Технология дуговой сварки полуавтоматом
Дуговая сварка плавящимся металлическим электродом (проволокой) в среде защитного инертного/активного газа с автоматической подачей присадочной проволоки (MIG/MAG – Metal Inert/Active Gas)[17] является наиболее употребимым методом в Европе, США и Японии. Его популярности способствуют высокая производительность и простая возможность автоматизации процесса сварки.
Технология сварки полуавтоматом несколько отличается от простой дуговой. Главное отличие – это безопасность техники и автоматизация процесса. Благодаря тому, что металлическая проволока во время сварки подается автоматически в зону сварки через сварочный пистолет, MIG/MAG часто называют полуавтоматической сваркой, так как обычно сварщик перемещает горелку вдоль шва вручную. Если при ручной дуговой сварке всю работу выполняет человек, то здесь требуются меньшие усилия.
Сварка MIG/MAG была изобретена в США в 1948 г. Изначально в ней использовались только инертные газы или аргон, содержащий лишь небольшие доли активных компонентов (например, кислорода). С 1953 г. в СССР вместо дорогостоящих инертных газов стали применять дешевый активный газ, а именно диоксид углерода (СО2). До недавнего времени углекислота являлась наиболее распространенным видом защитного газа для полуавтоматической сварки. Сейчас наилучшим видом защитного газа для сварки стальных конструкций считаются сварочные смеси Ar + CO2.
|
|
|
Кромки свариваемого изделия расплавляются дугой, горящей между изделием и плавящейся электродной проволокой, непрерывно поступающей в дугу (рис. 36). Проволока одновременно служит и токопроводящим электродом, и присадочным материалом. Дуга расплавляет проволоку и кромки изделия, образуя сварочную ванну. Дуга, металл сварочной ванны, плавящийся электрод и кристаллизующийся шов защищены от воздействия окружающей среды газом, подаваемым в зону сварки горелкой. По мере перемещения дуги сварочная ванна кристаллизуется, образуя сварной шов.
Метод MIG/MAG может использоваться для сварки как низко-, так и высоколегированных (нержавеющих) сталей, а также для сварки конструкций из алюминия и его сплавов. При этом обеспечивается высокое качество сварных соединений разнообразных металлов и их сплавов разной толщины, особенно при сварке в инертных газах из-за малого угара легирующих элементов. Эта технология обеспечивает высокую производительность сварочного процесса в различных пространственных положениях с хорошим качеством швов и низкую стоимость при использовании активных защитных газов.
Относительно новым применением этого метода является высокопроизводительная пайка MIG/MAG в среде защитного газа. Причем возможно различное сочетание соединяемых материалов: железо – железо, медь – медь, медь – железо и пр.
|
|
|
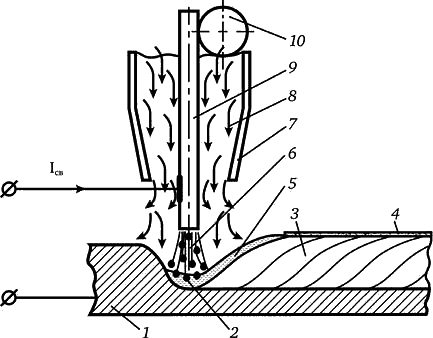
Рис. 36. Схема сварки MIG/MAG:
1 – изделие; 2 – капли электродного металла; 3 – металл шва; 4 – шлак; 5 – расплавленный металл; 6 – сварочная дуга; 7 – сопло горелки; 8 – поток защитного газа; 9 – сварочная проволока; 10 – механизм подачи сварочной проволоки
Принципиальная схема и особенности полуавтоматической сварки
Современные производители выпускают много разного оборудования для сварки. Но, независимо от производителя и марок, принцип работы у всех полуавтоматов один: они дают сварочный ток, подают проволоку и регулируют поток газа.
Сварочные полуавтоматы бывают компактными или универсальными. У компактного устройства источник питания, управление и устройство подачи проволоки размещены в одном корпусе (рис. 37). Радиус действия равен длине пакета шлангов горелки и составляет 3–5 м в зависимости от диаметра используемого проволочного электрода. У универсального полуавтомата устройство подачи проволоки размещается отдельно в кожухе и связано с источником тока и устройством управления с помощью промежуточного кабеля. Его можно установить рядом с изделием, благодаря чему радиус действия увеличится на 10–20 м по сравнению с компактным устройством. Подающий проволоку механизм может быть тянущим, толкающим или универсальным, т. е. выполнять сразу две функции.
|
|
|
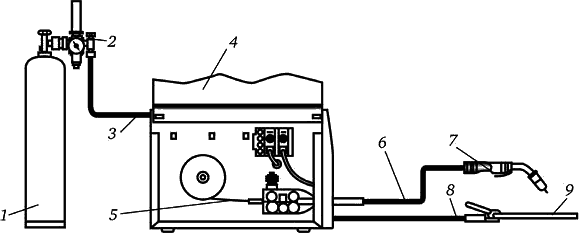
Рис. 37. Схема подключения сварочного полуавтомата:
1 – баллон с защитным газом; 2 – регулятор давления и расхода газа; 3 – рукав газовый; 4 – сварочный полуавтомат; 5 – сварочная проволока; 6 – пакет шлангов; 7 – горелка; 8 – провод массы с зажимом; 9 – изделие
Источник питания понижает высокое напряжение сети и обеспечивает подачу требуемого тока высокой силы даже в случае короткого замыкания. Так как при сварке MIG/MAG используется только постоянный ток, в качестве источников тока применяются только выпрямители и инверторы (принцип их действия был описан выше в главе «Источники сварочного тока»).
Для того чтобы соответствовать особым требованиям различных производственных задач, источники питания должны быть регулируемыми. У простых устройств для сварки MIG/MAG регулирование производится с помощью расположенного с первичной стороны трансформатора ответвления обмотки и переключателя ступеней обмоток трансформатора. В более дорогих источниках питания установка тока происходит в выпрямительной части с помощью управляемых вентилей (тиристоров). Некоторые аппараты сварки MIG/MAG оснащаются инверторами в качестве источников питания.
|
|
|
Качество сварки MIG/MAG в значительной мере зависит от правильности выбора режимов работы сварочного аппарата (напряжение дуги, ток – скорость подачи проволоки, скорость сварки), а также от правильности выбора и расхода защитного газа (скорость подачи газа через сопло). Для регулировки расхода защитного газа целесообразно использовать редукторы с расходомерами поплавкового вида.
В устройстве подачи проволоки проволочный электрод с помощью подающих роликов подается к месту сварки в соответствии со скоростью его расплавления. При этом электрод вытягивается с катушки и проводится по пакету шлангов, на конце которого расположена горелка. Для этого перед подающими роликами расположен направляющий мундштук, приводящий проволоку в нужное положение, а позади роликов, в начале пакета шлангов, – приемный мундштук для проволоки. Установки механизированной сварки оснащаются еще и промежуточным направляющим устройством, устраняющим предварительный изгиб проволоки, возникающий вследствие наматывания ее на катушку.
Подающие ролики приводятся в движение электродвигателем постоянного тока с плавно регулируемой установкой скорости вращения. В современных устройствах для регулируемой сварки скорость подачи проволоки измеряется тахометром и регулируется вне зависимости от нагрузки. При сварке MIG/MAG скорость подачи проволоки, как правило, составляет от 2 до 20 м/мин, а в высокопроизводительных аппаратах и больше.
В пакет шлангов входят все необходимые виды проводки, т. е. электропроводка, шланг для подачи защитного газа, шланг подачи проволоки, управляющая линия, а у устройств, рассчитанных на высокие значения силы тока, – также подача и отвод охлаждающей жидкости. У аппаратов с водяным охлаждением электропроводка находится в линии рециркуляции воды. Поэтому сечение проводки может быть меньше, чем в аппаратах без охлаждения, а пакет шлангов становится более гибким.
Шланг подачи проволоки при сварке нелегированных и низколегированных сталей представляет собой стальную спираль. При использовании проволочных электродов из хромоникелевой стали или из алюминия и других металлов для подачи используется шланг из износостойкого синтетического материала (например, тефлона) с лучшим коэффициентом трения, чем у стали.
Благодаря линии управления управляющие сигналы передаются от горелки к системе управления. Для этого на держателе горелки находится переключатель, с помощью которого можно управлять необходимыми при сварке функциями. Например, включать низкую скорость подачи проволочного электрода при зажигании и настройку времени затухания дуги при завершении сварки. Благодаря настраиваемой низкой скорости подачи проволочного электрода при зажигании процесс зажигания становится надежнее, так как еще слабо горящая дуга на холодном изделии не тушится быстро подаваемой проволокой.
Настраиваемое время затухания, т. е. отключение подачи проволоки чуть раньше, чем сварочного тока, предотвращает пригорание электрода в кратере в конце шва. Другая программа предотвращает образование слишком большой капли на конце проволоки при окончании сварки, которая могла бы помешать при новом зажигании. Есть возможность плавного пуска тока в начале и соответствующего понижения тока при окончании сварки.
На конце пакета шлангов находится сварочная горелка. Горелки выпускаются нескольких типов. Чаще всего применяют S-образные горелки (рис. 38). Они обладают небольшим весом, благодаря чему обеспечивается очень хороший доступ дуги к месту сварки. Вместо такой горелки можно приобрести горелку для скоростной сварки или сварочный пистолет (двухтактную горелку). Для цифровой сварочной установки производятся специальные горелки с жидкокристаллическим дисплеем и дистанционным регулятором, при работе с которыми можно считывать параметры сварочного процесса с дисплея и регулировать их с горелки. Бывают и горелки, непосредственно на которых расположена мини-катушка для очень мягкой и тонкой проволоки. Двигатель подачи проволоки у таких горелок находится в держателе.

Рис. 38. Горелка для сварки MIG/MAG:
а – общий вид S-образной горелки; б – сечение пакета шлангов; в – сечение головки; 1 – пакет шлангов; 2 – рукоятка; 3 – кнопка «Пуск»; 4 – гусак; 5 – сопло; 6 – сварочная проволока; 7 – спираль; 8 – силовой кабель; 9 – кабель управления; 10 – газовый шланг; 11 – изолятор; 12 – внешний диффузор; 13 – внутренний диффузор; 14 – защитный газ; 15 – наконечник
Варианты дуги
В зависимости от установленных сварочных параметров и используемого защитного газа при сварке MIG/MAG устанавливаются различные формы переноса электродного металла, называемые также рабочими состояниями дуги. При этом значение имеют как физические явления, такие как поверхностное натяжение и вязкость металла, сила тяготения и плазмоток, так и электрические силы, например сила Лоренца. Лоренцева сила, называемая также пинч-эффектом[18], – это сила, зависящая от окружающего магнитного поля и направленная радиально внутрь (рис. 39). Она сужает расплавленный конец электрода и отрывает от него отдельные капли.
Короткая дуга. Короткая дуга появляется при низких силах тока и напряжениях дуги. Ее название означает не только то, что речь идет об очень короткой дуге, но и то, что при такой дуге происходит перенос металла особого рода. Под влиянием тепла дуги на конце электрода образуется маленькая капля, которая уже в скором времени входит в контакт со сварочной ванной из-за небольшой длины дуги. Возникает короткое замыкание, и дуга гаснет. Капля всасывается сварочной ванной с конца электрода вследствие воздействия поверхностного натяжения ванны, пинч-эффект не оказывает существенного влияния на отделение капли из-за небольшой силы тока. Затем дуга снова загорается. Этот процесс регулярно повторяется, в зависимости от используемого защитного газа, примерно 20–100 раз в секунду. Во время фазы короткого замыкания ток возрастает, однако из-за небольших размеров капли эта фаза длится очень недолго, и пики тока оказываются не очень высокими. Кроме того, скорость возрастания тока в обычных источниках ограничивается дроссельными катушками в сварочном контуре. Поэтому повторное зажигание дуги после короткого замыкания происходит плавно и без сильного брызгообразования. В инверторах избыточное возрастание тока предотвращается программным обеспечением источника питания. Такой процесс происходит во всех защитных газах и в особенности подходит для сваривания корневых слоев, тонких листов и для сварки в стесненных условиях.
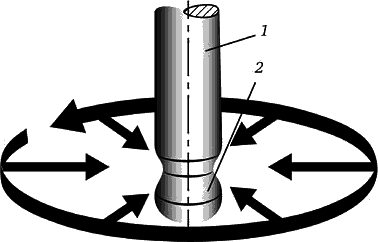
Рис. 39. Схематическое изображение действия пинч-эффекта:
1 – электрод; 2 – формирование капли металла
Длинная дуга. Длинная дуга возникает в верхней части диапазона мощности (т. е. при высоких силах тока и напряжения), когда сварка ведется в среде диоксида углерода или в среде защитных газов с высоким содержанием углекислоты (≥ 25 %). В этом случае образование дуги на конце электрода очень ограничено, пинч-эффект проявляется очень слабо или не проявляется совсем. На конце электрода образуются крупные капли, переходящие в изделие в основном под влиянием силы тяжести. При этом между каплей и сварочной ванной зачастую образуются закорачивающие перемычки, по которым в сварочную ванну переходит материал присадки. В отдельных случаях встречается и свободный переход очень крупных капель. Короткие замыкания длятся в этом случае дольше из-за большой массы капель. Вследствие этого возникают очень высокие токи замыкания, ведущие к сильному брызгообразованию при повторном зажигании дуги, сварочная ванна большая и горячая. Поэтому этот процесс пригоден только для сварки в позициях РА и РВ (в нижнем положении и для горизонтального шва на вертикальной плоскости). Сварка в стесненных условиях невозможна.
Капельная дуга. В среде аргона и смесей с высоким содержанием аргона дуга при образовании капли окутывает весь конец электрода, поэтому при достаточной силе тока пинч-эффект может проявиться оптимально. Переход материала происходит без короткого замыкания и значительного образования брызг. Капельная дуга появляется в среде богатых аргоном газов в верхнем диапазоне мощности. Образуется большая и горячая сварочная ванна, поэтому с некоторыми ограничениями этот процесс допустим для сварки в стесненном положении.
Смешанная дуга. Между короткой дугой, с одной стороны, и капельной и длинной дугами, с другой стороны, можно поместить смешанную дугу, при которой переход материала происходит как в коротком замыкании, так и в свободном падении. Однако в этой части диапазона возникает сильное брызгообразование, в том числе в среде богатых аргоном смесей. Поэтому рекомендуется избегать средней части диапазона силы тока либо использовать в ней импульсную дугу.
Импульсная дуга. Импульсная дуга появляется, если для сварки вместо постоянного тока используется импульсный ток. Регулируемыми параметрами этого вида дуги, помимо скорости подачи проволоки, являются, в зависимости от модуляции источника тока, основной ток и основное напряжение, импульсный ток и импульсное напряжение, длительность и частота импульсов. Под воздействием пинч-эффекта от конца электрода в каждой импульсной фазе отделяется по одной капле. Сварочный процесс характеризуется образованием маленьких капель и незначительным брызгообразованием. При жестко заданных значениях основного тока (напряжения), импульсного тока (напряжения) и длительности импульса можно установить мощность с помощью подачи проволоки и регулировать длину дуги с помощью изменения частоты импульсов. Импульсная дуга появляется во всем диапазоне мощности и хорошо подходит для сварки в стесненных условиях при низких и средних значениях силы тока.
Применяемые материалы
Защитные газы. При сварке MIG/MAG используют чистые инертные и активные газы, смеси газов в различных сочетаниях: инертные + инертные, инертные + активные и активные + активные (табл. 21). Водород при сварке плавящимся электродом не применяется из-за высокого разбрызгивания. Активный газ двуокись углерода (СО2) регламентируется ГОСТ 8050–85, кислород газообразный (О2) – ГОСТ 5583–78. Расчет расхода защитного газа Нг в литрах или кубических метрах на 1 м шва для малого производства производится по следующей формуле:
Нг = (Нуг × Т + Ндг),
где Нг – удельный расход защитного газа, приведенный в табл. 22, м3/с (л/мин);
Т – основное время сварки n-го прохода, с (мин);
Ндг – дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода.
При MIG-сварке алюминия плавящимся электродом в инертном газе устанавливаются несколько бо́льшие значения расхода газа из-за высокой окисляемости материала; при смесях аргона и гелия – значительно бо́льшие вследствие невысокой плотности гелия.
Присадочно-электродный материал. Наиболее часто используемые диаметры электродов для сварки MIG/MAG составляют 0,8; 1,0; 1,2 и 1,6 мм. Диаметры порошковых проволок начинаются чаще всего от 1,0 мм. Нелегированные и низколегированные проволочные электроды применяются, как правило, в исполнении с омедненной поверхностью. Благодаря меднению снижается сопротивление трения скольжения при подаче и улучшается электрический контакт.
Высоколегированные проволоки нельзя покрывать медью гальваническим или электролитическим способом, и они поставляются с белой поверхностью без покрытия. Сварные проволоки из алюминия также применяются с поверхностью без покрытия. Проволочные сварочные присадки для сварки в среде защитного газа поставляются на катушках с воротом, оправкой либо на корзиночных катушках.
При сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки (табл. 23).
По ГОСТ 2246–70 предусматривается изготовление 75 марок сварочных проволок, в том числе и для сварки в защитных газах, диаметром от 0,3 до 12,0 мм. Средне– и сильноокислительные газы группы М2 и МЗ (Аг ++ СО2, Аг + О2, Аr + СО2 + О) и С (СО, СО2 + О2) применяются в сочетании с проволоками, содержащими раскислители Mn, Si, Al, Ti и др. (например, Св-08Г2С, Св-08ГСМТ, Св-08ХГ2С).
Порошковые проволоки применяются для сварки без защиты и с дополнительной защитой зоны сварки углекислым газом. По типу сердечника порошковые проволоки можно разделить:
1) на самозащитные: рутил-органические, карбонатно-флюоритные, флюоритные;
2) газозащитные: рутиловые, рутил-флюоритные.
Применение порошковых проволок вместо сплошных позволяет легировать шов в широких пределах и повышать стойкость его против пор и горячих трещин, обеспечивать заданные механические свойства. Кроме того, наличие шлака снижает разбрызгивание, набрызгивание и улучшает форму шва.
У сварки полуавтоматом масса достоинств, одним из которых является возможность проведения работ без защитного газа. При этом типе сварки не нужно покупать баллоны с газом, а порошковая проволока имеется в широком ассортименте. В зависимости от ее состава можно сформировать необходимый шов и организовать оптимальный режим горения дуги. Как и при сваривании алюминия, в этом случае применяется обратная полярность. Это нужно для повышения температуры сварочной дуги и расплавления флюса.
Выполнение сварки
Подготовка металлапод MIG/MAG сварку. Чтобы в наплавленном металле не было пор, кромки сварных соединений необходимо зачищать от ржавчины, грязи, масла и влаги на ширину до 30 мм по обе стороны от зазора. В зависимости от степени загрязнения зачищать кромки можно протиркой ветошью, зачисткой стальной щеткой, опескоструиванием, а также обезжириванием с последующим травлением. Следует заметить, что окалина почти не влияет на качество сварного шва, поэтому детали после газовой резки могут свариваться сразу после зачистки шлака.
Кромки под сварку разделывают в соответствии с технологическими требованиями.
Зажигание электрической дуги. После включения переключателя горелки проволочный электрод приходит в движение с установленной скоростью. Одновременно к нему подключается электрический ток и начинается подача защитного газа. При прикосновении к поверхности изделия возникает короткое замыкание. Из-за высокой плотности тока на конце электрода в точке соприкосновения начинается испарение материала и происходит зажигание дуги. При высокой скорости подачи еще слабая дуга может быть потушена быстро подаваемой проволокой, так что зажигание произойдет только со второй или третьей попытки. Поэтому рекомендуется производить зажигание на сниженной скорости подачи и переключаться на требуемую высокую скорость только после того, как дуга начнет гореть стабильно. Современные сварочные аппараты MIG/MAG для облегчения зажигания имеют функцию «ползучая скорость».
Зажигание должно производиться только в пределах соединения и на тех местах, которые сразу после зажигания должны быть снова расплавлены. От непроваренных точек зажигания могут расходиться трещины из-за высокой скорости остывания этих локально нагретых мест.
Ведениегорелки. Горелка наклоняется на 10–20° в направлении сваривания и ведется волочащим или колющим движениями (рис. 40). Колющее движение горелки обычно используется при сварке массивной проволокой, волочащее – при использовании порошковой проволоки со шлакообразующим покрытием. Горелка ведется слегка волочащим движением и в позиции сверху вниз, как правило, при сваривании тонких листов. У более толстых листов существует опасность, что из-за опережающего металла шва возникнут дефекты сцепления. Подобные дефекты могут возникнуть и при сварке в других положениях со слишком низкой скоростью. Поэтому следует избегать раскачивания горелки с широкой амплитудой, за исключением движения снизу вверх. Обычной формой маятникового движения является открытый треугольник. При слишком сильном наклоне горелки существует опасность всасывания воздуха в защитный газ.
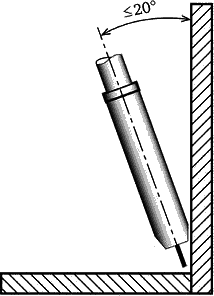
Рис. 40. Положение горелки по отношению к основному материалу
Расстояние между горелкой и изделием должно быть таким, чтобы между свободным концом электрода (нижней кромкой токоподводящего мундштука) и точкой соприкосновения дуги и изделия оставалось примерно 10–12 диаметров проволоки.
Выбор режимов сварки в средеуглекислого газа. При сварке в углекислом газе обычно применяют постоянный ток обратной полярности, так как сварка током прямой полярности приводит к неустойчивому горению дуги. Переменный ток можно применять только с осциллятором, однако в большинстве случаев рекомендуется только постоянный ток.
Диаметр электродной проволоки следует выбирать в зависимости от толщины свариваемого металла. Сварочный ток устанавливается в зависимости от выбранного диаметра электродной проволоки. С увеличением силы тока увеличивается глубина провара и повышается производительность процесса сварки. Скорость подачи электродной проволоки подбирают с таким расчетом, чтобы обеспечить устойчивое горение дуги при выбранном напряжении на ней.
Напряжение дуги зависит от длины дуги. Чем длиннее дуга, тем больше напряжение на ней. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина его провара. Напряжение дуги автоматически устанавливается в зависимости от выбранной величины сварочного тока при данной длине.
Основные режимы сварки полуавтоматом приведены в табл. 24 и 25.
Необходимую для сварщика информацию о значениях тока и напряжения можно увидеть на измерительных приборах, зачастую встроенных в аппараты. Если таковые не установлены, измерения можно производить с помощью внешних приборов либо сварщик должен ориентироваться на указанные в справочных таблицах скорости подачи проволоки. Тогда он должен настраивать правильную длину дуги, ориентируясь на то, что он видит и слышит.
На устойчивость процесса сварки и качества сварного шва большое влияние оказывает величина вылета. Вылетом электрода называется длина отрезка электрода между его концом и краем мундштука. С увеличением вылета ухудшается устойчивость горения дуги и формирования шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный наконечник. Величину вылета рекомендуется выбирать в зависимости от диаметра электродной проволоки.
Кроме вылета электрода, необходимо выдерживать определенное расстояние от сопла горелки до изделия, так как с увеличением этого расстояния возможно попадание кислорода и азота из воздуха в наплавленный металл и образование пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в значениях, приведенных в табл. 26.
Расход углекислого газа определяют в зависимости от силы тока, скорости сварки, типа соединения и вылета электрода. В среднем газа расходуется от 5 до 20 л/мин. Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперед.
При сварке углом назад в пределах 5–10° улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается более плотным. При сварке углом вперед труднее наблюдать за формированием шва, но легче наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Этот способ рекомендуется применять при сварке тонкого металла, где существует опасность сквозного прожога.
Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе.
Окончание сварки. Нельзя резко тушить дугу в конце шва или убирать горелку от конечного кратера. В первую очередь при сваривании толстых листов, где в наплавленных валиках большого объема могут возникнуть глубокие кратеры, рекомендуется медленно отводить дугу от ванны или, если позволяет аппаратура, задать программу заполнения конечного кратера. У большинства полуавтоматов можно задать также определенное время, в течение которого подача газа еще будет продолжаться, чтобы последний жидкий металл шва застывал в среде защитного газа. Но это будет действовать только в том случае, если горелка еще некоторое время будет находиться в конце шва.
Дата добавления: 2018-09-22; просмотров: 1056; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!