Электропроводка в стальных трубах
Проверке подлежит соответствие монтируемых стальных труб предусмотренным проектом.
Для электропроводок применяются трубы: водогазопроводные обыкновенные по ГОСТ 3262-62. водогазопроводные тонкостенные по ГОСТ 8966-59, электросварные специальные для электропроводок по ГОСТ 10704-63. Запрещается применять для электропроводок водогазопроводные усиленные, а также бесшовные трубы, так как они намного дороже указанных выше труб и их применение приводит к неоправданному перерасходу металла.
Бесшовные трубы при проверке можно легко отличить от всех остальных труб отсутствием в них шва. Усиленные же газопроводные трубы отличаются от обыкновенных тем, что они имеют большую толщину стенки для одного и того же условного прохода.
При помощи штангенциркуля замеряют размеры трубы и сравнивают их с размерами, указанными в трубозаготовительных ведомостях проекта или эскизах предварительных замеров.
Для стока могущей конденсироваться в трубах влаги они должны быть проложены на горизонтальных участках трассы с некоторым уклоном к коробкам.
Для предотвращения разрушающего воздействия продуктов коррозии труб на оболочки проводов и кабелей, проложенных в них, трубы, прокладываемые открыто, должны окрашиваться снаружи и внутри или оцинковываться. Трубы, прокладываемые в бетоне, снаружи не окрашиваются для лучшего сцепления наружной поверхности труб с бетоном. Окраска труб выполняется лаками, эмалями или красками в зависимости от среды.
При проверке трубопроводов, предназначенных для электропроводок, следует обращать внимание на изгибы труб. Смятие труб на углах не допускается.
Для облегчения протаскивания проводов или кабелей в трубах радиусы изгиба труб должны быть следующие:
не менее 10-кратного диаметра труб при прокладке в трубах кабелей с голой свинцовой, алюминиевой или поливинилхлоридной оболочкой для всех видов скрытой и открытой прокладки, при прокладке труб в бетонных массивах (как исключение допускается 6-кратный диаметр);
не менее 6-кратного диаметра труб во всех случаях скрытой прокладки труб в условиях, когда вскрытие трубопровода не представляет особых затруднений и при открытой прокладке груб с внутренним диаметром 80 мм и более;
не менее 4-кратного диаметра труб при скрытой прокладке труб с внутренним диаметром до 70 мм включительно.
Нормализованными радиусами изгиба труб считается 800 и 400 мм, причем радиус 400 мм применяется для труб, прокладываемых в перекрытии для вертикальных выходов, и в тех случаях, когда условия прокладки не позволяют выполнять изгиб радиусом 800 мм.
Минимальный угол изгиба равен 90°. Углы менее 90° не допускаются, так как при сложной конфигурации трубопровода и большой его протяженности будет невозможно протащить провода или кабели через трубы. Количество изгибов на трубах под углом 90° на трубопроводе должно быть не более трех. Нормальными углами изгибания принято считать углы 90, 105, 120, 135 и 150е.
Если при проверке установлено, что диаметры труб меньше указанных -в эскизах или трубозаготовительных ведомостях, то не исключена возможность повреждения изоляции проводов или обрыва их жил вследствие приложения больших усилий при протаскивании проводов.
Проверке подлежат провода, прокладываемые в трубах, и их сечение.
Для прокладки в стальных трубах, коробах и в замкнутых каналах строительных конструкций зданий должны применяться провода и кабели, специально предназначенные для этой цели.
Монтаж проводов в трубах выполняется по проекту. В проекте указываются марки проводов и кабелей, которые должны быть проложены в трубах.
Минимальные сечения токопроводящих жил изолированных -проводов, прокладываемых в трубах, принимаются 1 мм2 для медных и 2,5 мм2 для алюминиевых жил.
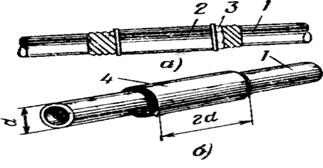
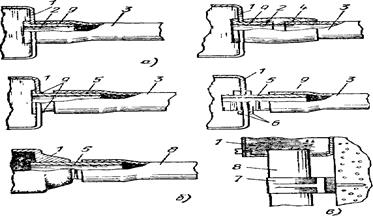
Выборочно проверяют соединение труб между собой и с аппаратурой. Соединение стальных труб, прокладываемых открыто и скрыто с уплотнением мест соединений, должно быть выполнено стандартными муфтами на резьбе с уплотнением (рис. 23,о) пенькой, пропитанной разведенным на олифе суриком. При отсутствии стандартных муфт допускается соединение гильзами из отрезков труб большего диаметра, привариваемых к соединяемым трубам по всему периметру краев гильз (рис. 23.6). Соединение труб с коробками ящиками,, аппаратами и корпусами электрооборудования, в которые сводятся трубы, разрешается выполнять так, чтобы был обеспечен надежный электрический контакт между трубой и коробкой, ящиком, корпусом. Выборочно проверяется затяжка гаек в коробках.
Для того чтобы исключить смещение труб относительно несущих конструкций или частей здания, трубы надежно закрепляются на основании скобами, накладками или закрепами (рис. 24).
|
|
|
|
|
|
|
|
|
Рис. 23. Соединение стальных труб между собой. а — при помощи муфты на резьбе; б — сваркой при помощи гильзы из трубы большого диаметра; 1 — труба; 2 — муфта: 3 — гайка; 4 — отрезок трубы большего диаметра.
При проверке необходимо обращать внимание, на обработку концов труб. Концы труб после отрезки очищаются от заусенцев, раззенковываются и оконцовываются металлическими или пластмассовыми втулками. При проверке электропроводок в трубах следует проверять надежность выполнения соединений и оконцеваний, а также правильность присоединения проводов и выполнения фазировки.
|
|
|
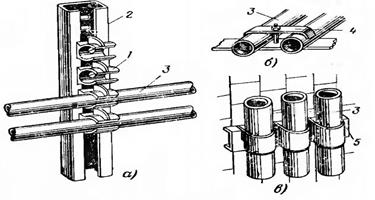
Рис. 24. Крепление труб к основанию.
А — скобками; б — при помощи накладок; в - с помощью закрепов;
1 — скоба; 2— рейка, 3 — груба: 4 — накладка; 5 — специальные скобы.
Производится проверка цепей заземления и испытание сопротивления изоляции. Результаты проверок и испытаний фиксируются в акте сдачи-приемке работ. К акту сдачи приемки прилагаются: акт осмотра трубных прокладок перед закрытием (приложение 9) при скрытой прокладке в фундаментах, перекрытиях и стенах, рабочие чертежи с учетом изменений и отступлений от проекта и документы, санкционирующие эти отступления, а также инвентарные описи, протоколы измерения сопротивления изоляции проводов или кабелей, проложенных в трубах.
2.1 Монтаж электропроводки в стальных и пластмассовых трубах
В стальных трубах электропроводка может выполняться открыто по поверхности, скрыто, при наружной прокладке проводов, а также при вводе в здание и монтаже электропроводки в чердачных помещениях.
Прежде чем приступить к монтажу электропроводки, стальные трубы следует очистить от ржавчины и снять заусенцы в торцевой части, чтобы не повредить провода при их протаскивании внутрь трубы. Для защиты от коррозии трубы надо покрасить или покрыть битумным лаком как снаружи, так и внутри. Оцинкованные трубы окрашивать не следует. При укладке труб в бетоне снаружи их не окрашивают. Сгибать трубы следует на специальном оборудовании, чтобы не смять их на углах. Углы изгиба должны быть равны 90°. При скрытой прокладке труб радиус изгиба должен составлять не менее шести наружных диаметров трубы, при открытой прокладке – не менее четырех, а при прокладке в бетоне – не менее десяти.
Для выполнения криволинейных участков трассы электропроводки, а также ввода проводов в корпус электроустановки применяют гибкие вводы типа К1080–К1088. Вводы состоят из металлорукава с полимерным покрытием, вводной и трубной муфт.
Для соединения труб между собой используют муфты типа ТР, МТ. Муфта выполняется с металлорукавами или патрубками. Соединение с помощью муфт делается без резьбы.
Вводные патрубки типа У476–У479 используются для ввода в металлические корпуса электроустановок стальных труб электропроводок и металлорукавов.
Для обеспечения надлежащего заземляющего контакта между корпусом электроустановки и трубами используют установочные заземляющие гайки типа К480-К486.
Для крепления стальных труб электропроводки к различным металлоконструкциям применяют хомутики типа С437–С442 и накладки типа НТ.
Для крепления стальных труб электропроводок, а также проводов и кабелей к различным основаниям используют скобы типа К142–К470. Их крепят к основаниям с помощью болтов, винтов, шурупов.
Перед затяжкой проводов в трубы закладывают стальную проволоку или трос диаметром 3–4 мм. Концы проводов крепят к тросу или стальной проволоке и с их помощью протягивают внутрь трубы провод.
Стальные трубы электропроводок могут быть использованы в качестве заземляющих или зануляющих проводников, если на всем протяжении их обеспечивается надлежащий электрический контакт.
В пластмассовые трубы можно прокладывать провода марок АПВ, АПРТО, АПРВ, АПР, АППВС, АППВ, АПН.
Полиэтиленовые трубы можно применять только для скрытых электропроводок по несгораемым основаниям вместо стальных труб.
Винипластовые трубы следует применять для скрытых и открытых электропроводок вместо стальных труб в качестве защитной оболочки от механических повреждений.
Нарезка резьбы на винипластовых трубах не допускается. Можно делать только накатку. Глубина борозд, а также гнезд в них под установку разветвительных и протяжных коробок, установочных изделий утопленного типа должна быть определена с учетом толщины штукатурного или облицовочного слоя.
Винипластовые и полиэтиленовые трубы следует прокладывать ниже труб отопления или горячего водоснабжения. При пересечении винипластовых и полиэтиленовых труб со стальными трубами отопления расстояние между ними должно быть не менее 5 см.
Обходы препятствий на горизонтальных участках прокладки труб не должны создавать возможности скопления влаги («водяные мешки»). Пластмассовые трубы между собой должны соединяться муфтами типа У438–У442, У297, У276–У279 из того же материала, что и трубы. Концы труб должны плотно прилегать друг к другу и находиться в середине соединительной муфты.
Соединение и ответвление проводов следует выполнять в коробках или ящиках. Соединение проводов непосредственно в трубе не допускается.
Внутренний диаметр пластмассовых труб при прокладке в них нескольких проводов должен соответствовать числу и диаметру прокладываемых проводов и быть не менее 11 мм.
Радиусы изгиба пластмассовых труб должны составлять не менее десятикратного диаметра трубы при прокладке труб в бетонных массивах (как исключение допускается шестикратный радиус).
Для обеспечения свободного затягивания проводов в трубы, а также в случае необходимости их замены, расстояние между протяжными или соединительными коробками не должно превышать 10 м на прямом участке трассы, 7,5 м – на участке трассы с одним углом, 5 м – на участке трассы с двумя или тремя углами.
Пластмассовые трубы, не введенные в коробки и корпуса аппаратов и приборов, надо оконцовывать изолирующими втулками типа У292, У293 или воронками.
Скрытая прокладка электропроводов в винипластовых трубах по сгораемым стенам (деревянным), перекрытиям и конструкциям допускается при условии прокладки труб по слою листового асбеста толщиной не менее 3 мм или по слою штукатурки толщиной не менее 5 мм, выступающих с каждой стороны трубы не менее чем на 5 мм, с последующим заштукатуриванием трубы слоем толщиной не менее 10 мм.
Винипластовые трубы можно прокладывать по сгораемым основаниям, покрытым мокрой штукатуркой слоем толщиной не менее 20 мм.
К конструкциям и различным основаниям пластмассовые трубы крепятся скобами типа СД-311, СО-27, КС, КСП. Скобы типа КС и КСП применяются при открытой электропроводке.
Соединение и крипление труб.
Полимерные трубы.
При монтаже неметаллических труб необходимо выполнять следующие требования [2].
Прокладку неметаллических (пластмассовых) труб для затяжки в них проводов и кабелей необходимо производить в соответствии с рабочими чертежами при температуре воздуха не ниже минус 20 и не выше плюс 20 °С.
В фундаментах пластмассовые трубы (как правило, полиэтиленовые) должны быть уложены только на горизонтально утрамбованный грунт или слой бетона. В фундаментах глубиной до 2 м допускается прокладка поливинилхлоридных труб. При этом должны быть приняты меры против механических повреждений их при бетонировании и обратной засыпке грунта.
Крепление прокладываемых открыто неметаллических труб должно допускать их свободное перемещение (подвижное крепление) при линейном расширении или сжатии от
изменения температуры окружающей среды. Расстояния между точками установки подвижных креплений при горизонтальной и вертикальной прокладке должны быть для труб наружным диаметром 20, 25, 32, 40, 50, 63, 75 и 90 мм соответственно 1000, 1100, 1400, 1600, 1700, 2000, 2300 и 2500 мм.
Толщина бетонного раствора над трубами (одиночными и блоками) при их замоноличивании в подготовках полов должна быть не менее 20 мм. В местах пересечения трубных трасс защитный слой бетонного раствора между трубами не требуется. При этом глубина заложения верхнего ряда должна удовлетворять приведенному выше требованию. Если при пересечении труб невозможно обеспечить необходимую глубину заложения труб, следует предусмотреть их защиту от механических повреждений путем установки металлических гильз, кожухов или иных средств в соответствии с указаниями в рабочих чертежах.
Выполнение защиты от механических повреждений в местах пересечения проложенных в полу электропроводок в пластмассовых трубах с трассами внутрицехового транспорта при слое бетона 100 мм и более не требуется. Выход пластмассовых труб из фундаментов, подливок полов и других строительных конструкций должен быть выполнен отрезками или коленами поливинилхлоридных труб, а при возможности механических повреждений — отрезками из тонкостенных стальных труб (см. рис. 11.33 и 11.35).
Соединение пластмассовых труб должно быть выполнено: полиэтиленовых — плотной посадкой с помощью муфт, горячей обсадкой в раструб, муфтами из термоусаживаемых материалов, сваркой; поливинилхлоридных — плотной посадкой в раструб или с помощью муфт. Допускается соединение склеиванием.
Монтаж полиэтиленовых труб.
При заготовке полиэтиленовых труб для электропроводок производят работы по резке труб и снятию фасок, гнутью и соединению труб, комплектованию и маркировке заготовок. Полиэтиленовые трубы режут на маятниковых дисковых пилах с применением круглых плоских пил без развода зубьев с уменьшающейся к центру диска толщиной.
При небольших объемах работ по заготовке труб легкого типа резку труб производят ручными ножницами или ножом. Снятие фасок под углом 45° производят конусными фрезами или райберами. Изгибание полиэтиленовых труб выполняют на специальных устройствах, состоящих из бака, заполненного водой, и смонтированных в нем съемного поворотного сектора и прижимного ролика с полукруглыми ручьями по размерам, соответствующим наружному диаметру изгибаемой трубы. Нагретая в месте изгиба до размягчения труба вставляется в находящийся над водой хомут поворотного сектора, который поворачивается на требуемый угол, фиксируемый по шкале. При повороте сектора труба погружается в воду и охлаждается.
Изгибание предварительно подогретых до размягчения труб можно производить также на гибочном приспособлении, смонтированном на разметочном столе (рис. 11.36) или на ручном трубогибе, у которого сектор и прижимной ролик отливают из алюминия или изготовляют из твердых пород дерева.

Рис 11 36 Изгибание пластмассовых труб на гибочном приспособлении, смонтированном на разметочном столе
Трубы из полиэтилена низкой плотности небольших диаметров при радиусе изгиба, равном шести и более наружным диаметрам труб, могут изгибаться без предварительного разогрева.
При работе на приспособлении во избежание смятия труб внутрь их вводят отрезок металлорукава, спиральную проволоку или шланг из термостойкой резины диаметром, на 1—2 мм меньшим внутреннего диаметра трубы. В обоих случаях место изгиба труб по окончании гнутья охлаждают струей воды. Полиэтиленовые трубы изгибают на 20—25° более заданного угла, так как вследствие упругости трубы после гнутья несколько выпрямляются.
Нагрев труб производят в нагревательных газовых или индукционных печах или шкафах. Трубы из полиэтилена низкой плотности нагревают до 100 °С, а высокой плотности— до 120—130 °С. Продолжительность нагрева труб в печах составляет 1,5—3 мин в зависимости от диаметра и толщины стенки труб.
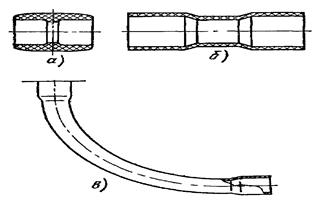
Рис. 11.37 Детали для соединения полиэтиленовых труб:
а — муфта; б — муфта с раструбами; в — угловой соединительный элемент
Полиэтиленовые трубы высокой плотности разогревают также, погружая их на 0,5—1,5 мин в нагретые до 120— 130 °С глицерин или гликоль, а трубы низкой плотности — в кипящую воду. Для плавного изменения температуры жидкости в глицерин добавляют 20—25 % воды.
Для соединения труб применяют полиэтиленовые муфты, а также муфты с раструбом и угловые соединительные элементы (рис. 37).
При безмуфтовом соединении полиэтиленовых труб между собой и для подсоединения их к коробкам и патрубкам на концах труб выпрессовывают раструбы. Выпрессовку раструбов выполняют на оправке или на специальном приспособлении (рис. 11.38). В обоих случаях концы труб предварительно нагревают, как указано выше, а выпрессованный раструб охлаждают водой, после чего снимают с оправки.
Таким же способом выпрессовывают раструбы на отрезках труб для получения соединительных муфт по рис. 11.39. Длину части раструба, в которую вдвигается труба, принимают равной наружному диаметру трубы.
Для получения сварного соединения полиэтиленовых труб применяют специальный нагревательный инструмент с электрическим или газовым подогревом головки, на которой оплавляют свариваемые элементы.
Оптимальной температурой нагрева головки инструмента считают 220—250 °С для полиэтилена высокой плотности и 280—320 °С — низкой плотности. Температура головки регулируется при помощи автоматического регулятора или лабораторного автотрансформатора. Измерение температуры осуществляется с помощью термопары.

Рис. 11 38. Образование раструба на конце пластмассовой трубы на приспособлении ВНИИПЭМ:
а — подготовка к образованию раструба; б — образование раструба; в — обратный ход штока с дорном, 1 — нагретая труба; 2 — разъемная матрица; 3 — сменный пуансон; 4 — шток; 5 — рукоятка
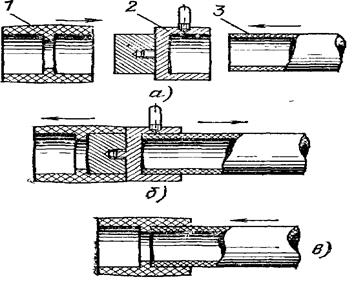
Рис. 11.39. Соединение сваркой полиэтиленовой муфты с трубой:
а — положение муфты и трубы перед нагревом; б — положение муфты и трубы при нагреве, в — сваренное соединение; 1 — муфта; 2 — нагревательный элемент; 3 — труба
Процесс сварки полиэтиленовых труб сводится к следующему. На предварительно нагретый до необходимой температуры дорн 2 насаживают свариваемую муфту или раструб, а конец свариваемой трубы вставляют в гильзу (рис. 11.39, а). По оплавлении свариваемые детали снимают с инструмента и немедленно соединяют друг с другом (рис. 11.39,6 и в). Сваренное соединение оставляют неподвижным до полного охлаждения. Продолжительность оплавления деталей составляет 3—15 с и устанавливается на опытной сварке, при этом трубы не должны прогреваться на всю толщину стенки во избежание потери формы.
Применяют также способ соединения труб путем горячей обсадки раструбов; при этом соединяемая труба плотно вставляется в раструб до упора, затем раструб разогревается теплым воздухом до 100—120 °С. При охлаждении полиэтилен раструба стремится возвратиться к первоначальной форме и плотно обжимает трубу. Если не требуются большая механическая прочность и герметичность, соединение полиэтиленовых труб может выполняться при помощи полиэтиленовых или резиновых патрубков, в которые с плотной посадкой вводят концы соединяемых труб.
Для электропроводок в полиэтиленовых трубах применяют пластмассовые коробки, но можно применять и металлические. Соединение труб с коробками выполняют путем плотной насадки концов труб на патрубки при помощи муфт и специально изготовленных втулок (рис. 11.40, а, б, в).
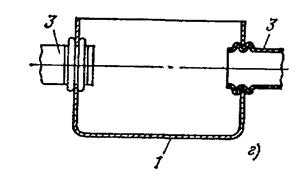
Рис 11 40 Способы соединения пластмассовых труб с коробками и крепления труб при открытой прокладке.
а — соединение полиэтиленовой трубы сваркой или винипластовой трубы склейкой, б — соединение полиэтиленовой трубы осадкой или винипластовой трубы склейкой, в — открытая прокладка винипластовых труб, г — соединение протяжной пробки с пластмассовыми трубами методом горячей формовки, 1 — коробка пластмассовая стальная, чугунная, 2 — втулка пластмассовая, 3 —труба пластмассовая; 4 — муфта пластмассовая, 5 — патрубок стальной, 6 — царапающие гайки; 7 — скоба; 8 — винипластовая труба, 9 — место соединения
Монтажным управлением № 86 треста Спецэлектромонтаж разработан безметизный способ соединения металлических протяжных коробок с полимерными трубами методом горячей формовки (рис. 11.40, г). Этот способ обеспечивает уплотненное соединение труб с коробками в условиях МЭЗ без применения патрубков и втулок. Для получения
такого соединения на предварительно нагретом конце полимерной трубы при помощи специальной текстолитовой оправки со стальным ограничительным кольцом в два приема выполняют два гофра — один с внешней, другой с внутренней стороны стенки коробки с плотным обжатием. При этом благодаря свойствам термопластической деформации полимерных материалов обеспечивается необходимая плотность соединения. Этим методом в МЭЗ изготовляют протяжные коробки с отрезками полимерных труб длиной 100 мм с раструбами на концах и в комплекте с прямыми и угловыми элементами труб поставляют на монтаж.
Полиэтиленовые трубы, детали и заготовки хранят на горизонтальных стеллажах в закрытых помещениях в удалении не менее 1 м от нагревательных приборов. На месте монтажа полиэтиленовые трубы прокладывают при температуре от —20 до +20 °С. Трубы при прокладке следует защищать от попадания расплавленного металла при сварке.
При монтаже сначала закрепляют коробки, а затем укладывают трубы.
При укладке в борозды трубы крепят алебастровым раствором через 0,7—0,8 м. При укладке в стенах нескольких труб их предварительно крепят деревянными рейками или проволокой. Для сохранения расстояний между трубами закладывают деревянные рейки. При бетонировании полов и фундаментов с заложенными в них трубами следует следить за сохранностью труб и их соединений. Концы труб закрывают заглушками, а коробки — крышками. По окончании штукатурных и бетонных работ крышки с коробок снимают для облегчения испарения накопившегося конденсата.
Дата добавления: 2018-10-25; просмотров: 713; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!