (рис. 46-5) легко сделать, заточив конец трехгранного напильника в более тупой с острыми ребрами. Химическим путем — опусканием на 1—2 минуты в зуд (смесь серной и азотной кислот и сажи) и затем немедленным ополаскиванием водой — достигается та же цель.
После этого предмет, подлежащий эмалировке, должен быть обезжирен в отваре мыльного корня и ополоснут водой.
Для успешности дела необходимо следить за температурой плавления, кладя в муфель пробные кусочки металла, покрытые эмалью. Муфель можно отапливать коксом (рис. 46-4а), газом или карбуриро-ианным воздухом (рис. 46-46). Последнее для работ площадью не свыше 50X60 мм. Для больших работ муфель, отапливаемый коксом, лучше. Печь для него делается из железа (рис. 46-4) и выкладывается фа» : сонными камнями из шамота.
Заплавленная эмаль в виде точек и отдельных площадей может быть оставлена так как она выходит из муфеля или отшлифована и отполирована до стеклянного блеска. В такой отделке особенно красива эмаль «фондан» на гравированной, на серебре подкладке. Для приятности тона гравировку следует слегка прогреть на газовом или спиртовом (не коптящем) пламени: холодный синеватый тон исчезает и появляется приятный теплый тон.
ФИЛИГРАННАЯ РАБОТА
Применение эмали в филигранной работе дает много возможностей для создания художественных вещей.
Сам принцип филигранной техники состоит в соединении путем одновременного спаивания отдельных декоративных элементов.
Эти декоративные элементы делаются как из узких полосок тонкого серебра томпака и даже латуни, так и из проволочек, ссученных вдвое (рис. 47-1).
Изготовленные, но рисунку все эти элементы укладываются на асбестовой подкладке и постепенно нагреваются сверху пламенем паяльной лампы (рис. 47-2), непременно не коптящим, или паяльной горелки газовой, или работающей карбурированным воздухом.
Первый раз посыпают бурой очень скудно (предметы должны быть предварительно обезжирены смачиванием отваром мыльного корня), затем, продолжая нагревать, посыпают далее бурой, смешанной с мелко напиленным соответствующим припоем.
Главное искусство заключается, во-первых, в осторожном нагревании и, во-вторых, в достаточном, но не излишнем количестве припоя.
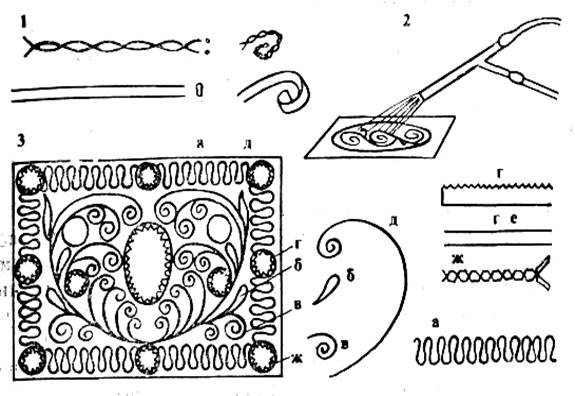 Рис. 47. Филигранная работа:
Рис. 47. Филигранная работа:
1— материал для филиграни; 2— прием паяния приготовленной вещи; 3— скандинавская пряжа и детали.
Часто, и это придает работе вид, паяют серебро 84-й пробы (900-й пробы) чистым серебром: расплавившись, чистое серебро покроет белым тонким слоем более желтое серебро 84-й пробы.
На рис. 47 приведены последовательные стадии работы и несколько образцов работы шведских крестьян (рис. 47-3).
ПРИЁМЫ ЮВЕЛИРНОЙ ТЕХНИКИ
Приемы ювелирной техники ничем не отличаются от приемов кузнеца по цветным металлам, податливость и высокие технические качества материала дают возможность упрощать работу.К числу таких упрощений работы относится протягивание через фасонные волочильни (рис. 48-1, 2 и 3) и прокатывание гравированными вальцами (рис. 48-4) для серебра и золота фасонных полосок, которые, будучи разрезаны поперек (в первом случае) и на части (во втором), дают элементы ювелирных изделий.
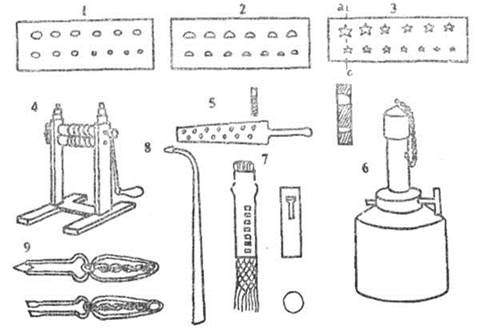 Рис. 48. Ювелирные инструменты:
Рис. 48. Ювелирные инструменты:
1— волочильная доска; 2— то же с полукруглыми отверстиями; 3— то же со звездчатыми отверстиями; 4— вальцы для прокатки; 5— винтовая доска; 6—керосиновая лампа для паяния; 7—деталь фитиля; 8— паяльная трубка; 9— щипчики.
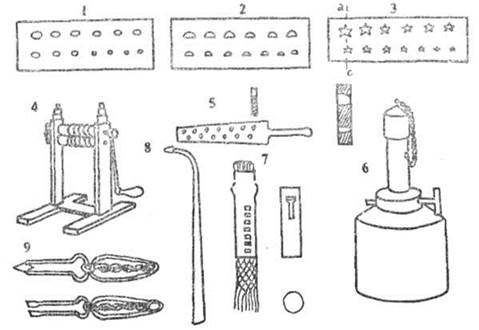 Так, обручальное кольцо делают из проволоки полукруглого сечения, а серьги с бриллиантами из проволоки соответственно раскованной по рисунку, на которой напаяны гнезда для камней, сделанные из прокатанной полоски, отрезанной по мерке камня, и соединенные между собой путем паяния.
Так, обручальное кольцо делают из проволоки полукруглого сечения, а серьги с бриллиантами из проволоки соответственно раскованной по рисунку, на которой напаяны гнезда для камней, сделанные из прокатанной полоски, отрезанной по мерке камня, и соединенные между собой путем паяния.
Конечно, во всех этих работах гравирование и чеканка играют первостепенную роль, особенно в крупных ювелирных изделиях.
Центр тяжести, однако, лежит в умении управлять огнем, пользоваться паяльной трубкой.
Первое, что нужно для паяния,— это лампа с круглым фитилем, выдвигаемым обычным способом. Ее легко сделать из низкой консервной банки, напаяв выколоченную полушаром жестяную крышку. В середине се прорезают отверстие для кюветки. В кюветку ввинчивают горелку. Обычную пятилинейную горелку переделывают так: делают круглую трубку диаметром 11 мм и длиной 85 мм, прорезают щель для пропуска зубчиков колесика, подающего фитиль, и врезают и впаивают ее в горелку на место обычной плоской трубки. Фитиль покупают специальный — круглый; на худой конец можно скатать из плоского, прошив тонкой ниткой стык.
Фитиль движется лучше, если его заключить предварительно в пригнанную по внутреннему отверстию первой трубки другую трубку с рядом прямоугольных отверстий (рис. 48-7) для пропуска зубчиков подающего колеса. Для того чтобы фитиль следовал за движением трубки, в ее верхней части делают лапки, входящие в фитиль своими зубцами, отогнутыми внутрь.
Фитиль покрывают колпачком, обычно прикрепленным к лампе на цепочке.
Второе — это паяльная трубка. Сделать ее самому возможно, спаяв ковким припоем или серебром из латуни в 0.3 мм коническую трубку; хорошо отжегши, о& залить, ее залуживая, свинцом и осторожно изогнуть по форме (рис. 48-8).
Само паяние производят на куске березового угля или в особых щипцах (рис. 48-9) на подкладке из угля.
Пламя направляют только на спаиваемое место, тщательно остерегаясь перегрева.
Штампование целых частей встречается только в массовом производстве (значки), а чаще штампуют при помощи пунцев на особых кубических шпераках с углублениями отдельные элементы, которые затем спаивают. Так, например, делают дутые изделия.
Иногда производят литые украшения (например, перстни). В этих случаях пользуются для формования нижеследующими рецептами:
Гипсовая формовочная масса
для отливки из золота, серебра;
Бронзы
Золы антрацита .... 20 частей
Гипса ................. ….. .. 30 частей
Талька............................. .. 3 части
Минеральной краски ... 2 части
Форму сушат на воздухе, затем в печи нагревают до 100° и льют в теплую форму золото и серебро, подвергая центробежному давлению.
Дата добавления: 2019-02-22; просмотров: 505; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!