Описание конструкции детали и ее назначение
Государственное бюджетное профессиональное образовательное учреждение
Пермский политехнический колледж им. Н.Г. Славянова
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ДЛЯ ОБРАБОТКИ ДЕТАЛИ ТМК.17.01.09 «Валик управления»
Курсовой проект по модулю ПМ.01 разработка технологических процессов изготовление деталей машин
Выполнил студент
гр. ТМ-17-1
Коровин К.А.
Проверил преподаватель
Костина Л.Л.
СОДЕРЖАНИ
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2 |
| ТМК.17.01.09 ПЗ |
| Разраб. |
| Коровин К.А. |
| Провер. |
| Костина Л.Л. |
| Н. Контр. |
| Утверд. |
| Костина Л.Л. . |
| Разработка технологического процесса для обработки детали ТМК17.01.09 «Валик управления» Пояснительная записка |
| Лит. |
| Листов |
| 50 |
| гр.ТМ-17/1 гр. ТМ-17/1 |
Введение. 3
1 Общая часть. 5
1.1 Описание конструкции детали и ее назначение. 5
1.2 Анализ детали на технологичности. 7
1.3 Характеристика материала. 10
2 Технологическая часть. 11
2.1 Определение типа производства. 11
2.2 Техническое обоснование выбора заготовки. 12
2.3 Определение припусков. 13
2.4 Обоснование выбора баз. 14
2.5 Анализ заводского технологического процесса. 14
2.6 Принятый маршрут обработки детали. 16
2.7 Выбор оборудования. 17
2.8 Выбор технологического оснащения. 22
2.9 Расчет режимов резания. 25
|
|
|
2.10 Нормирование операций. 31
2.11 Расчет управляющей программы на станок с ЧПУ.. 36
3 Конструкторская часть. 37
3.1 Конструирование и расчет режущего инстурмента. 37
3.2 Конструирование и расчет мерительного инструмента. 42
3.3 Конструирование и расчет приспособления. 44
Заключение. 48
Список литературы.. 49
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 3 12 1 |
| ТМК.17.01.09 ПЗ |
Машиностроение-это главная отрасль мировой промышленности, занимающая производством машин, оборудования, приборов и т.д.
Истоки машиностроения берут начало ещё в эпохе неолита: древние люди вытачивали из дерева и кости орудия труда и обороны с помощью самых первых станков, примитивных ручных устройств. Технологии развивались вместе с цивилизацией: ко временам Древнего Египта появился полноценный токарный станок для обработки керамики и дерева, где вращение обтачиваемой детали происходило с помощью натянутой тетивы лука. В Древней Греции и Древнем Риме тоже применялись токарные станки, причём за 400 лет до нашей эры они уже обрабатывали металлические изделия. Однако прошло еще много столетий, прежде чем пришла индустриализация, и машиностроение превратилось в целую отрасль, базовую для экономики всего мира, промышленное и индустриальное сердце любой страны.
|
|
|
Технология машиностроения создавалась трудами советских и российских ученых: А.П. Соколовского, Б.С. Балакшина, В.М. Кована, В.С. Корсакова, Ю.Н. Калачникова, В.Н. Лебедев и многие другие достойные люди.
К технологии машиностроения относится следующие области производства: технология литья, технология обработки давлением, технология сварки, технология механической обработки, технология сборки машин, то есть технология машиностроения охватывает все этапы процесса изготовления машиностроительной продукции.
Сегодня машиностроение можно условно разделить на три группы: научная, трудоемкая, металлоемкая. Являясь крупной отраслью, производящей огромный ассортимент различной продукции, машиностроение подразделяется на ряд подотраслей:
1) Общее машиностроение (например, производство средств транспорта, сельхозмашин, производственного оборудования);
2) Тяжелое машиностроение (например, производство металлургического, горношахтного оборудования);
3) Среднее машиностроение (делится на автомобилестроение, станкостроение и т.д.);
4) Точное машиностроение (приборостроение, радиотехническая и электронная промышленность и др.).
|
|
|
Так же к списку отраслей можно добавить разделы, которые появились совсем недавно (вторая половина XX века), такие как: ракетостроение, электроника, радиотехника, робототехника. Развитие каждой из отраслей является немаловажной задачей, так как от этого зависит во многом общий финансовый и экономический рост.
Факторы, влияющие на изменение структуры отраслей:
1) Научно-технический прогресс. Чем интенсивней развивается наука и техника, тем нарастает потребность в новых отраслях, выделение из уже сформированных новых подотраслей;
2) Темп развития народного хозяйства;
3) Рост материального состояния населения, изменение в потребностях.
Основная цель развития машиностроительного комплекса России – технологическая модернизация и удовлетворение внутреннего платежеспособного спроса на машиностроительную продукцию, расширение присутствия на внешних рынках. Ее достижение должно быть осуществлено на основе преобразования машиностроения в конкурентоспособный, эффективный, динамично развивающийся, высокотехнологичный и восприимчивый к инновациям комплекс, интегрированный в систему международного разделения труда.
|
|
|
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 4 12 1 |
| ТМК.17.01.09 ПЗ |
1) повысить конкурентоспособность машиностроительной продукции на основе использования новых технологий;
2) улучшить инвестиционную привлекательность предприятий отрасли, в том числе для иностранных инвестиций;
3) расширить рынки сбыта машиностроительной продукции, в том числе за счет совершенствования таможенно-тарифной политики и поддержки экспорта;
4) реструктуризировать машиностроительный комплекс, в том числе отраслевые научные учреждения и организации;
5) улучшить обеспечение высококвалифицированными научными и рабочими кадрами.
Указанные меры должны реализовываться в комплексе с принятыми и одобренными Правительством Российской Федерации программами, стратегиями и концепциями.
О тех людях, без которых немыслимо развитие и будущее машиностроение - это работники машиностроительной сферы, они задействованы в создании буквально всех благ цивилизации: от самолётов и космических аппаратов до мебельной фурнитуры и механических карандашей. Технологи машиностроения изучают действующие технологии обработки машин на основе использования информационной техники и компьютерных систем автоматизированного проектирования (САПР). Специалисты данной профессии проектирует технологические процессы сборки, механической, термической и других видов обработки деталей и узлов изделия и технологической оснастки. Результатом деятельности технолога является оптимальный и технически доступный проект получения в производстве необходимого продукта. С каждым годом производство совершенствуется, появляется передовое оборудование, и поэтому данная профессия актуальна как никогда, и это неудивительно, ведь для обеспечения конкурентоспособности своей продукции предприятиям необходимы высококвалифицированные специалисты.
Вышеизложенное показывает, что производству в нынешнее время требуются высококвалифицированные кадры, которые проходят обучение в техникуме либо ВУЗе с прохождением производственной практики.
Поэтому основной целью курсового проекта является демонстрация общих и профессиональных компетенций, в частности в разработке оптимального технологического процесса.
Задачи работы:
¾ выбор оптимального метода получения заготовки в соответствии с заданной производственной программой;
¾ разработка технологического процесса с использованием современного высокопроизводительного оборудования, эффективных режимов резания, специальной оснастки и инструмента;
¾ расчет норм времени
¾ Конструирование режущего мерительного инструмента
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
12
1
1 Общая часть ТМК.17.01.09 ПЗ
Описание конструкции детали и ее назначение
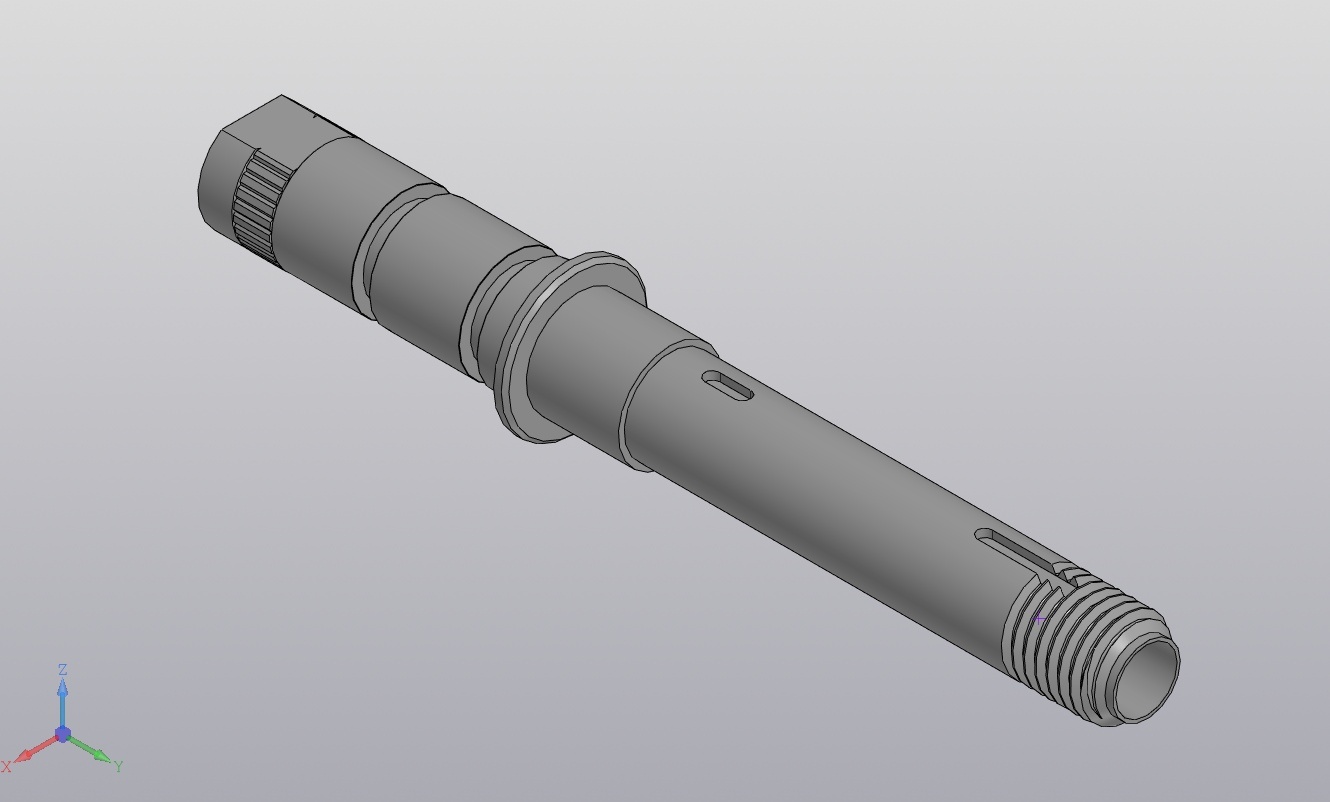
На данном чертеже изображена деталь «Валик управления». Относится к классу валов, подклассу валикам (так как имеет форму тела вращения) и применяется, в сборочном узле систем топливопитания для двигателей воздушного назначения. Масса детали составляет 0,072 кг. Масса заготовки-0,3 кг. Заготовка: труба бесшовная из коррозионно-стойкой стали ГОСТ 9441-81. Материал, применяемый для данной детали- Сталь 95Х18 ГОСТ 2590-2006. Габариты детали: max.Ø=19мм и общая длина изделия равна 116,5±0,2 мм. Общая неуказанная шероховатость поверхностей  . Деталь имеет глубокое внутренние отверстие Ø=
. Деталь имеет глубокое внутренние отверстие Ø=  с шероховатостью поверхности
с шероховатостью поверхности  .
.
Первая ступень: слева от торца на наружной поверхности (Ø=14f7) имеется лыска (Ø =  мм, ширина-9,5 мм, шероховатость поверхностей
мм, ширина-9,5 мм, шероховатость поверхностей  ), поверхность лыски клеймят (К) по ОСТ 1 80085-73-окончательная приемка детали. Червячный венец расположен от левого торца на расстоянии
), поверхность лыски клеймят (К) по ОСТ 1 80085-73-окончательная приемка детали. Червячный венец расположен от левого торца на расстоянии  мм , с параметрами: модуль (m)=0,4, число зубьев (z)=31, степень точности-9Х ГОСТ 9774-61, делительный диаметр (
мм , с параметрами: модуль (m)=0,4, число зубьев (z)=31, степень точности-9Х ГОСТ 9774-61, делительный диаметр (  )=12,4 мм, и др. параметры, шероховатость поверхностей червячного венца , здесь же выполнена наружная канавка (наружная диаметр червяка Ø=13,2 мм, шероховатость поверхности канавки ), рассчитанная от оси детали на размер 8,95 (расчетный) мм, радиус канавки (R 2,35) ). Выполнена фаска от отверстия (Ø=9H14) под 30°, шероховатость поверхности фаски
)=12,4 мм, и др. параметры, шероховатость поверхностей червячного венца , здесь же выполнена наружная канавка (наружная диаметр червяка Ø=13,2 мм, шероховатость поверхности канавки ), рассчитанная от оси детали на размер 8,95 (расчетный) мм, радиус канавки (R 2,35) ). Выполнена фаска от отверстия (Ø=9H14) под 30°, шероховатость поверхности фаски  . На наружной поверхности детали имеются две одинаковые канавки (Ø=11h8, ширина канавок 2,3H12, шероховатость поверхностей торцев
. На наружной поверхности детали имеются две одинаковые канавки (Ø=11h8, ширина канавок 2,3H12, шероховатость поверхностей торцев  ), расположенные от торца буртика на расстоянии 7 мм и 21±0,2 мм, наружные кромки притуплены радиусом (R0,1) профиль канавок имеет радиус скругления (R0,5*-обеспеч.инструментом) ). На наружной поверхности детали имеется канавка (Ø13,7 мм , ширина канавки 1,6 мм, фаска под 45°*-опеспеч.инструментом, шероховатость поверхности канавки ). От левого торца на расстоянии 41±0,2 мм имеется буртик (Ø=19 мм, ширина буртика 1,5 мм, фаска 0,5×45°, шероховатость поверхностей торцев –
), расположенные от торца буртика на расстоянии 7 мм и 21±0,2 мм, наружные кромки притуплены радиусом (R0,1) профиль канавок имеет радиус скругления (R0,5*-обеспеч.инструментом) ). На наружной поверхности детали имеется канавка (Ø13,7 мм , ширина канавки 1,6 мм, фаска под 45°*-опеспеч.инструментом, шероховатость поверхности канавки ). От левого торца на расстоянии 41±0,2 мм имеется буртик (Ø=19 мм, ширина буртика 1,5 мм, фаска 0,5×45°, шероховатость поверхностей торцев –  . Левый торец маркируют электрографом и присваивают (Н)-заводской номер детали, шероховатость поверхности левого торца
. Левый торец маркируют электрографом и присваивают (Н)-заводской номер детали, шероховатость поверхности левого торца  .
.
Вторая ступень имеет Ø=14мм и длину 12 мм с шероховатостью поверхности ступени  , поверхность ступени маркируется электрографом, с присвоением порядкового номера (буквы и цифры) от 1 до 99, а также буквы русского алфавита, кроме: З,Й,Ч,Ъ,Ь,Ы.
, поверхность ступени маркируется электрографом, с присвоением порядкового номера (буквы и цифры) от 1 до 99, а также буквы русского алфавита, кроме: З,Й,Ч,Ъ,Ь,Ы.
Третья ступень: справа от торца имеется уступ (Ø=10,5 мм, ширина 1мм, фаска под 45°*-обспеч.инструментом). На наружной поверхности имеется резьба (М12×1,5-6е с параметрами: номинальный диаметр Dном. Ø=12 мм, шаг-1,5, степень точности-6е, длина резьбы 14 мм). На наружной поверхности имеется два одинаковых шпоночных паза (ширина шпоночного паза 2 мм и глубина 1,1 мм, радиус фрезы (R1*-обеспеч.инструментом) ), но отличающиеся по длине: первый паз-  мм, второй паз-13±0,2 мм, находящиеся на расстоянии от левого торца: первый паз-59±0,2 мм, второй паз-94,5±0,2 мм, шероховатость поверхностей пазов-
мм, второй паз-13±0,2 мм, находящиеся на расстоянии от левого торца: первый паз-59±0,2 мм, второй паз-94,5±0,2 мм, шероховатость поверхностей пазов-  .). Правый торец маркируют электрографом и присваивают товарный знак: (Т)-наименование предприятия изготовителя, шероховатость поверхности правого торца .
.). Правый торец маркируют электрографом и присваивают товарный знак: (Т)-наименование предприятия изготовителя, шероховатость поверхности правого торца .
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 6 12 1 |
| ТМК.17.01.09 ПЗ |
Рисунок 1 – Деталь выполнена в 3D-проекции
Изм.
Лист
№ докум.
Подпись
Дата
Лист
7
12
1
1.2 Анализ детали на технологичность ТМК.17.01.09 ПЗ
На основании изучения условий работы узла изделия (деталь «Валик управления»), а также учитываю заданную годовую программу, в возможности упрощения конструкции детали и в целесообразности замены материала не нуждается. Имеется возможность применения высокого производительных методов обработки. На наружной поверхности слева от торца расположен червячный венец- труднодоступное место для обработки, так как для обработки необходимо специальное оборудование и применяется специальные измерительные инструменты для измерения множества параметров червячного венца. Имеется возможность совмещения технологической и измерительной базы. Данную деталь возможно выполнить на станках с высокой и повышенной точности. Поверхности можно измерить стандартными измерительными инструментами, кроме поверхностей червячного венца. Нет необходимости в использовании искусственных баз. Нет необходимости в дополнительных технологических операциях, так как нет специфических требований. Наилучшим вариантом способом получения заготовки (для данной детали «Валик управления») является прокат. Наивысший квалитет точности имеет размер -  14f7; наивысший класс шероховатости имеет внутренние отверстие -
14f7; наивысший класс шероховатости имеет внутренние отверстие -  . Деталь имеет глубокое внутреннее отверстие малого диаметра (Ø=8 мм). Деталь нежесткая (Ø/L). В конструкции детали были заложены нетехнологические решения: два закрытых шпоночных паза с небольшими размерами, вследствие чего требуются режущий инструмент малого диаметра; две наружные канавки имеют высокий класс шероховатости и высокий квалитет точности.
. Деталь имеет глубокое внутреннее отверстие малого диаметра (Ø=8 мм). Деталь нежесткая (Ø/L). В конструкции детали были заложены нетехнологические решения: два закрытых шпоночных паза с небольшими размерами, вследствие чего требуются режущий инструмент малого диаметра; две наружные канавки имеют высокий класс шероховатости и высокий квалитет точности.
Таблица 1 – Соответствие заданной шероховатости на чертеже детали экономической точности размеров
| Размер и кв.точности | Шероховатость заданная на чертеже | Шероховатость, соответствующая экономической точности размеров | Примечание |
| 12f7
| 
| 
| Соответствует |
| 11h8
| 
| 
| Соответствует |
| 2d9 |
|
| Соответствует |
| 10,9h11
| 
|
| Соответствует |
| 2,3H12
|
| 
| Не соответствует |
| ∅9H14 |
|
| Не соответствует |

| 
| 
| Соответствует |
| М12×1,5-6e |
| 
| Соответствует |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 8 12 1 |
| ТМК.17.01.09 ПЗ |
2,3H12, ∅9H14.
Количественная оценка выполняется в соответствии с ГОСТ 14.202-73.
Определение коэффициента шероховатости
Таблица 2 – Определение шероховатости поверхностей коэффициента
| № | Шероховатость i-ой поверхности Ra | Кол-во обработанных поверхностей Шi | Шi × ni |
| 1 | 1,25 | 9 | 11,25 |
| 2 | 1,6 | 12 | 19,2 |
| 3 | 2,5 | 8 | 20 |
| 4 | 5 | 1 | 5 |
| Итого | Σ=30 | Σ=55,45 | |
Определение коэффициента шероховатости определяется по формулам:

где:
цифры обозначают кл.шероховатости;
 -количество поверхностей данного кл.шероховатости;
-количество поверхностей данного кл.шероховатости;
Вывод: при значении  -деталь считается трудоемкой в производстве, так как полученное значение
-деталь считается трудоемкой в производстве, так как полученное значение  , то деталь не является трудоемкой производстве по классу шероховатости.
, то деталь не является трудоемкой производстве по классу шероховатости.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 9 12 1 |
| ТМК.17.01.09 ПЗ |
Таблица 3 – Определение коэффициента точности
| № | Квалитет точности обработки i-й поверхности Ti | Кол-во обработанных поверхностей Ni | Ti × ni |
| 1 | 7 | 2 | 14 |
| 2 | 8 | 1 | 8 |
| 3 | 9 | 1 | 9 |
| 4 | 11 | 1 | 11 |
| 5 | 12 | 2 | 24 |
| 6 | 14 | 11 | 154 |
| Итого | Σ=18 | Σ=220 | |
Определение коэффициента точности по формулам:

где:
цифры обозначают кл.шероховатости;
-количество поверхностей данного кл.шероховатости;
Вывод: при полученном значении  -деатль считается трудоемкой по точности в изготовлении, так как
-деатль считается трудоемкой по точности в изготовлении, так как  то деталь не является трудоемкой по точности в производстве.
то деталь не является трудоемкой по точности в производстве.
Определение технологичности по предпочтительным рядам
Таблица 4 – Определение технологичности по предпочтительным рядам
| Ra 10 | Ra 10 | Ra 20 | Ra 40 |
| 1 | 2 | 14 | 1,5 |
| 1,6 | 9,5 | ||
| 6 | |||
| 1,3 | |||
| *Дополнительные размеры: 2,3, 7,41, 54,5 , 59, 116,5 | |||
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 10 12 1 |
| ТМК.17.01.09 ПЗ |
Общий вывод: Деталь является нетехнологичной.
Характеристика материала
Марка стали: 95Х18 ( стар. обозначение 9Х18 ЭИ229 ) ГОСТ 2590-2006
Вид поставки: трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали ГОСТ 9441-81
Класс: сталь коррозионно-стойкая обыкновенная
Использование в промышленности: втулки, оси, стержни, шариковые и роликовые подшипники и другие детали, к которым предъявляются требования высокой твердости и износостойкости и работающие при температуре до 500 °С или подвергающиеся действию умеренных агрессивных сред.
Химический состав, в % :
Таблица 5 – Химический состав, в %
| C | Si | Mn | Ni | S | P | Cr | Cu | Fe |
| 0,9-1,0 | до 0,8 | до 0,8 | до 0,6 | до 0,025 | до 0,03 | 17-19 | до 0,3 |  78 78
|
Таблица 6 – Механические свойства стали 95Х18 ( стар. обозначение 9Х18 ЭИ229 )
| Механические свойства стали 95Х18 ( стар. обозначение 9Х18 ЭИ229 ) | ||||||
| Состояние поставки, режим термообработки | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) | HB(HRCэ) |
| Закалка с 1000-1050 °С, масло. Отпуск 200-300 °С, воздух или масло. | - | - | - | - | Св. 56 | |
| Пруток. Полный отжиг 885-920 °С, 1-2 ч. | 420 | 770 | 15 | 30 | - | - |
| Пруток. Полный отжиг 730-790 °С, 2-6 ч. | 770 | 880 | 12 | 25 | - | 24-29 |
| Подогрев 850-860 ºС. Закалка 1000-1070 ºС, масло или воздух. Обработка холодом 70-80 ºС. Отпуск 150-160 ºС, воздух | - | 1980-2300 | - | - | 63 | Св. 59 |
Технологические свойства материала
1)Удельный вес: 7750 кг/м3;
2)Термообработка: Отжиг 885 - 920oC, 1 - 2ч;
3)Температура ковки, °С: начала 1180, конца 850. Сечения до 700 мм подвергаются отжигу с перекристаллизацией, отпуску;
4)Твердость материала: HB 10 -1 = 230 - 240 МПа;
5)Температура критических точек: Ac1 = 830 , Ac3(Acm) = 1100 , Ar3(Arcm) = 810;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 11 12 1 |
| ТМК.17.01.09 ПЗ |
σв = 700 МПа, К υ тв. спл = 0,86, Кυ б.ст = 0,35;
7)Свариваемость материала: не применяется;
8)Флокеночувствительность: незначительная;
9)Склонность к отпускной хрупкости: склонна.
Технологическая часть
Дата добавления: 2021-02-10; просмотров: 277; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!