ЗАДАНИЕ ДЛЯ КОНТРОЛЬНОЙ РАБОТЫ №2
Выполнить расчет межоперационных размеров, припусков и допусков на заготовку вала.
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ К ВЫПОЛНЕНИЮ
ДОМАШНЕЙ КОНТРОЛЬНОЙ РАБОТЫ №2
Определение размеров заготовки вала.
по СТМ I том под редакцией А.М.Дальского 2001 г.
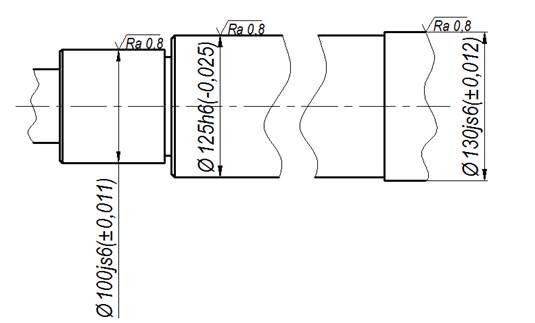
1. Рассчитываем диаметр ф130js6, расчет всегда начинают с большого диаметра (он подвергается: шлифованию, термообработке, чистовому и черновому точению)
(1) Определяем припуски на шлифование:
z1=0,85 мм (стр.361 т.41) z1 – предварительное шлифование (после ТО)
z2=0,06 мм z2 – чистовое шлифование
z мин.шлифования = z1+z2=0,85+0,06=0,91 мм
z расчетное шлифование = z мин. шлифования + б чистовое
б чистовое=250 мкм=0,19мм (стр.13 т.4)
z расчетное шлифования = 0,91+0,25=1,16 мм
Определяем размеры вала при чистовом точении:
Д чистовое =Д детали + z расчетное шлифования = Ø130+1,16=Ø131,16 мм
Операционный размер при чистовом точении:
Ø 131,16-0,25
(2) Определяем припуск на чистовое точение z мин чистовое=0,3 (стр.359 т.41)
б черновое=0,4мм (с.13 т.4)
z расчетное чистовое = z мин чистовое +б черн=0,3+0,4=0,7 мм
Определяем размер вала при черновом точении:
Д черновое=Д чистовое + z расчетное чистовое=Ø131,16+0,7=Ø 131,86 мм
Операционный размер при черновом точении ф131,86-0,4
(3) По ГОСТ 2590-88 выбираем номинальный диаметр заготовки. Принимаем прокат обычной точности Ø 135мм.
Определяем предельные отклонения на заготовку:
|
|
|
+0,8 (стр.290 т.74)
-2,0
Размер заготовки Ø135 +0,8
-2,0.
(4) Определяем припуск на черновое точение:
Z черновое расчетное = Д заготовки – Д черновое = Ø135 - Ø131,86 = 3,14 мм
(5) Определяем припуск на обработку торцов:
Zm = 3мм (стр 346 т.33)
Размер заготовки по длине:
L заготовки = L детали + (2×zm) = 720 + (2×3) = 726 мм
Допуск заготовки по длине – 2 (стр.242 т.19)
Операционный размер заготовки по длине:
726-2
2. Рассчитываем диаметр ф125h6, (он подвергается: шлифованию, термообработке, чистовому и черновому точению)
(1) Определяем припуски на шлифование:
z1 = 0,85 мм (стр.361 т.41) z1 – предварительное шлифование (после ТО)
z2 = 0,06 мм z2 – чистовое шлифование
z мин.шлифования = z1+z2=0,85+0,06=0,91 мм
z расчетное шлифование = z мин. шлифования + б чистовое
б чистовое = 250 мкм=0,25 мм (стр.13 т.4)
z расчетное шлифования = 0,91+0,25=1,16 мм
Определяем размеры вала при чистовом точении:
Д чистовое = Д детали + z расчетное шлифования = Ø125+1,16 = Ø126,16 мм
Операционный размер при чистовом точении:
Ø 126,16-0,25
(2) Определяем припуск на чистовое точение z мин чистовое = 0,3 (стр.359 т.41)
б черновое = 0,4 мм (с.13 т.4)
z расчетное чистовое = z мин чистовое + б черн=0,3 + 0,4 = 0,7 мм
Определяем размер вала при черновом точении:
|
|
|
Д черновое = Д чистовое + z расчетное чистовое=Ø126,16+0,7=Ø 126,86 мм
Операционный размер при черновом точении Ø 126,86-0,4
(4) Определяем припуск на черновое точение:
Z черновое расчетное = Д заготовки – Д черновое = Ø135 - Ø126,86 = 8,14 мм
3. Рассчитываем диаметр ф100js6, (он подвергается: шлифованию, термообработке, чистовому и черновому точению)
(1) Определяем припуски на шлифование:
z1 = 1,0 мм (стр.361 т.41) z1 – предварительное шлифование (после ТО)
z2 = 0,06 мм z2 – чистовое шлифование
z мин.шлифования = z1+z2=1,0+0,06=1,06 мм
z расчетное шлифование = z мин. шлифования + б чистовое
б чистовое = 220 мкм=0,22 мм (стр.13 т.4)
z расчетное шлифования = 1,06+0,22=1,28 мм
Определяем размеры вала при чистовом точении:
Д чистовое = Д детали + z расчетное шлифования = Ø100+1,28 = Ø101,28 мм
Операционный размер при чистовом точении:
Ø 101,28-0,22
(2) Определяем припуск на чистовое точение z мин чистовое = 0,3 (стр.359 т.41)
б черновое = 0,35 мм (с.13 т.4)
z расчетное чистовое = z мин чистовое + б черн=0,3 + 0,35 = 0,65 мм
Определяем размер вала при черновом точении:
Д черновое = Д чистовое + z расчетное чистовое=Ø101,28 +0,65 = Ø 101,93 мм
Операционный размер при черновом точении Ø 101,93-0,35
|
|
|
(4) Определяем припуск на черновое точение:
Z черновое расчетное = Д заготовки – Д черновое = Ø135 - Ø101,93 = 33,07 мм
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Основные:
1. Акулич Н.В. [Текст] Технология машиностроения– Ростов/н. Дон.: ИЦ «Феникс», 2015 г.
2. Марголит Р. Б. [Текст] Технология машиностроения: учебник для СПО/
Р.Б. Марголит.-М.: Издательство Юрайт,-2017.-413 с.
Дополнительные:
1. Справочник технолога-машиностроителя. В 2-х томах Т.1. [Текст] / под ред. А.М. Дальского и др.- 5-е изд., перераб. и доп.- М,: Машинолстроение-1, 2001 г., 912 с., ил.
2. Технология машиностроения. Практикум [Электронный ресурс] : учебное пособие / А.А. Жолобов [и др.]. — Электрон. текстовые данные. — Минск: Вышэйшая школа, 2015. — 336 c. — 978-985-06-2410-9. — Режим доступа: http://www.iprbookshop.ru/48020.html
ПРИЛОЖЕНИЕ А
Дата добавления: 2018-11-24; просмотров: 181; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!