Обезжиривание и термическая обработка
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Самарский государственный аэрокосмический университет
имени академика С.П. Королева
(национальный исследовательский университет)»
Факультет двигателей летательных аппаратов
Кафедра теплотехники и тепловых двигателей
Курсовая работа
«Разработка плана внедрения системы энергоменеджмента на предприятии»
по дисциплине энергоменеджмент
Выполнил: студент группы 2509
Дементьев А.В.
Проверил: Довгялло А.И.
Самара, 2014
РЕФЕРАТ
Курсовая работа.
Расчетно-пояснительная записка: с., рис.
ЭНЕРГОМЕНЕДЖМЕНТ, ЭНЕРГОСБЕРЕЖЕНИЕ, ЭНЕРГОАУДИТ, ПРЕДПРИЯТИЕ, ПРОДУКЦИЯ, ТЕХНОЛОГИЯ, СТРУКТУРА, ТОПЛИВНО-ЭНЕРГЕТИЧЕСКИЙ РЕСУРС, ОБОРУДОВАНИЕ, ТЕХНОЛГИЧЕСКАЯ ЛИНИЯ.
В данной работе составлен план внедрения локального энергоменеджмента на фабрике по производству шоколадных плиток. Перечислены цели и задачи данного мероприятия, определен объект и предмет исследования. Представлена структура предприятия, основные технологические процессы, осуществляемые при производстве изделий, виды потребляемых ТЭР. Перечислены плановые показатели по выпуску продукции и приведено основное оборудование, используемое на предприятии. Приведены нормы потребления ТЭР. Также перечислены факторы, влияющие на потребление ТЭР и основные характеристики энергетической политики предприятия. Приведены состав и структура энергоменеджмента предприятия, указаны функции работников предприятия. Приведен планируемый план подготовки персонала в области энергосбережения. Указаны выбранные показатели и критерии энергетической эффективности. Приведен типовой план реализации системного энергоменеджмента на данном предприятии. Осуществлен анализ потребления ТЭР. Перечислены основные пункты внутреннего энергоаудита предприятия.
|
|
|
СОДЕРЖАНИЕ
Введение ………… …………………………………………………………………………….................4
ГЛАВА 1. ОБЪЕКТ ЭНЕРГОМЕНЕДЖМЕНТА.………………………………………………………5
1.1.Предприятие, продукция, структура предприятия .………………........................5
1.2.основные технологические процессы. виды потребляемых тэр...................6
1.3.Плановые показатели по выпуску продукции. особенности финансирования, рынки ………………………………………………………………………...8
|
|
|
1.4. основное оборудование и его харатеристики. нормы потребления тэр..8
ГЛАВА 2. ОСНОВНЫЕ ТРЕБОВАНИЯ В СИСТЕМЕ ЭНЕРГОМЕНЕДЖМЕНТ…………………16
2.1. ВНЕШНИЕ И ВНУТРЕННИЕ ФАКТОРЫ ВЛИЯНИЯ ПО ПОТРЕБЛЕНИЮ ТЭР……...........16
2.2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭНЕРГЕТИЧЕСКОЙ ПОЛИТИКИ ПРЕДПРИЯТИЯ ......16
2.3. СОСТАВ И СТРУКТУРА ЭНЕРГОМЕНЕДЖМЕНТА ПОДРАЗДЕЛЕНИЯ. ЗОНА ОТВЕТСТВЕННОСТИ ………………………………………………………………………………….16
2.4. ПЛАН ПОДГОТОВКИ ПЕРСОНАЛА В ОБЛАСТИ ЭНЕРГОСБЕРЕЖЕНИЯ………………...19
2.5. ВЫБОР ПОКАЗАТЕЛЕЙ И КРИТЕРИЕВ ЭНЕРГЕТИЧЕСКОЙ ЭФФЕКТИВНОСТИ……………………………………………………………………………………..21
2.6. ТИПОВОЙ ПЛАН РЕАЛИЗАЦИИ СЭнМ НА ДАННОМ ПРЕДПРИЯТИИ…………………...22
ГЛАВА 3. АНАЛИЗ ПОТРЕБЛЕНИЯ ТЭР………………………………………………….................24
3.1.ФОРМЫ И СОДЕРЖАНИЕ ПОКАЗАТЕЛЕЙ ПОТРЕБЛЕНИЯ ЭНЕРГОРЕСУРСОВ…………………………………………………………………………..................24
3.2. ТЕКУЩИЙ АНАЛИЗ ПОТРЕБЛЕНИЯ ТЭР, МЕТОДИКИ И ГРАФИЧЕСКИЕ ИЛЛЮСТРАЦИИ. ТИПОВЫЕ РЕКОМЕНДАЦИИ ПО АНАЛИЗУ. ПОЛУЧЕНИЕ ПРОГНОЗНЫХ ФУНКЦИЙ ПО ПОТРЕБЛЕНИЮ ТЭР………………………………………………………………25
ГЛАВА 4. ВНУТРЕННИЙ ЭНЕРГОАУДИТ…………………………………………………………27
|
|
|
4.1. ЦЕЛИ И ЗАДАЧИ ВНУТРЕННЕГО ЭНЕРГОАУДИТА. ПЛАН ПРОВЕДЕНИЯ ЭНЕРГОАУДИТА ПРЕДПРИЯТИЯ……………………………………………………………………27
4.2. ОБЪЕКТЫ ЭНОРГОАУДИТА И ПРЕДМЕТЫ ОБСЛЕДОВАНИЯ………………….................28
4.3. ИНСТРУМЕНТАЛЬНОЕ ОБЕСПЕЧЕНИЕ И МЕТОДИКИ……………………………28
4.4. ВИД ОТЧЕТНОСТИ……………………………………………………………………….28
Заключение ……………………………………………………………………………………..30
ПРИЛОЖЕНИЕ…………………………………………………………………………………31
ВВЕДЕНИЕ
В данной курсовой работе рассматривается разработка и технико-экономическое обоснование экономии энергоресурсов на предприятии (на примере технологической линии производства ламп накаливания). На современном этапе развития экономики проблема энергоресурсов является основной. Возрастающая стоимость энергоресурсов привела к необходимости повышения эффективности их использования. Быстрый рост тарифов на электроэнергию, газ, тепло, воду в последние годы особенно заметен и можно, с большой вероятностью, предположить, что тенденция сохранится. Рост тарифов обусловлен в основном увеличением стоимости энергоносителей, износом генерирующих источников и транспортных коммуникаций энергоносителей.
|
|
|
Поэтому осознание необходимости эффективной экономии энергоресурсов - обязательный фактор для региона, административного образования, предприятия. Предприятия должны ориентироваться в основном на разработку и выпуск приборов и автоматических систем учета энергоносителей, различных типов генераторов энергоносителей, разработку энергосберегающих технологий и оборудования.
Целью исследования является внедрение ресурсосберегающих технологий или модернизации существующих, доказав их целесообразность и эффективность.
В процессе работы над курсовой работой необходимо рассмотреть следующие задачи:
· рассмотреть теоретические аспекты деятельности энергетического хозяйства предприятия;
· проанализировать организационную и производственную структуру управления предприятием;
· рассмотреть энергоресурсы, используемые на предприятии. Исследовать структуру энергомеханического управления, которое занимается вопросами экономии энергоресурсов на предприятии;
· после проведения анализа потребления топливно-энергетических ресурсов предложить мероприятия экономии энергоресурсов.
ГЛАВА 1. ОБЪЕКТ ЭНЕРГОМЕНЕДЖМЕНТА
Объектом исследования является технологическая линия производства ламп накаливания.
1.1.Предприятие, продукция, структура предприятия
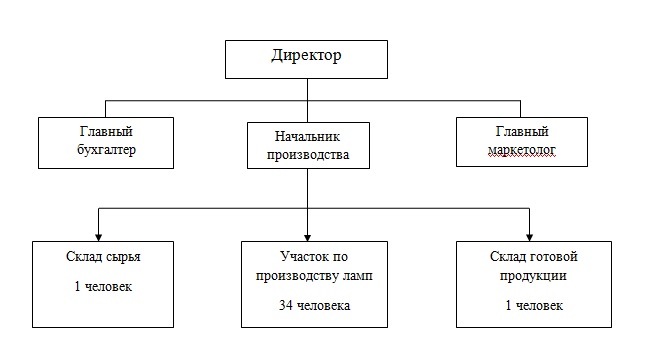 Рисунок 1 – структура предприятия
Рисунок 1 – структура предприятия
1.2.основные технологические процессы. виды потребляемых тэр
Структурная технологическая схема производства ламп накаливания представлена на рисунке 2.

Рисунок 2 - Технологическая схема производства ламп накаливания.
1.3.Плановые показатели по выпуску продукции. особенности финансирования, рынки
в плановом периоде, длиной 1 год планируется выпустить 100,000 ламп.
1.4. ПРОЦЕСС ПРОИЗВОДСТВА И ОБОРУДОВАНИЕ ЛАМП НАКАЛИВАНИЯ
Изготовление вводов
Важными заготовительными операциями в электроламповом производстве являются операции по изготовлению вводов и цоколей для ламп. При этом используются различные способы обработки металлических деталей.
Ввод является конструктивным элементом источника света, предназначенным для электрического соединения цепей от внешнего источника питания с электродами (телом накала, катодом, анодом), помещёнными внутри колбы лампы.
Вводы должны удовлетворять следующим требованиям: быть достаточно простыми в конструктивном отношении, технологичными, иметь достаточную механическую прочность, обеспечивать пропускание электрического тока требуемой силы и вакуумную плотность соединения со стеклом во всём диапазоне температур при изготовлении и работе лампы.
Конструкция и материалы ввода определяются маркой стекла, а также типом источника света – его мощностью, областью применения, конструкцией и т.п. Вводы могут быть однозвенными, состоящими из одного металла или сплава, взятого в виде отрезка прутка, проволоки или ленты, или многозвенными, состоящими из двух или более звеньев – отрезков разнородных металлов или сплавов.
Однозвенные вводы применяются для миниатюрных, сверхминиатюрных, самолётных, сигнальных и некоторых других специальных ламп. Многозвенные, в основном, трёхзвенные, вводы широко применяются для массовых ламп, а также многих типов ламп специального назначения.
Изготовление платинитовых вводов.
Платинитовые вводы изготавливаются из отдельных отрезков проволок с помощью газовой или электрической сварки. Рассмотрим отдельно технологический процесс электросварки вводов.
Электрическая (конденсаторная сварка) – это вид сварки, являющийся наиболее массовым и распространённым при изготовлении вводов.
Автомат электросварки типа ЛА-8 представляет собой четырёхпозиционную машину последовательного действия, в которой позиционный барабан переносит одно из звеньев ввода из позиции в позицию, и к нему поочерёдно привариваются другие звенья.
Процесс сварки осуществляется путём оплавления соударяющихся концов двух проволок энергией разряда батареи конденсаторов. При ударной сварке свариваемые детали сначала включаются под электрическое напряжение сварочной установки, а затем производится соударение обеих деталей. Процесс ударной сварки делится на три последовательно протекающие стадии.
В первой стадии при соударении свариваемых деталей возникает ток короткого замыкания, который производит мгновенный интенсивный разогрев свариваемых поверхностей с резким возрастанием давления и взрывообразном выплеском мелких металлических капель.
Во второй стадии происходит оплавление свариваемых поверхностей обеих деталей дуговым разрядом. Дуговой разряд продолжается до вторичного соприкосновения свариваемых деталей, наступающего после того, как сила подачи подвижной детали преодолеет силу отдачи.
Таким образом, с наступлением вторичного соприкосновения свариваемых деталей дуговой разряд переходит снова в короткое замыкание.
В третьей стадии происходит механическая осадка разогретых и оплавленных торцов обеих деталей с выплеском расплавленных частиц из сварного стыка.
Технологический процесс электросварки вводов показан на рис. 3
Изготовление трёхзвенных вводов начинается с рихтовки медной проволоки (операция 1), подачи на необходимую длину с одновременным центрированием (операция 2), зажима в губках корпуса позиционного барабана (операция 3 на позиции I), отрезки медного звена (операция 4).

Рис. 3 Технологический процесс электросварки вводов
Барабан, поворачиваясь на 90 0, переносит медное звено в позицию II сварки с платинитом (зона нижней сварки). К этой позиции подаётся отрихтованный (операция 1) и просушенный в электроспирали подогрева (операция 2) платинит, установленный на линии сварки с помощью направляющей вилки (операция 4) и центрального зажима (операция 5); одновременно просекатель, электрически соединённый с конденсаторами, прижимается к платиниту (операция 6), просекая слой буры. На позиции II резким перемещением производится сближение концов меди и платинита. Между ними возникает электрический разряд, сваривающий эти два звена (операция 7). После отрезки платинита на заданную длину (операция 8) и отвода платинита назад (для увеличения зазора в месте резки) следует второй поворот барабана на 900. В позиции III специальной оправкой звено палтинита подгибается к оси вращения позиционного барабана для облегчения его центровки в позиции IV. После третьего поворота барабана платинит, сваренный с медью, устанавливается в позиции IV сварки с никелем (зона верхней сварки)
Отрихтованная никелевая проволока (операция 1) подаётся (операция 2) к этой позиции и после центровки (операция 3) зажимается в рычаге-державке никеля и отрезается на заданную длину (операция 4) с последующим отводом отрезанного звена от ножа на 0,8 – 1,0 мм. Резким движением рычага-державки в сторону позиционного барабана (операция 6) сближаются концы платинита и никеля, между ними возникает электрический разряд, производящий сварку. Перед четвёртым поворотом губки корпуса открываются (операция 7) и готовой ввод захватывается съёмником (операция 8), сбрасывающим его в лодочку, установленную перед барабаном.
Таким образом, за полный оборот барабана получаются четыре готовых ввода.
Автомат имеет производительность 105-130 шт/мин и рассчитан на изготовление электродов диаметром никелевого звена до 1,2 мм, медного – до 0,6 м , платинитового – до 0,5 мм и длиной одного из звеньев не более 75 мм.
Изготовление крючков
Молибден принадлежит к числу редких тугоплавких металлов. Отечественная промышленность выпускает молибденовую проволоку 1 и 2 классов. Проволоку класса 2 с допуском на вес отрезка 3% применяют для изготовления держателей тела накала, впаев в тугоплавкое стекло и нагревательных элементов высокотемпературных электрических печей.
На предприятиях металлургической промышленности обогащённую руду обжигают в пламенных печах с одновременной подачей воздуха. Полученный продукт – молибденовый ангидрид, очищают от примесей.
Сначала заготовительный элемент просеивают, сушат в сушильном шкафу и снова просеивают. Полученный однородный по зернистости сухой порошок прокаливают при 500 0С в электрической печи.
Очищенный просеянный зеленоватый порошок молибденового ангидрида восстанавливают водородом в трубчатых печах с передвигающимися лодками.
Восстановленный порошок молибдена просеивают через сито, перемешивают в смесителе, увлажняют смесью глицерина и спирта и прессуют.
Прессованные штабики подвергают операциям предварительного спекания при 1100-1200 0С и окончательного спекания в одну стадию при токе, равном 90 % тока переплавки. Спекание в вакууме позволяет получить более пластичный и однородный по структуре и механическим свойствам металл.
Ковку молибдена ведут на ротационных ковочных машинах до d = 2,5 мм. Волочение проволоки с применением смазки ведут на блочном стане до d = 1,35 мм и на машинах многократного волочения до выходного диаметра.
Электролитическая очистка
Тянутая молибденовая проволока покрыта плотной чёрной оболочкой, состоящей из графитовой смазки, окислов молибдена и мелкораздробленного металлического молибдена, содранного с поверхности проволоки волоками. Эту оболочку удаляют одним из двух способов: электролитическим травлением в растворах щёлочи и термической обработкой в увлажнённом водороде. При первом способе механические свойства проволоки не изменяются, а при втором – изменяются. Первым способом очищают проволоку для керна, а вторым – для держателей электродов.
Установку электролитной очистки можно питать постоянным или переменным током. При питании постоянным током, очищаемая проволока может быть присоединена к положительному и отрицательному полюсу. На установках электролитической очистки переменным током, проволоку перематывают через четыре секции ванны с проточным электролитом, циркулирующим при помощи центробежного насоса.
Электролитической обработкой проволоки не только удаляют окисло-графитную плёнку, но и частично стравливают верхний слой металла.
Препарирование
Молибденовую проволоку для держателей отжигают в водороде или препарировочном газе с целью придания ей требуемых механических свойств и очистки от графита, окислов и поверхностных загрязнений.
Установка отжига представляет собой колпак, внутри которого укреплён спиральный цилиндрический муфель из молибденовой ленты. Муфель заключён в металлический цилиндр с теплоизоляцией, который окружён змеевиком с проточной водой. Тепло муфеля накапливают электрическим током, подводимым к нему через массивные контакты. В зону накала муфеля впускают проточный водород или препарировочный газ. Отжигаемую проволоку перематывают через муфель и нагревают. Проволока выходит из печи чистой, блестящей, гибкой и прямолинейной.
Аллюминирование
Отпрепарированную проволоку для держателей покрывают тонкой плёнкой алюминия. Плёнку наносят способом горячей металлизации, заключающимся в протягивании подогретой током проволоки через расплавленный металл.
Изготовление тарелок
Тарелка – короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины колбы. А диаметр и длину цилиндрической части в зависимости от габаритных размеров лампы. На станине автомата развёртки тарелок поворачивается горизонтальная автоматическая карусель, оснащённая 12 зажимными патронами. На 1-ых позициях огни горелок нагревают участок трубки, подлежащей обрезке. На следующих позициях устан-ая система 2-х встречно вращающихся дисковых ножей, из которых один внутренний малый вводится в трубку и прижимает её стенку к большому внешнему ножу. Свободный кольцевой участок трубки постепенно доводится огнями горелок до размягчения. В размягчённый конец трубки вводится вращающаяся чугунная шпилька – райбер и отборт-ет его на конус. При этом трубка и шпилька подогреваются огнями. Далее тарелка остывает, кулачки сжимающие трубку в патроне расходятся и освобождаемая трубка с развёрнутой тарелкой опускается под действием собственного веса на упорную площадку. Из печи отжига и оплавления тарелки попадают сначала на верхнюю, а потом на нижнюю ленту 2-х ярусного транспортёра, на которых они постепенно остывают не прикасаясь друг к другу.
Изготовление дротов
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягчённое стекло способно сохранять при растягивании подобие своего сечения. Линия горизонтального вытягивания трубок состоит из формовочной машины, роликового конвейера, тянульно-резальной машины. К выработачной части печи пристроена обогреваемая очищенным газом рабочая камера с шамотным жёлобом. Сваренная стекломасса стекает из печи по жёлобу на помещённой в рабочей камере медленно вращающимся в наклонном положении шамотном мундштуке формовочной машины. Стеклянная струя наматывается на верхнюю часть мундштука в виде ленты, которая под действием собственного веса непрерывно сползает к низу, сливаясь в сплошную массу и образуя на выходном конце мундштука утолщение, называемое луковицей. В пределах луковицы стекломасса переходит от жидкого состояния к пластичному и почти затвердевшему. Луковица служит началом тянущегося дрота. Мундштук насажен на трубу из жаропрочной стали, через который передаётся вращение от электродвигателя постоянного тока и производится установочная регулировка, т.е. подъём, опускание и поворот. В эту же трубу подводят очищенный от твёрдых частиц сжатый воздух для раздувания луковицы и образования внутренней полости дрота. Сжатый воздух препятствует сплющиванию стенок дрота под действием собственного веса. При выработке штабиков отверстие в трубе мундштука закрывают наглухо.
В начале работы или после обрыва дрота, стекло захватывают при помощи стального крючка, подтягивают вручную в горизонтальном направлении к тянульно-резальной машине и вводят в тянульные цепи этой машины. Дальнейшее вытягивание совершаются механически с постоянной скоростью. Тянульно-резальную машину устанавливают на расстоянии 30-50 метров от формовочной машины с таким расчётом, чтобы стекло успело застыть. Тянущийся дрот поддерживается конвейером рольгангом, свободно вращающимися гладкими асбоцементными роликами, направляющими пластичное стекло по оси вытягивания. Конвейер состоит из отдельных разъемных звеньев, изменением числа которых, его можно удлинять или укорачивать. Он должен быть тем длиннее, чем больше диаметр вытягиваемого дрота. Направляющие ролики вначале конвейера могут быть опущены или подняты для регулирования угла наклона конвейера и предохранения пластичного стекла от деформаций на начальной стадии вытягивания. Для уменьшения в стекле внутренних напряжений конвейер оснащают подогревными камерами и закрывают на 2/3 длины кожухом. Регулировку диаметра и толщину стенок производят изменением скорости оттягивания стекла тянульной машины, изменением давления воздуха в мундштуке, регулировкой количества стекломассы, стекающей в мундштук в единицу времени. На размеры трубок влияют также угол наклона, скорость вращения мундштука и температура стекломассы в луковице. Тянульно-резальная машина имеет механизм тяги дрота, приводимый в действие электродвигателем. Механизм состоит из двух движущихся с одинаковой скоростью и расположенных одна над другой роликовых цепей, снабжённых металлическими пластинами с асбестовыми или фибровыми накладками. Накладки зажимают охлаждённый дрот и затягивают его в машину. Механизм тяги подводит дрот к механизму резки, который разрезает его пламенем газовой горелки или надрезает увлажнённым абразивным ножом и отламывают крыльчаткой на куски постоянной длины. На электроламповых заводах стеклянные трубки распаковывают и калибруют по толщине стенок и диаметра. Раскалиброванное стекло для штабиков и штенгелей разрезают на отрезки длиной задаваемой конструкции ламп. Стеклорезный станок представляет собой надетый на горизонтальный вал дисковый закалённый и заточенный нож. Вал с ножом вращается в двух подшипниках со скоростью 4000-6000 об/мин. Дроты по 6-12 шт. кладут на нож и легко прокатывают их по режущей кромке против вращения ножа. Лезвие врезается в стекло и наносит на нём тонкие глубокие царапины, по линии царапин стекло даёт трещину. Стеклорезные станки снабжают переставляемым упором, в котором стекло прижимают торцами и которые позволяют разрезать его, с соблюдением точно заданной длины. Механизированное стеклорезальные станки имеют вращающийся загрузочный барабан, автоматически подводящий дроты к лезвию ножа. Такие станки оснащают щелевой газовой горелкой, пламя которой направляют по одной прямой с лезвием ножа. Вращающийся дрот нагревается острым огнём и при лёгком прикосновении к ножу нагревается и отламывается. Штенгели и штабики после резки калибруют по диаметру. На калибровачном автомате они автоматически перемещаются из загрузочного бункера в конусные калибровачные щели вторых пар вращающихся дисков и входят в щели тем глубже, чем меньше их диаметр. Затем упоры, прикреплённые к сторонам дисков, выталкивают их из щелей. Стекло каждого номинального диаметра выталкивается своим упором и скатывается по своему лотку в соответствующий приёмный ящик.
Изготовление ножек
Ножки предназначены для обеспечения герметичного ввода в лампу, крепления внутренних деталей ламп. По конструкционному признаку они подразделяются на бусинковые, гребешковые, и плоские ножки. Бусинковые ножки применяются для изготовления миниатюрных ламп накаливания, плоские – для изготовления специальных ламп. Гребешковые широко применяются для изготовления различных источников света, в том числе и для лампы В 220-25. Ножки собирают из тарелок, штабика, штенгеля и электродов. Иногда применяют один длинный штенгель вместо раздельных штабика и штенгеля.
Ножки могут иметь один ввод (софитные лампы), два – большинство источников света, три и более – двухсветные лампы и специальные источники света. Кроме электродов, могут впаиваться поддержки. При этом необходимо соблюдать условие, чтобы расстояния от впая до края лопатки и до откачного отверстия были не менее 0,5 мм. Диаметр откачного отверстия должен быть приблизительно равным диаметру штенгеля.
Изготовление ножек на автомате.
Ножечный автомат представляет собой высокопроизводительную многопозиционную машину карусельного типа (рис. 4).
По окружности карусели на одинаковом расстоянии друг от друга размещены 28 невращающихся клещей, предназначенных для транспортировки полуфабрикатов ножки от одного исполнительного механизма к другому.
Автомат снабжён механизмами автоматической загрузки в клещи штабиков, тарелок, штенгелей и электродов, а также механизмом перегрузки готовых ножек в печь отжига. Все загрузочные механизмы автомата сблокированы между собой при помощи механических и электрических устройств для того, чтобы при пропуске в подаче отдельных деталей приостановить подачу последующих деталей.
Распределительный вал 6 получает вращение от приводного шкива 8 посредством червячной передачи 9. На распределительный вал 6 насажены кулачки, преобразующие вращательное движение в возвратно-поступательное.
Таким образом, распределительный вал управляет в заданной последовательности всеми рабочими механизмами автомата и производимыми на автомате операциями.
На ножечном автомате расколотки для штамповки ножек установлены неподвижно на станине и поочерёдно штампуют все ножки в два приёма. Откачное отверстие продувается тоже в два приёма.
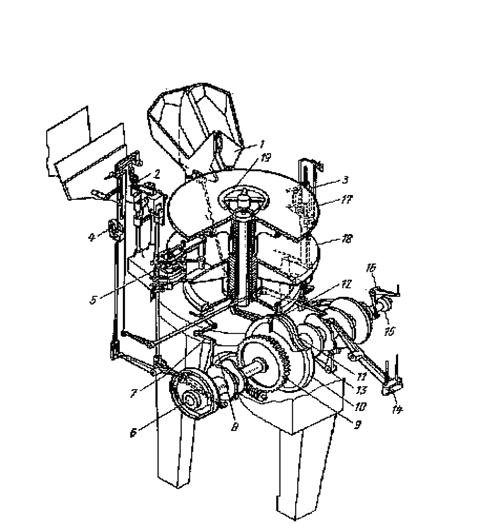
Рис. 4 Автомат сборки ножек
Горелки во время перемещения карусели отводятся рычагами назад и в момент остановки карусели возвращаются в исходное рабочее положение.
1- механизм загрузки тарелок; 2 – механизм загрузки штенгелей; 3 – механизм съёма ножек;
4 – уравнитель тарелок; 5 – клещи; 6 – распределительный вал; 7 – рычаг открывания клещей;
8 – приводной шкив; 9 – червячная передача; 10 – кулак поворота карусели; 11 – улитка;
12 – ролик для поворота карусели; 13 – рычаг отклонения горелок во время поворота карусели;
14 – рычаг привода расколоток; 15 – ролик привода цепи печи отжига;
16 – рычаг к золотнику, регулирующему продувание отверстия в ножке; 17 – верхний диск карусели;
18 – нижний диск карусели; 19 – маховик подъёма и опускания верхнего диска карусели.
На позиции 1 автомата в губки-держатели клещей автоматически загружается из бункера штабик. В бункер штабики засыпаются в неориентированном положении из расчёта работы автомата в течение 1 часа.
На позиции 2 в губки-тарелкодержатели загружается автоматически тарелка из бункера. В бункер тарелки засыпаются в неориентированном положении, полностью заполненный тарелками бункер обеспечивает работу автомата в течение 25-30 мин.
На позициях 4 и 5 из электродного магазина через направляющие воронки соскальзывают внутрь тарелки одновременно два электрода. На участке от позиции 4 до позиции 7 укреплена кулиса, не позволяющая электродам занимать произвольное положение до тех пор, пока не закроются губки, фиксирующие положение внешних звеньев электродов.
В каждый бункер одновременно загружаются электроды в количестве, необходимом для обеспечения работы автомата в течение 45 мин.
На позиции 6 тарелка поднимается до требуемой высоты – на 4-5 мм выше верхней плоскости нижних распределителей электродов.
На позиции 7 в губки зажима штенгеля автоматически загружаются штенгели в количестве, обеспечивающем работу автомата в течение 1 часа. На этой же позиции начинается нагрев тарелки слабым пламенем горелки.
На позиции 8 специальным механизмом осаживаются тарелка и штенгель для придания им требуемого положения относительно друг друга. Тарелка в губках-держателях осаживается настолько, чтобы между её торцом и верхней плоскостью нижних распределителей электродов образовался зазор 0,8-1 мм, он обеспечивает хороший разогрев нижнего торца тарелки и в момент штампования лопатки предотвращает прилипание разогретой стеклянной массы к нижним распределителям электродов. Расстояние между нижним концом штенгеля и верхним концом штабика должно быть около 3 мм.
При соблюдении такого расположения стеклянных полуфабрикатов в держателях клещей сварка их пламенем газовых горелок, образование лопатки и впаивание электродов в лопатки будут происходить нормально.
На этой же позиции ножки более энергично подогреваются пламенем горелок.
С позиции 9 до 18 тарелка, штабик и штенгель нагреваются огнями откидных парных угловых горелок с соплами, направленными друг против друга.
На позиции 9 пламя горелок обогревает нижнюю часть тарелки, на позиции 10 зона обогрева стекла поднимается несколько вверх, на 11 – пламя обогревает часть тарелки, необходимую для нормального образования лопатки. На позициях 12-14 устанавливаются «средние» огни с постепенно возрастающей интенсивностью пламени. Огни направляются на среднюю часть тарелки. На позиции 14 стекло тарелки приобретает такую степень пластичности, что кромки торца тарелки начинают несколько деформироваться под действием пламени горелок и прогибаются по направлению к телу штабика. На позиции 15 под действием огней горелок стекло тарелки становится ещё более пластичным, разогретые стенки тарелок прогибаются в сторону штабика и штенгеля настолько, что уже начинается спай стекла в одну массу. Необходимо следить за расположением и интенсивностью пламени горелок. Нельзя допускать зализывания огнями платинита во избежание интенсивного выделения газов, которые могут образовать цепочку пузырьков, ухудшающих газонепроницаемость спая. С позиции 16 до позиции 18 настраиваются «жёсткие» огни. На этих позициях сборка тарелки, штабика и штенгеля происходит ещё более интенсивно, платинит электродов закрывается стеклянной массой, и происходит окончательный спай стеклянной массы полуфабрикатов. На позиции 16 специальной горелкой производится оплавление стекла торца штенгеля. На позиции 19 автоматически штампуется лопатка (первая штамповка) двумя сходящимися расколотками. Огни настраивают «средние» во избежание прилипания стекла к накладкам губок расколоток в момент штамповки лопатки. Толщина лопатки должна быть равна диаметру штабика, эта толщина регулируется с помощью ввёрнутых в губки винтов, которые упираются в друг друга и тем самым создают необходимый зазор между расколотками. На позиции 20 настраиваются «жёсткие» огни поскольку в момент штамповки лопатки стеклянная масса заметно охлаждается от соприкосновения со стальными накладками губок расколоток. Пламя направляется в верхнюю зону лопатки с целью подготовки для продува откачного отверстия и раздува части тарелки в месте перехода в лопатку.
На позиции 21 огни «жёсткие», производятся продувание откачного отверстия и раздув лопатки в месте перехода.
На позиции 22 производится вторичная штамповка лопатки, при этом её толщина должна быть немного меньше диаметра штабика (0,85-0,9 диаметра). На этой же позиции продолжается раздувание лопатки до придания шейке ножки почти сферической формы, а также контрольное продувание откачного отверстия. Настраивают «жёсткие» огни.
На позиции 23 настраивают «мягкие» огни, происходит оплавление неровных краёв откачного отверстия. С этой позиции начинается плавное охлаждение лопатки ножки.
На позициях 24-27 огни отсутствуют – ножки остывают.
На позиции 28 готовая ножка съёмником передаётся в печь отжига для снятия внутренних напряжений.
Изготовление тела накала
Для изготовления тела накала применяются вольфрамовые проволоки марок ВА, ВМ, ВТ диаметром от 0,01 до 1,25 мм. В качестве керна используется молибденовая проволока марки МЧ или стальная марки 10. Спирали по форме можно разделить на следующие основные группы (рис. 5):
1) прямолинейные – моноспирали, биспирали и триспирали
2) секционные – односекционные, двухсекционные, многосекционные
3) плоские
Очистка вольфрамовой проволоки
В процессе производства вольфрамовой проволоки происходит загрязнение её углеродом из графитовой смазки. Углеродные загрязнения при работе лампы образуют с вольфрамом карбиды, приводящие к повышению локальной температуры и точечной хрупкости проволок и спиралей, что в свою очередь может вызвать провисание и коробление тела накала и преждевременный выход ламп из строя.
Пагубное влияние углеродных загрязнений сильнее проявляется при сравнительно низких температурах накала вольфрамовых проволок; чем выше температура эксплуатации спиралей, тем слабее становится разрушающее воздействие углерода.
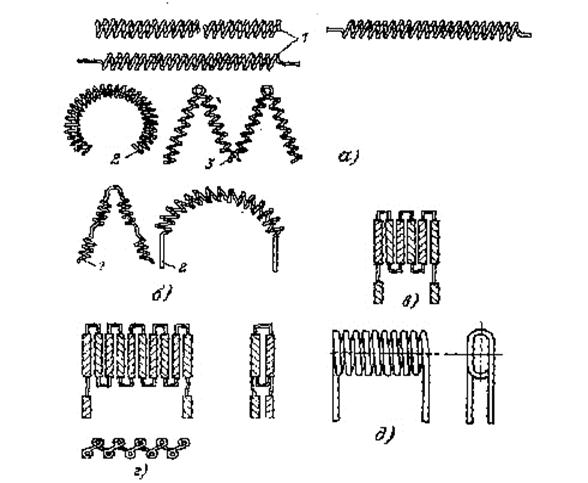
Рис. 5 Типы спиралей
а – спирали (1 – прямолинейная, 2 – дуговая, 3 – в виде зигзага); б – секционные (двухсекционные)
(1 – под углом, 2 – дужкой); в – многосекционные, формованные в одной плоскости, - «моноплан»; г – многосекционные, формованные в двух плоскостях, «биплан»;
д – плоские, изготовляемые на керне в виде пластины.
Вольфрамовая проволока очищается от окиснографитного слоя различными методами: отжигом в атмосфере влажного водорода, химическим травлением в растворах едких щелочей или в расплавах солей, а также электрохимическим травлением и ультразвуковой очисткой.
Спирализация
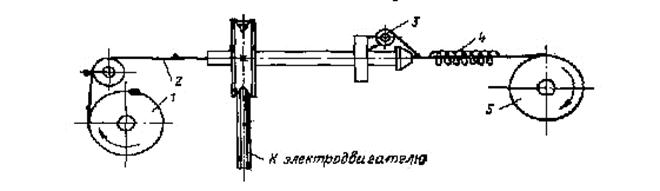
Рис. 6 Схема навивки непрерывной спирали
Навивка спиралей осуществляется на специальных спирализационных машинах. Рассмотрим навивку спиралей на машинах с непрерывным керном (рис.3.6). Вокруг керна из стальной или молибденовой проволоки 2 перематываемой с одной катушки 1 на другую 5, вращается шпуля 3 с вольфрамовой нитью. При равномерном поступательном движении керна и равномерном вращении вокруг него шпули вольфрамовая нить навивается в спираль 4 с определённым шагом, который зависит от отношения скорости перемещения керна и частоты вращения шпули.
Обезжиривание и термическая обработка
Перед термической обработкой спирали обезжиривают в ваннах с трихлорэтиленом, погружая в них на 15-30 мин намотанные на бобины спирали, или на специальной установке, перематывая проволоку через две последовательные ванны с трихлорэтиленом.
Обезжиренные спирали тщательно просушивают, промывают в кипящей 20 %-ной щелочи в течение 30 мин, затем в воде и просушивают в центрифуге.
Более производительным методом является ультразвуковая очистка спиралей.
Для устранения в проволоки наклепа, снятия внутренних напряжений и закрепления формы спирали отжигаются вместе с керном. Спирали на стальном керне подвергаются окислительному или восстановительному отжигу, на молибденовом – только восстановительному.
Окислительный отжиг, кроме улучшения механических свойств спиралей, преследует цель частичного сжигания на спиралях графитовой плёнки и разрыхления её поверхности для облегчения дальнейшей очистки.
Окислительный отжиг, осуществляется перемоткой спиралей на керне в воздушной среде через накалённый керамический муфель электрической печи. Температура отжига 600-900 0С, скорость перемотки 3-4 м/мин.
Восстановительный отжиг осуществляется перемоткой спиралей на керне в атмосфере водорода или препарир-газа через накалённый муфель трубчатой электрической печи. Температура отжига и скорость перемотки зависят от конструкции спирали и материала керна
Резка
Отожжённую спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины на специальных машинах резки спиралей нескольких типов. Принципиально они работают следующим образом: спираль подаётся точно на требуемую длину к ножам механизма резки и отрезается. В некоторых случаях для получения особо точной длины спирали подача производится на расстояние, несколько превышающее длину спирали, и отрезается двумя ножами, расстояние между которыми и определяет длину отрезанной спирали.
Сплошные непрерывные спирали длиной от 10 до 12 мм режут на автомате. Резка спиралей с тире производится на станках с ручной или механической подачей.
На автомате с фотоэлементом можно разрезать спирали диаметром 0,2-0,7 мм при диаметре нити 0,06-0,15 мм. Производительность автомата в зависимости от длины спиралей составляет 1300-1700 спиралей в час.
Травление
Травление производят для удаления керна, окислов вольфрама и графитовой смазки. Технология удаления керна определяется материалом и конструкцией спирали. Травление не должно вызывать заметного уменьшения диаметра проволоки, допускаются потери массы не более 3-5%. Наиболее массовый способ – травление спиралей в мешках из плетёной вольфрамовой сетки.
Для удаления молибденового керна травление производят в чашках.
Отжиг
Термическую обработку спиралей производят в электрических водородных печах для снятия оставшихся внутренних напряжений, очистки поверхности, выделения оставшихся газов и закрепления формы.
Спирали обрабатываемые при высокой температуре (выше 1300 0С), предварительно отжигаются при 1100 – 1150 0С. Для ламп, работающих в условиях сильных механических воздействий, термическая обработка спиралей осуществляется при более высокой температуре 2300 -2400 0С (происходит рекристаллизация вольфрама).
Режим отжига ламп оказывает влияние на первичное провисание спиралей (если напряжение при отжиге ниже 90% номинального, наблюдается большое провисание).
Монтаж тела накала
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между спиралью и вводами.
Механизированный монтаж спиралей совмещают с операцией вставления держателей на одном комбинированном автомате карусельного типа. На таком автомате в последовательном порядке производятся:
1) установка ножки в рабочее гнездо карусели
2) разведение внутренних звеньев электродов
3) подрезка концов электродов для выравнивания их по длине
4) расплющивание концов электродов
5) подача спирали вакуумным присосом в загнутые концы электродов и запрессовка концов спирали в концах электродов
6) отгибание электродов с зажатой спиралью для защиты их от огней на последующих позициях
7) постоянный разогрев конца штабика до размягчения
8) формовка линзы с концами молибденовых проволок и обрезка последних на требуемую длину
9) возвращение электродов в первоначальное положение
10) расплавление спирали и завивание свободных концов молибденовых отрезков вокруг спирали
11) калибрование развода электродов и окончательное расплавление спирали по форме многогранника
12) загибание чётных держателей вниз и нечётных вверх для придания спирали зигзагообразной формы
13) погружение спирали во вращающуюся ванну с газопоглотителем
14) сдувание излишка поглотителя и сушка его поглотителя подогретым до 60-70 0С воздухом
15) снятие смонтированной ножки и установка её на конвейер для подачи на заварку ламп.
Для механизированного монтажа требуются спирали постоянной формы и постоянных размеров; спирали должны быть прямолинейными и отличаться по длине не более чем на 1 мм.
Сжатый воздух, подводимый на позиции загрузки спирали, набрасывания спирали на держатели и сдувания излишка поглотителя, очищают от масла и грязи фильтром со стеклянной и хлопчатобумажной ватой. Детали автомата, соприкасающиеся с электродами, держателями и спиралями, должны держаться в безупречной чистоте. При смазке автомата нужно следить, чтобы масло не разбрызгивалось и не попадало на детали ножек.
Производительность автомата 1400 шт/час. Некоторые монтажные автоматы снабжают автоматическими механизмами загрузки и съёма ножек и тогда при сохранении последовательности они обслуживаются лишь одним работником, укладывающим спирали между зубьями загрузочного барабана.
Изготовление колб.
Основные рабочие устройства автомата размещены на трёх конвейерах: стеклоформующем, дутьевых головок и конвейер форм.
Конвейеры расположены друг над другом и движутся с одинаковой скоростью. Пластичная стекломасса при температуре около 1000 0С вытекает непрерывной струёй из питателя стекловальной печи. Струя закладывается двумя прокатными волоками около выдувной машины и превращается в ленту. Один из волоков имеет гладкую поверхность, а другой круглое углубление высотой 6-7 мм. Благодаря углублению стеклянная лента выходит из волоков с выступающими утолщениями в виде дисков. Ленты с дисками укладываются в средний стеклоформующий конвейер, состоящий из пластинчатых звеньев с круглыми отверстиями, точно совпадающими со стеклянными дисками. Под действием силы тяжести каждый диск, обладающий сравнительно небольшой вязкостью медленно провисает сквозь отверстие и образует пульку (порцию стекломассы). После провисания пульки на заданную глубину, стеклоформующий конвейер встречает на своём пути средний конвейер с дутьевыми головками, каждая из которых совпадает с осью пулек. Давлением сжатого воздуха из головок начинается последовательное выдувание, заставляющее пульку провисать в отверстия среднего конвейера. Окончательное выдувание колб завершается в раздвижных формах, движущихся на нижнем конвейере. Конвейер подводит очередные формы в раскрытом виде к соответствующим пулькам. Формы автоматически сдвигаются и начинают вращаться со скоростью 200 об/мин. После окончания вращение форм прекращается, полуформы раздвигаются и колбы обдуваются воздухом для охлаждения. Движение колб продолжается до тех пор, пока неподвижный упор не отобьёт их от ленты. Затем они попадают во вращающийся транспортёр на который горелками оплавляют их края. Оплавленные колбы партиями по 9 штук передаются на промежуточный транспортёр. С него колбы поступают на сетку туннельного газового лера, колбы отжигаются в течении 4-6 мин, и после выхода с лера поступают сначала на охлаждающий, а затем на разбраковочный транспортёр, за которым их проверяют и упаковывают.
Заварка
Заварка – это герметическое соединение собранной ножки ламп с колбой. При заварке стеклянная ножка и колба свариваются в одну монолитную деталь – оболочку лампы.
Первый этап заварки состоит в том, что свариваемые части ножки и баллона медленно разогреваются до размягчения стекла. Необходимая скорость разогрева стекла определяется его толщиной и температурой пламени газовой горелки. Скорость разогрева стекла пламенем газовых горелок должна составлять не больше 200 – 300 К/мин. Более быстрый разогрев приводит к появлению сильных внутренних напряжений и может вызвать появление трещин.
На втором этапе заварки происходит соединение свариваемых частей ножки и баллона, и образовавшийся шов тщательно проваривается. Стекло при этом разогревают до более высоких температур. Полученный шов не должен иметь втянутых мест, острых углов и утолщений, где могут образовываться местные напряжения, приводящие к растрескиванию стекла.
Третий этап заварки – отжиг – служит для предохранения стекла в месте сварки от возникновения сильных постоянных напряжений в нём. Допустимые скорости охлаждения заваренных ламп в зоне отжига составляют до 50 К/мин и определяются, как правило, практически. Если первый отжиг заваренной лампы не снял напряжений, лампу подвергают вторичному отжигу.
Время охлаждения ламп с тонкими стенками может быть значительно сокращено, если лампы охлаждать в специальных формах или жидких средах. В качестве жидких сред используют расплавленные соли, например селитру. Применяя эти методы, можно уменьшить время охлаждения заваренных ламп в 4-10 раз по сравнению со временем их охлаждения в воздушной среде.
Автоматическую заварку ламп накаливания общего назначения в основном производят на заварочно-откачных автоматах с 24-65 гнёздами.
В рабочее гнездо заварочной машины помещают колбу и смонтированную ножку. Ножку устанавливают в так называемую свечу, а колбу – поверх ножки в шаблон.
При движении карусели рабочие гнёзда приводятся во вращение между газовыми горелками. При этом горловину колбы греют на уровне тарелки, а тарелка нагревается лучистым потоком. Стекло колбы начинает постепенно размягчаться и вытягиваться, образуя всё меньший и меньший зазор между колбой и тарелкой. Горловина колбы соприкасается с оплавленной кромкой тарелки, привариваясь к ней, и участок стекла между цилиндрической частью колбы и тарелкой образует горло лампы. Оставшаяся нижняя концевая часть колбы (юбка) удаляется. Стекло колбы и стекло тарелки при заварке взаимно растворяются друг в друге. Месту заварки придают размеры и форму, требуемые для правильной посадки цоколя на лампу. Современные заварочные автоматы имеют узел механической формовки горла.
Дата добавления: 2018-11-24; просмотров: 343; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!