Правило несовпадения твердости шипа и подшипника
Для благоприятного сочетания материал одной детали должен быть тверже другой. Принято, обычно, шип валов изготавливать из термообработанных конструкционных сталей, нередко с покрытием (например, твердый хром), имеющих высокую твердость HRC = 40...60. Втулки или вкладыши подшипника изготавливают из сплавов цветных металлов (бронза, латунь, баббит и др.) с низкой твердостью (НВ = 20...30 - для баббитов, НВ = 40...120 - для бронз, латуней и других металлических материалов).
Это правило учитывает практический опыт, заключающийся в том, что в такой паре поверхность шипа практически не изнашивается, поскольку является высокопрочной и твердой, касательные деформации от трения для нее не опасны, а поверхность втулки (вкладыша) пластична. Она не боится пластической деформации, поскольку легко ее реализует. Кроме того, в пластичных металлах непрерывно работает механизм релаксации, "залечивающий" возникающие повреждения.
Пары, у которых вал имеет большую твердость (Нвала > Н подш)), называют прямыми, а пары при Нвала< Нподш. - обратными.
Правило максимального различия размеров структурных составляющих материала
В прямой паре «стальной шип – бронзовая втулка», структурные элементы стали (блоки мозаики) имеют размеры в долях микрометра (10-6 мм), у бронзы - 10-4 мм.
При подобном подборе разнородность свойств и размеров структурных составляющих предотвращает или снижает действие главного бича подшипников скольжения - схватывания и задиров.
|
|
|
Правило снижения концентрации контактных напряжений
Деформация узлов трения под нагрузкой при действии рабочих температур, неточности формы, размеров и относительного расположения всегда создают концентрацию контактных напряжений на зубьях шестерен (рис.21), на шипах и втулках подшипников скольжения, качения, прямолинейных направляющих и т.п.
Расчетными методами и проверкой при испытаниях выбирают конструктивные решения для достижения условия σ→min.
Принципиально для этого имеются два пути: путь повышения точности и жесткости или путь применения задаваемой податливости узла.
На рис. 22 приведено решение, когда введение дополнительной опоры 3 снизило деформацию зубчатого колеса под нагрузкой, тем самым уменьшилась концентрация напряжений в пятне контакта шипа, подшипника и на зубьях шестерни.
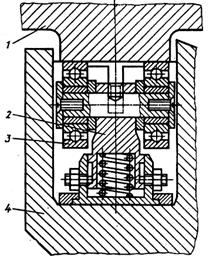
Пример применения плавающей опоры (подшипник 2) иллюстрирует способ компенсации тепловой деформации (вал нагревается больше, чем корпус), (рис. 23). Возможны другие конструктивные решения по уменьшению влияния тепловых деформаций.
Например, устройство тепловой дамбы на поршне (рис. 24). В форсированных двигателях внутреннего сгорания и неохлаждаемых поршнях основным проводником теплоты являются поршневые кольца. В таких двигателях два верхних поршневых кольца могут перегреваться.
|
|
|
А) б)
В) г) д)
Рис. 21. Схемы деформации валов (а, б), перекоса зубьев шестерен и образования
Концентрации нагрузки q по ширине зуба (в, г, д)

А) б)
Рис. 22. Консольное (а) и неконсольное (б) расположение конического колеса, снижающее
деформацию вала и неравномерность нагрузки ( ∆ 1 , ∆ 2 - перемещения вала соответственно на опорах 1 и 2)
Канавка или вставка обеспечивают большую равномерность нагрева верхнего и нижнего колец.
В двигателях легковых и грузовых автомобилей используют поршни из алюминиевых сплавов с жесткой головкой и разрезными цилиндрическими или овальными юбками (рис. 25). Головка поршня двумя длинными прорезями отделена от юбки, а последняя на одной из боковых сторон имеет косой разрез по всей длине. Такая конструкция придает юбке поршня упругость и способность деформироваться независимо от его головки. Это позволяет при ходовой посадке поршня избежать заедания при перегревах. Указанные прорези, кроме того, облегчают отвод в картер масла, снимаемого со стенок цилиндра маслосбрасывающими кольцами поршня при его прямом ходе. Поперечные прорези уменьшают отвод теплоты от головки поршня к его юбке и улучшают условия смазывания. Косой продольный паз предупреждает образование гребня в верхней части зеркала цилиндра, вызываемое износом. Продольные Т- и П-образные пазы юбки поршня не доводятся до нижнего ее обреза. Во избежание заедания неразрезанного нижнего пояса юбку поршня выполняют эллипсоидальной, с меньшей осью в направлении оси поршневого пальца. По большей оси эллипса холодный поршень образует с цилиндром посадку с зазором, при нагреве его юбка расширяется в направлении оси поршневого кольца.
|
|
|
Проведем еще два примера реализации правила снижения контактных напряжений конструктивными методами.
|
Рис. 23. Опорный узел с шарикоподшипниками: 1 - закрепленная опора; 2 - плавающая опора |
а)
б) | |||||
| Рис.24. Тепловые дамбы поршней: а - в виде прорези; б - в виде аустенитной проставки (в алюминиевом поршне) | ||||||
|
а) б) в) | ||||||
| Рис. 25. Цельноалюминиевые поршни: а - с цилиндрической разрезной юбкой; б - с овальной юбкой и Т-образным разрезом; в - с овальной юбкой и П-образным разрезом
| ||||||
|
| |||||
| Рис.26. Разгрузочная канавка 1 на торцевой поверхности подпятника шестеренного насоса: А – полость всасывания; Б – полость нагнетания | Рис. 27. Роликовая опора для разгрузки направляющих: 1 - стол; 2 - основание; 3 - ролик; 4 - станина станка; 5 - разгружающая пружина | |||||

Гидроразгрузка. На рис. 26 приведен пример разгрузки подпятника шестеренного насоса путем устройства разгрузочной канавки 1, соединяющей замкнутую полость с камерой нагнетания.
Механическая разгрузка. На рис. 27 приведен пример разгрузки прямолинейной роликовой направляющей. Величина разгрузки определяется заданной характеристикой пружины.
Преодоление сил трения и уменьшения изнашивания, прежде всего, связано с применением смазки. В современных машинах трение без смазки практически исключено. Конструкторские задачи организации смазки сводятся к определению и выбору типа смазочного материала (масло, пластичная смазка, твердая смазка), способа доставки смазочного материала в зону трения, устройства маслосистемы (включая очистку, термостабилизацию, насосное хозяйство, трубопроводы, форсунки для адресной подачи масла или при смазывании "масляным туманом" и суфлеры для отсоса масла на выходе из рабочей зоны).
В подшипниках качения применяют закладную смазку, рассчитанную либо на весь ресурс работы подшипника, либо на периодическую замену, как это принято при эксплуатации электродвигателей.
Важной конструкторской задачей для подшипников скольжения является устройство масляных канавок и карманов на поверхности трения. Одно из решений приведено на рис.28.
Рис.28. Пример исполнения канавки на вкладыше подшипника скольжения
Далее будет показано благотворное воздействие на преодоление "масляного голодания" регулярных рельефов различной гравюры, тип которой выбирается исходя из особенностей работы подшипника. Так, в подшипниках гидродинамического типа устройство сетки канавок противопоказано, так как они приводят к снижению давления в смазочном клине. Здесь эффективна система не связанных между собой углублений, содержащих "резервную" смазку. Однако все решения по конструкции узлов трения принимаются после тщательных расчетов, а критерием эффективности принятых решений являются положительные результаты испытаний.
В области механики трения получает развитие явление избирательного переноса, позволяющее создавать практически безызносные трущиеся пары с малым коэффициентом трения и высоким КПД.
Избирательный перенос – физико-химический процесс, происходящий в среде поверхностей трения и смазки, в результате которого на поверхности трения образуется защитная металлическая пленка. Эта пленка обладает особой структурой и резко снижает характеристики трения и износа.
Образование металлической защитной пленки может происходить за счет материала, содержащегося в смазке и самих трущихся парах. Например, в паре сталь+медь или ее сплавы (бронза, латунь) пленкообразующим материалом будет медь. Пленкообразующей присадкой смазки для пары сталь+сталь или чугун может быть, например, медный порошок, добавляемый в смазку ЦИА-ТИМ-201.
Избирательный перенос обладает свойством автокомпенсации износа, т. е. защитная пленка хотя и изнашивается (сравнительно мало), но непрерывно восстанавливается. Достижения в области избирательного переноса получили применение в первую очередь в узлах трения, работающих в экстремальных условиях – в вакууме на космических аппаратах, в агрессивных средах химической промышленности и др. Массового применения в машиностроении они пока не получили. Во всех случаях поверхности трения необходимо защищать от загрязнения. При загрязнении все рассмотренные методы защиты от износа становятся малоэффективными.
На современном этапе расчеты на изнашивание отстают от расчетов по другим критериям (прочности, жесткости, виброустойчивости и теплостойкости). Это объясняется тем, что изнашивание является более сложным процессом. Оно зависит от многих факторов, в том числе мало определенных, например таких, как окружающая среда, качество и своевременность обслуживания узлов трения и пр. Для исключения случайного фактора в системе смазки применяют автоматические смазочные системы, которые обслуживают машины по заданной программе без участия человека.
Дата добавления: 2019-01-14; просмотров: 321; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!