Химический состав сварного шва
Химический состав сварного шва значительно отличается от состава основного металла, так как в этой области происходит перемешивание основного и электродного металлов, различных присадок, используемых при сварке, а также продуктов реакций взаимодействия жидкой фазы с атмосферными газами и защитными средствами. Соотношение отдельных компонентов, сварного шва зависит от способа наложения шва, режимов сварки. К примеру, если сварной шов ведется с разделкой, то доля основного металла в структуре шва значительно снижается. Состав металла шва определяют с учетом коэффициента перехода n, показывающего, какая доля металла, содержащегося в электродной проволоке, переходит в металл шва. Величина этого коэффициента изменяется в широких пределах (0,3–0,95) в зависимости от химической активности элемента, вида и технологии сварки и др.
В процессе сварки расплавленный металл активно вступает в реакцию с атмосферными газами, поглощая их и тем самым снижая механические качества сварного шва. Так, при дуговой сварке дуга, контактирующая с металлом, состоит из смеси N2, O2, Н2, СO2, СО, паров Н2О, паров металла и шлака. В зоне плавления металла происходит процесс диссоциации – распад молекул на атомы. Под воздействием высоких температур молекулярный азот, водород и кислород распадаются и переходят в атомарное состояние, при котором активность газов значительно повышается.
|
|
|
К примеру, атомы кислорода начинают активно растворяться в жидкой фазе металла, а при достижении предела растворимости начинается химическое взаимодействие, сопровождающееся образованием оксидов. В результате этого примеси и легирующие элементы, содержащиеся в металле, окисляются. С повышением содержания кислорода в металле шва снижаются предел прочности, предел текучести, ударная вязкость. Кроме того, ухудшается коррозионная стойкость и жаропрочность сталей. Кислород попадает в зону сварки из окружающего воздуха, из влаги, находящейся на свариваемых кромках и флюсах, с покрытия электродов. Удаление кислорода из расплавленного металла достигается за счет введения в сварочную ванну кремния и марганца, которые взаимодействуют с оксидом железа, образуя шлак. Шлак в процессе кристаллизации образует на поверхности шва твердую корку, которая удаляется механическим путем.
Растворение азота в жидкой фазе большинства конструктивных металлов сопровождается образованием соединений, называемых нитридами. Это приводит к старению металла и повышению его хрупкости. Азот попадает в зону сварки из окружающего воздуха, и для недопущения образования нитридов сварочную ванну изолируют средой защитных газов. Защиту сварного шва осуществляют при сварке легированных, жаропрочных сталей и большинства цветных металлов.
|
|
|
Весьма нежелательным процессом является растворение водорода, что приводит к возникновению гидридов. Образование этих соединений в ЗТВ приводит к появлению пор, микро– и макротрещин. Водород попадает в зону сварки из атмосферного воздуха и при разложении влаги, которая имеется на свариваемых кромках, в покрытии электродов, защитных флюсах и т. д. Снижению содержания водорода способствуют предварительное прокаливание и тщательная зачистка электродов и свариваемых поверхностей.
Окись углерода в жидкой фазе металла практически не растворяется, но влияние этого соединения на качество сварного шва огромно. В результате процесса кристаллизации металла окись углерода начинает выделять пузырьки, образуя поры в массиве сварного шва.
Отличия сварочной ванны от металлургической, в которой плавят сталь, следующие:
● малый объем и кратковременность существования ванны, поэтому плохо перемешивается металл; возможны поры из-за того, что не успевают выделиться газы; шлаковые включения в сварном шве;
● вследствие значительной поверхности контакта расплавленного металла с атмосферой происходит выгорание «полезных» кремния и магния и образование окислов железа (наличие кислорода в стали приводит к снижению ее прочности, пластичности и коррозионной стойкости и сообщает стали красноломкость), а насыщение сварного шва азотом увеличивает хрупкость.
|
|
|
Негативное влияние на состав сварного шва оказывает сера, которая находится в основном и присадочном металлах, в покрытиях, флюсах и т. д. Под действием высоких температур в сварочной ванне образуется сульфид железа (FeS), который в процессе кристаллизации образует эвтектику[3], температура плавления которой ниже, чем у основного металла.
Пары воды, находящиеся в жидкой фазе металла, взаимодействуют с ней, образуя оксиды железа и водород.
Бороться с этими вредными явлениями чрезвычайно трудно, и полностью изолировать сварочную ванну от влияния атмосферных газов чаще всего не удается. Для того чтобы снизить влияние на сварочную ванну атмосферных газов, применяют разные виды защиты – электродное покрытие, защитные газы, флюсы, вакуум и т. д. Это значительно снижает интенсивность металлургических реакций и позволяет добиться хорошего качества сварного шва. Кроме того, большая скорость охлаждения сварочной ванны не позволяет металлургическим реакциям завершиться полностью. Поэтому для регулирования сварочных процессов особое значение приобретают различные флюсы.
|
|
|
Сварочные флюсы
Флюс – это неметаллический материал, который вводится в зону сварки, наплавки, пайки, где под действием высоких температур, поддерживаемых в зоне сварки, плавится, образуя шлак. Покрывая сплошной пленкой сварочную ванну, шлак изолирует расплавленный металл от атмосферных газов, сдерживая металлургические реакции. Кроме того, сварочные флюсы уменьшают скорость охлаждения сформировавшегося шва, обеспечивают нужное качество металла шва за счет легирования, улучшают формирование шва, восстанавливают окислы, разжижают и понижают температуру шлаков, стабилизируют горение дуги, улучшают растекаемость металла. Флюсы должны обеспечивать легкую отделяемость шлака, минимизировать количество вредных газов и пыли, выделяющихся при сварке, а также уменьшать потери электродного металла на угар и разбрызгивание.
В сварочном процессе роль флюсов, особенно керамических, огромна. К примеру, флюсы, содержащие в своем составе марганец и кремний, способствуют процессу восстановления этих веществ и частично препятствуют окислению углерода, что снижает вероятность образования пор в металле шва. Образовавшийся при этом оксид железа переходит в шлак.
В состав сварочных материалов могут входить вредные вещества (сера, фосфор и др.), которые оказывают отрицательное влияние на качество шва, являясь причиной хрупкости сварного соединения и образования горячих трещин. В нейтрализации этих вредных явлений участвует содержащийся во флюсах марганец. Он является более активным элементом, чем свариваемый металл, и, вступая в реакцию с сульфидом железа FeS, образует менее растворимый сульфид марганца MnS, вызывая тем самым перераспределение серы из расплавленного металла в шлак и предотвращая появление горячих трещин.
Однако флюсы могут оказывать и негативное воздействие, способствуя увеличению размера кристаллов. Избежать этого помогает добавление специальных модификаторов, содержащих алюминий, титан или ванадий, которые измельчают структуру шва, улучшая его прочностные характеристики.
Для дуговой сварки и наплавки применяют обычно зернистый, порошкообразный флюс. Такой же флюс, но с дополнительными свойствами по электропроводности, используют и для электрошлаковой сварки. Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Флюс получают сплавлением составляющих его компонентов и последующим дроблением (плавленые флюсы) или механическим связыванием (склеиванием) порошкообразных компонентов с последующим измельчением (неплавленые флюсы).
По назначению флюсы разделяют на три группы: для сварки углеродистых и легированных сталей, для сварки высоколегированных сталей, для сварки цветных металлов и их сплавов. В зависимости от химического состава различают флюсы высококремнистые (более 35 % кремнезема), низкокремнистые (до 35 % кремнезема), безмарганцевые (менее 1 % марганца), марганцевые (более 1 % марганца). Изготавливают также легированные флюсы, содержащие чистые легирующие металлы или ферросплавы. Флюсы для автоматической сварки выпускаются по ГОСТ 9087–81. Флюс с размером зерен от 0,25 до 1,60 мм предназначен для сварки проволокой диаметром до 3,00 мм, с размерами зерен от 0,35 до 3,00 мм – для сварки проволокой диаметром более 3,00 миллиметров.
Плавленые флюсы изготавливаются двух видов: стекловидные (зерна прозрачные, от светло-желтого до бурого и коричневого цвета) и пемзовидные (пористые зерна светлой окраски). Объемная масса стекловидных флюсов – от 1,3 до 1,8 кг/дм3, пемзовидных – не более 1 кг/дм3. Наиболее распространены стекловидные флюсы.
К неплавленым флюсам относятся керамические, которые используются главным образом как легирующие: они малочувствительны к ржавчине, окалине и влаге на кромках свариваемых швов; добавление керамических флюсов к стекловидным позволяет получать швы высокого качества даже при плохой очистке кромок.
По сложившейся традиции, марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Так, флюсы, разработанные ИЭС им. Е. О. Патона, имеют сериал, обозначенный буквенными индексами «АН» (АН-348-А; АН-20; АН-22 и т. д.), что обозначает – «Академия наук» (в составе которой находится ИЭС им. Патона). Флюсы, предложенные НПО ЦНИИТМАШ, имеют сериал «ФЦ» – флюсы ЦНИИТМАШ.
Преимущество плавленых флюсов перед керамическими – это более высокие технологические свойства (защита, формирование, отделяемость шлаковой корки и др.) и меньшая стоимость. Преимуществом керамических флюсов является возможность в более широких пределах легировать металл шва через флюс. В промышленности применяют преимущественно плавленые флюсы.
Высококремнистыми и марганцовистыми флюсами являются флюсы ОСЦ-45 и АН-348-А, АН-348Ш, шихта которых состоит из марганцевой руды (МnО), кварцевого песка (SiO2) и плавикового шпата (фтористого кальция CaF2). Буква А в конце марки флюса обозначает, что грануляция крупная (для автоматической сварки), а буква ∅ – мелкая грануляция, т. е. для использования при полуавтоматической сварке шланговыми полуавтоматами.
Для автоматической наплавки под флюсом служат те же флюсы, что и для сварки. Наиболее распространены плавленые флюсы АН-348-А; ОСЦ-45; АН-20; АН-60; 48-ОФ-6; АН-26; АН-15М; АН-8; АН-25; АН-22; АНФ-6 в сочетании с легированными проволоками.
Основы электродуговой сварки
Электродуговая сварка получила наиболее широкое распространение в промышленности, мелкосерийном производстве и в кустарных мастерских. С применением электродуговой сварки в настоящее время осуществляется примерно 65 % сварочных работ. И именно она рекомендуется для применения домашним умельцам.
Источником нагрева и расплавления свариваемого металла при дуговых способах сварки является сварочная дуга, представляющая собой длительный мощный электрический разряд, происходящий в ионизированной среде между двумя электродами или электродом и деталью (рис. 9). При этом начальная фаза среды может быть любой: твердой (например, сварочный флюс); жидкой (например, вода); газообразной (например, аргон); плазменной. Температура в столбе сварочной дуги колеблется от 5000 до 12 000 К и зависит только от состава газовой среды дуги. Длиной сварочной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) сварочной ванны.
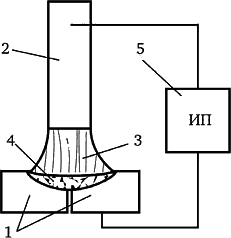
Рис. 9. Электрическая сварочная цепь дуговой сварки:
1 – свариваемая деталь; 2 – сварочный электрод; 3 – сварочная дуга; 4 – сварочная ванна; 5 – источник питания дуги
Виды дуговой сварки различают по нескольким признакам: по среде, в которой происходит дуговой разряд (на воздухе – открытая дуга, под флюсом – закрытая дуга, в среде защитных газов); по роду применяемого электрического тока – постоянный, переменный; по типу электрода – плавящийся, неплавящийся. Наибольшее практическое значение получила ручная дуговая сварка плавящимися электродами на переменном и постоянном токах, дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие.
Для поддержания электрического разряда нужной продолжительности необходимо применение специальных источников питания дуги. Для питания дуги переменным током применяют сварочные трансформаторы, постоянным током – сварочные генераторы или сварочные выпрямители. При сварке постоянным током количество тепла на электродах различно, поэтому в сварке введено понятие полярности – прямой и обратной. Электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному – катодом. Таким образом, когда катод (—) источника подключен к электрододержателю, а анод (+) – к детали, это прямая полярность, наоборот – обратная.
При горении дуги и плавлении свариваемого и электродного металлов требуется защита расплава сварочной ванны от воздействия кислорода и азота воздуха, ибо последние ухудшают механические свойства металла шва. Поэтому защищают зону дуги, сварочную ванну, а также электродный стержень.
По характеру защиты свариваемого металла и сварочной ванны от окружающей среды дуговую сварку разделяют на следующие способы: с покрытыми электродами, в защитных газах, под флюсом, порошковой самозащитной проволокой.
Дуговая сварка покрытыми электродами [4]. При этом способе процесс выполняется вручную (рис. 10). Сварочные электроды могут быть плавящимися – стальными, медными, алюминиевыми и др. Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение – повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва.
Ручная дуговая сварка покрытыми электродами – один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и в труднодоступных местах. Существенный недостаток ее – малая производительность процесса и зависимость качества сварки от квалификации сварщика.

Рис. 10. Ручная дуговая сварка покрытыми электродами:
1 – деталь; 2 – стержень электрода; 3 – покрытие; 4 – дуга; 5 – сварочная ванна
Дуговая сварка неплавящимся электродом [5]. В настоящее время в качестве неплавящегося электрода используют преимущественно стержни из чистого вольфрама, реже из графита (рис. 11).

Рис. 11. Ручная дуговая сварка неплавящимися электродами:
1 – деталь; 2 – электрод; 3 – поток защитного газа; 4 – дуга; 5 – сварочная ванна; 6 – присадочный материал
Применяемые вольфрамовые электроды должны отвечать требованиям ГОСТ 23949–80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддерживают горение дуги, повышают эрозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ ∅ 5–10 мм, выдерживающие большую токовую нагрузку. Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использовать газы, содержащие кислород. Основным защитным газом является аргон или аргоно-гелиевая смесь. Наряду с инертными газами, для сварки вольфрамовым электродом используют и некоторые активные газы, например азот и водород, или их смеси с аргоном.
Дуговая сварка под флюсом [6]. Электрическая дуга здесь горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом (рис. 12). Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором – с помощью сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольшой толщины, коротких швов и выполнение швов в основных положениях, отличных от нижних.

Рис. 12. Сварка под слоем флюса:
1 – деталь; 2 – слой флюса; 3 – дуга; 4 – электрод; 5 – сварочная ванна
Дуговая сварка в защитных газах [7]. Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов (рис. 13). Защитные газы изолируют сварочную ванну от атмосферного воздействия, поэтому металлургические процессы протекают только между элементами, содержащимися в основном и присадочном металлах. Наиболее эффективными являются инертные газы (аргон, гелий), которые не взаимодействуют с другими элементами. Защитная роль инертных газов значительно повышается при тщательной зачистке свариваемых кромок, на которых могут быть посторонние элементы, влияющие на химические процессы, происходящие в сварочной ванне. Роль активного газа СO2 сводится к оттеснению от сварочной ванны окружающего воздуха, и в первую очередь азота.

Рис. 13. Сварка в защитном газе:
1 – деталь; 2 – защитный газ; 3 – электрод; 4 – дуга; 5 – сварочная ванна
При этом виде сварки можно использовать как неплавящиеся, так и плавящиеся электроды. Процесс выполняют ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Свойства сварочной дуги
Для ручной дуговой сварки используют сварочную дугу прямого действия, когда дуга горит между электродом и изделием. В промышленности и при высокотехнологических способах сварки применяют также многоэлектродные дуги.
По роду тока различают дуги, питаемые переменным и постоянным током. Вследствие того, что мгновенные значения переменного тока переходят через нуль 100 раз в секунду, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока. Поэтому для этого вида дуги используют специальные электроды с соответствующим покрытием, которое стабилизирует дугу при пропадании тока.
При применении постоянного тока, как упоминалось выше, различают сварку на прямой и обратной полярности. В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом, т. е. ток идет от электрода к нагреваемому металлу. Во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом. Свободные электроны движутся от свариваемого металла через электрод, что ведет к сильному нагреву последнего. При одних и тех же параметрах источника сварочного тока температура на поверхности свариваемого металла при обратной полярности будет ниже, и этот эффект широко используют при сварке тонкой или высоколегированной стали. Если же сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Сварочный электрод плавится за счет тепла, сконцентрированного на его конце в приэлектродной области дуги. Количество тепла, выделяемого в этой области, напрямую зависит от силы тока и электрического сопротивления промежутка, образовавшегося между электродом и основным металлом. И чем больше вылет электрода, тем больше его сопротивление и тем больше выделяется тепла. Нагреваясь до температуры 2300–2500 °C, конец электрода плавится, а образовавшиеся при этом капли металла переносятся через дуговое пространство и попадают в сварочную ванну. Этому процессу способствуют электростатические и электродинамические силы, поверхностное натяжение, тяжесть металлической капли, давление газового потока, реактивное давление паров металла и т. д. Все эти силы, взаимодействуя между собой, формируют характер капельного переноса, который может быть крупнокапельным, мелкокапельным и струйным (рис. 14). Крупнокапельный перенос металла характерен для ручной дуговой сварки, мелкокапельный – для сварки под флюсом или в среде углекислого газа, а струйный – для сварки в среде аргона.
Силы поверхностного натяжения формируют каплю на конце электрода и направлены внутрь нее. В отрыве и переносе капли участвуют электродинамические силы и давление газовых потоков. И чем больше сила тока, тем больше эти силы и тем меньшими по размеру будут капли расплавленного металла. При этом происходит электрический взрыв перемычки, образованной между отделяющейся каплей и торцом электрода. Этот взрыв сопровождается выбросом части металла за пределы сварочной ванны (так называемым разбрызгиванием, когда сварочный процесс сопровождается фонтаном искр).
Основной металл плавится под воздействием сконцентрированного в активном пятне тепла, возникающего под воздействием дуги. Электромагнитные силы, вызывающие осевое давление плазменного потока на сварочную ванну, будут пропорциональны квадрату тока, создающего дугу. Поэтому, меняя силу тока электрической дуги, меняют размеры сварочной ванны в зависимости от толщины свариваемых деталей.

Рис. 14. Расплав и перенос электродного материала:
а – метод короткого замыкания (I – короткое замыкание; II – образование прослойки из жидкого металла; III – образование шейки; IV – возникновение дуги и образование газового облака вокруг столба дуги); б – капельный метод; в – струйный метод
Материал электродного покрытия налагает определенные ограничения на выбор полярности. Например, угольный электрод при обратной полярности горит с сильным разогревом и быстро разрушается (на аноде больше тепла). Голая проволока лучше горит при «+» на ней, очень плохо горит, когда на ней «—», и совсем не горит при переменном токе.
Магнитное дутье
При прохождении электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создается магнитное поле, напряженность которого зависит от силы сварочного тока. Это магнитное поле сварочного контура может воздействовать на газовый столб электрической дуги.
Нормальная дуга бывает при симметричном относительно нее подводе тока (рис. 15, а). В этом случае собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги.
При несимметричном относительно дуги подводе тока к изделию вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода происходит отклонение дуги от оси электрода в поперечном или продольном направлении. По внешним признакам это подобно смещению факела открытого пламени при сильных воздушных потоках. При этом затрудняется и сам процесс сварки, нарушается стабильность горения дуги. Такое явление называют магнитным дутьем (рис. 15, б – в ).

Рис. 15. Магнитное дутье:
а – нормальное положение; б – отклонение влево; в – отклонение вправо; г – действие ферромагнитной массы (пунктиром показана компенсирующая масса); д – несимметричность покрытия («козыряние» электрода); е – химическая неоднородность свариваемой стали
Массивные сварные изделия (ферромагнитные массы) имеют бо́льшую магнитную проницаемость, чем воздух. Поскольку магнитные силовые линии всегда стремятся пройти по среде с меньшим сопротивлением, дуговой разряд, расположенный ближе к ферромагнитной массе, всегда отклоняется в ее сторону (рис. 15, г ).
Влияние магнитных полей и ферромагнитных масс можно устранить путем изменения места токоподвода и угла наклона электрода, размещения у места сварки компенсирующих ферромагнитных масс, замены постоянного сварочного тока переменным или использования инверторных источников питания.
В качестве компенсирующих ферромагнитных масс на практике часто используют стальную плиту с присоединенным к ней токопроводом, которую укладывают на расстоянии 200–250 мм от места сварки.
На столб сварочной дуги действует также несимметричное магнитное поле, которое создается током, протекающим в изделии; столб дуги при этом будет отклоняться в сторону, противоположную токоподводу.
Отклонение дуги могут вызвать несимметричность покрытия электрода (рис. 15, д ) и химическая неоднородность свариваемой стали (рис. 15, е ). На величину отклонения дуги влияет и угол наклона электрода, поэтому для его уменьшения электрод наклоняют в сторону отклонения дуги, а также уменьшают длину дуги.
Нередко при сварке наблюдается блуждание дуги – беспорядочное перемещение сварочной дуги по изделию, обусловливаемое влиянием загрязнения металла, потоков воздуха и магнитных полей. Особенно часто это наблюдается при сварке угольным электродом. Блуждание дуги ухудшает процесс формирования шва, поэтому для его устранения иногда используют постоянное продольное магнитное поле, создаваемое соленоидом, расположенным вокруг электрода.
Образование сварочной ванны
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла Pm, давления сварочной дуги Рd и сил поверхностного натяжения Рn, представлен на рис. 16. Распределение этих сил во многом зависит от расположения сварного шва в пространстве. При нижнем расположении шва и при сквозном проплавлении жидкий металл удерживается в ванне силами поверхностного натяжения, которые уравновешивают силу тяжести Рm и давление, оказываемое на ванну источником теплоты Рd, т. е. Рn = Рd + Рm. Если это равновесие сил нарушается, то может произойти разрыв поверхностного слоя и металл вытечет из ванны, образуя прожог. В реальных условиях, когда сварочная ванна перемещается вдоль шва, могут возникать дополнительные силы гидродинамического характера, перемещающие расплавленный металл в хвостовую часть ванны. Для того чтобы уравновесить все эти силы, удерживающие жидкий металл в объеме ванны, приходится принимать дополнительные меры: сварку на подкладках или других удерживающих приспособлениях. Особенно велико значение таких мер при вертикальном и потолочном расположении шва.
Формирование вертикального шва может происходить по двум направлениям – снизу вверх и сверху вниз. Когда шов формируют снизу вверх, т. е. сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения; при сварке сверху вниз к этим силам добавляется давление дуги.
Горизонтальный шов на вертикальной плоскости имеет свои особенности. При неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию (с образованием подрезов и наплывов), что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.

Рис. 16. Силы, действующие в сварочной ванне, и формирование шва:
а – нижнее положение; б – вертикальное; в – горизонтальное; г – потолочное; V св – направление сварки; 1 – подрез; 2 – наплыв
Дата добавления: 2018-09-22; просмотров: 2999; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!