СХЕМА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА МОНТАЖА СИСТЕМЫ ВНУТРЕННЕГО ОТОПЛЕНИЯ
Состав операций и средства контроля
| Этапы работ | Контролируемые операции | Контроль (метод, объем) | Документация | ||
| Подготовительные работы | Проверить: - наличие документов о качестве изделия; | Визуальный | Сертификаты (паспорта), журнал работ | ||
| - соответствие применяемых материалов проекту, стандартам и техническим условиям; | Визуальный, технический осмотр | ||||
| - подготовку мест для прокладки трубопроводов, установки отопительных приборов; | Визуальный | ||||
| - сборку секций чугунных радиаторов | То же | ||||
| Монтаж трубопроводов | Контролировать: | Общий журнал работ | |||
| Монтаж отопительных приборов | - качество соединений трубопроводов и их крепление; | Технический осмотр | |||
| - уклоны подводок к отопительным приборам; | Измерительный | ||||
| - вертикальность трубопроводов; | То же | ||||
| - расстояние от поверхности стены до оси трубопроводов, от прокладываемого стояка до кромки оконного проема и длины подводок к отопительным приборам; | “ | ||||
| - число и способ крепления кронштейнов под отопительные приборы; | Визуальный | ||||
| - расстояние установки отопительных приборов от пола, стены, подоконных досок и т.д. | Измерительный | ||||
| Приемка выполненных работ | Проверить: - соответствие фактического положения смонтированных трубопроводов и отопительных приборов требованиям проекта; | Технический осмотр, измерительный | Акт приемки выполненных работ | ||
| - выполнение требований проекта и нормативных документов к качеству выполнения соединения труб, крепежу отопительных приборов. | Технический осмотр | ||||
| Контрольно-измерительный инструмент: штангенциркуль, отвес, рулетка металлическая, уровень строительный.
| |||||
| Входной и операционный контроль осуществляют: мастер (прораб).
Приемочный контроль осуществляют: работники службы качества, мастер (прораб), представители технадзора заказчика.
| |||||
Технические требования
СниП 3.05.01-85 пп.3.18, 3.20, 3.23-3.25, 3.27
| Уклоны подводок к радиаторам - от 5 до 10 мм на длину подводки в сторону движения теплоносителя. При длине подводки до 500 мм уклон труб не выполняется. В однотрубной системе отопления с односторонним присоединением отопительных приборов открыто прокладываемый стояк должен быть расположен на расстоянии 150±50 мм от кромки оконного проема, а длина подводок должна быть не более 400 мм. Радиаторы всех типов устанавливаются на расстояниях не менее: - от пола - 60 мм; - от нижней поверхности подоконных досок (при отсутствии доски - от низа оконного проема) - 50 мм; - от поверхности штукатурки стен - 25 мм. В помещениях лечебно-профилактических и детских учреждений радиаторы устанавливаются на расстоянии не менее: - от пола - 100 мм; - от поверхности стены - 60 мм. Число кронштейнов - не менее 3 на радиатор (кроме радиаторов в две секции). Кронштейны следует устанавливать под шейки радиаторов: 2 - при числе секций до 10; 3 - при числе секций более 10. |

|
|
|
|
ПОТРЕБНОСТЬ В МАТЕРИАЛЬНО-ТЕХНИЧЕСКИХ РЕСУРСАХ
Заготовка труб и деталей
Гнутые детали трубопроводов. При прокладке трубопроводов санитарно-технических систем для изменения направления трубопроводов, обхода балок и трубопроводов других систем, при присоединении приборов к системам наряду с соединительными фасонными частями используют гнутые детали (рис.25). Преимущество этих деталей по сравнению с фасонными частями заключается в плавности перехода, создании меньших сопротивлений при движении жидкости, пара и газа, в отсутствии лишних соединений.
|
|
|
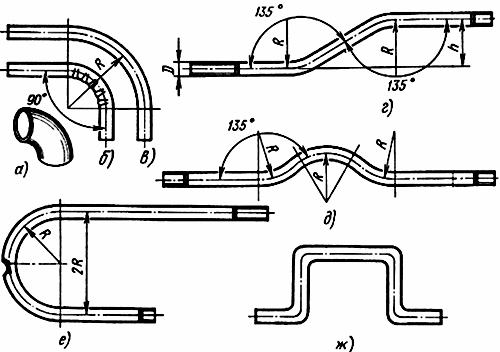
Рис.25. Гнутые детали трубопроводов:
а-в - отводы; г - отступ; д - скоба; е - калач; ж - компенсатор
Основные виды гнутых деталей: отводы, отступы, скобы, калачи, компенсаторы.
Отвод - изогнутая под углом 45, 60, 90 и 135° деталь, которую используют при изменении направления трубопровода. Отводы бывают крутоизогнутые (рис.25, д), обеспечивающие минимальный радиус поворота, складчатые (рис.25, б), имеющие малый радиус поворота  , и обычные (рис.25, г).
, и обычные (рис.25, г).
Отступ (утка) (рис.25, г) - деталь с двумя изогнутыми частями, обычно под углом 135°. Утки применяют в тех случаях, когда присоединяемая деталь лежит не на одной оси с трубопроводом или при обходе препятствия. Расстояние между осями отогнутых концов трубы называется вылетом  .
.
Скоба (рис.25, д) - деталь с тремя изогнутыми углами. Скобы используют при обходе другого трубопровода.
Калач (рис.25, е) - деталь с поворотом в форме полуокружности. Калач заменяет два отвода, и его используют преимущественно для соединения двух отопительных приборов, расположенных один над другим, на подводках к прибору. Расстояние между осями отогнутых концов калача равно 2 .
|
|
|
Компенсатор (рис.25, ж) - деталь П-образной формы, устанавливаемая для уравновешивания влияния температурных удлинений трубопровода.
При гибке труб материал подвергается по выпуклой части растяжению, а по вогнутой - сжатию. В результате деформации толщина стенки выпуклой части уменьшается, а вогнутой - увеличивается. В процессе гибки, особенно тонкостенных труб, в месте изгиба образуется из-за смятия 1 овальность трубы (рис.26), которая не должна превышать 10%. На вогнутой части трубы может появиться волнистость 2, величина которой не должна превышать 3%.
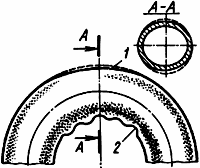
Рис.26. Деформация труб при гибке:
1 - смятие; 2 - волнистость
Гнутые детали изготовляют в такой последовательности: трубы размечают, отрезают, а затем осуществляют их гибку.
При разметке труб в монтажных условиях используют измерительный (складной метр, рулетку) и разметочный (карандаш, мел, чертилку) инструмент. На заготовительных предприятиях применяют разметочно-отрезные устройства, которые выполнены в виде разметочного стола, объединенного с трубоотрезным станком. Длину заготовки для гнутой детали определяют в зависимости от вида детали по таблицам, приведенным в специальной литературе.
Отрезку труб в монтажных условиях выполняют вручную ножовкой (рис.27, а), труборезом (рис.27, б) или механизированным способом с помощью трубореза СТД-120 (рис.27, в) позволяющим отрезать трубы  15-32 мм. На заготовительных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском, приводимым в движение электродвигателем.
15-32 мм. На заготовительных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском, приводимым в движение электродвигателем.
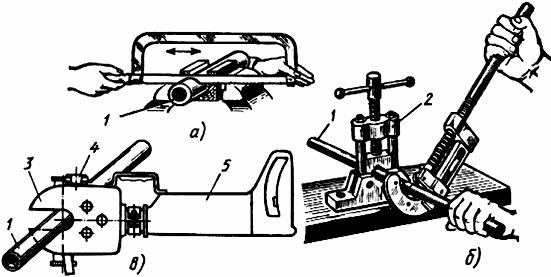
Рис.27. Отрезка труб:
а - ножовкой; б, в - труборезами; 1 - труба; 2 - прижим; 3 - корпус трубореза; 4 - гайка для зажима трубы; 5 - электрическая сверлильная машина
Гибка металлических труб осуществляется в холодном или горячем состоянии на ручных и приводных станках различных конструкций. Трубы больших диаметров при изгибе нагревают, что позволяет снизить усилие, необходимое для изгиба, и предотвратить разрывы стенок трубы, так как металл при нагреве становится более пластичным.
При гибке труб диаметром до 32 мм, чтобы исключить их деформацию, тщательно подбирают размеры гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим кварцевым песком. Радиусы гиба должны быть больше минимально допустимых (2-3,5 наружных диаметров изгибаемой трубы).
При гибке шовных труб шов, чтобы исключить его повреждение, располагают в месте наименьших деформаций материала трубы, т.е. по средней линии изгиба или несколько внутрь него.
Гибку труб в холодном состоянии осуществляют на ручном станке (рис.28, а), предназначенном для труб диаметром до 20 мм при радиусе гиба более 50 мм. При гибке трубу 3 вставляют между роликами 2, 4 так, чтобы конец ее вошел в хомут 5. Поворачивая рукоятку 1 с подвижным роликом 2, трубу изгибают вокруг неподвижного ролика 4 на заданный угол. После этого рукоятку возвращают в первоначальное положение и вынимают трубу. В хомут рекомендуется зажимать длинный конец трубы, а загибать короткий.

Рис.28. Гибка труб в холодном состоянии на станках:
а - Вольнова; б - с винтовым приводом; в - с гидравлическим приводом; 1 - рукоятка; 2, 4 - ролики; 3 - труба; 5 - хомут; 6 - основание; 7 - сектор
Применяют также комбинированные станки с тройными роликами для гибки на одном станке труб диаметром 15, 20 и 25 мм. Для более точной гибки труб целесообразно станок оборудовать кругом с делениями по пять градусов в каждом.
Трубогибочные станки с винтовым (рис.28, б) и гидравлическим (рис.28, в) приводами позволяют снизить мускульное усилие, необходимое для гибки. Для гибки труб различных диаметров (до 40 мм) станки снабжаются сменными секторами 7.
На заготовительных предприятиях процесс гибки механизирован и осуществляется в холодном состоянии на трубогибочных станках и механизмах.
Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу 1 (рис.29) набивают песком 3 и один ее конец закрепляют в прижиме 4 или тисках. Радиус изгиба применяют не менее диаметра трубы, а длину нагреваемой части при  90° - не менее 6 диаметров; при 60° - 4 диаметра; при 45° - 3 диаметра.
90° - не менее 6 диаметров; при 60° - 4 диаметра; при 45° - 3 диаметра.
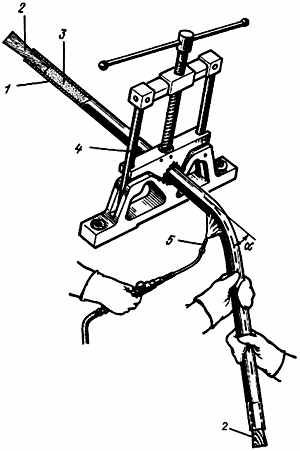
Рис.29. Гибка труб в горячем состоянии:
1 - труба; 2 - пробка; 3 - песок; 4 - прижим; 5 - горелка
При гибке трубопроводов большого диаметра (более 50 мм) в некоторых случаях применяют складчатые отводы (см. рис.25, б), которые изготовляют на строительной площадке. Для этого на трубе намечают места нагрева и образования складок. Затем оба конца трубы закрывают деревянными пробками, укладывают на стенд, нагревают место первой складки, после чего изгибают трубу до образования первой складки. Полученную складку охлаждают и приступают к образованию следующей и т.д. до получения требуемого отвода.
Штамповку металлических труб применяют в целях повышения качества и сокращения трудовых затрат при заготовке стандартных деталей санитарно-технических систем. Для этого предварительно отрезают трубу необходимой длины и на ней нарезают резьбу. Затем подготовленные трубы в количестве до 15 шт. одновременно укладывают на матрицу гидравлического пресса. Пресс включают в работу и путем обжатия пуансоном трубам придают требуемую форму. Штампованные детали имеют одинаковые размеры отдельных частей и лучший вид по сравнению с однотипными деталями, которые обрабатывались на трубогибочных станках.
Методом штамповки из стальных бесшовных труб изготовляют крутоизогнутые отводы (рис.30, а) с радиусом кривизны, равным 1,5-2 диаметрам трубы, тройники (рис.30, б), переходы (рис.30, в). После изготовления деталей концы их обрабатывают под сварку.
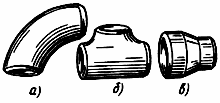
Рис.30. Штампованные бесшовные детали трубопроводов:
а - круто изогнутый отвод; б - тройник; в - концентрический переход
Крепление трубопроводов
Трубопроводы санитарно-технических систем следует надежно крепить, фиксируя их в заданном положении и обеспечивая одновременно возможность их перемещения в осевом направлении при удлинении от нагревания. Это требование особенно важно для трубопроводов систем отопления и горячего водопровода, а также пластмассовых труб, имеющих большой температурный коэффициент линейного расширения.
Крепления (скобы, кронштейны, крючки, подвески, хомуты, опоры) выполняют двух видов: неподвижные и подвижные. Неподвижные крепления не допускают осевого перемещения трубопровода и жестко связывают его через крепежный элемент со строительной конструкцией: трубы притягиваются хомутами 1 (рис.31, а, б), скобами 5 (рис.31, в) или привариваются к ним. Подвижные крепления позволяют трубопроводу перемешаться в осевом направлении; их выполняют в виде скользящих опор (рис.31, г, к).
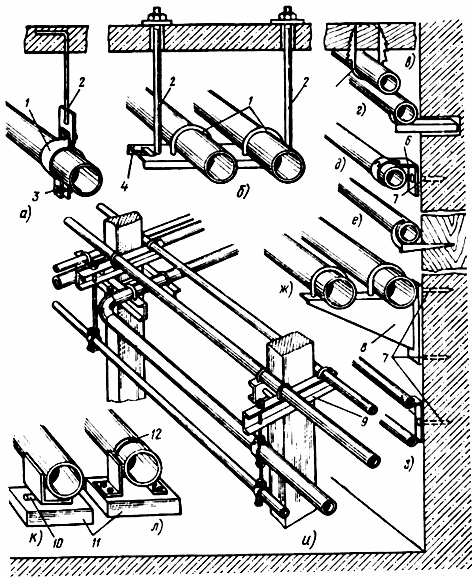
Рис.31. Крепление трубопроводов:
а - на подвеске; б - на подвеске с опорной балкой; в - скобой; г - на кронштейне; д - хомутом; е - крючком; ж - на кронштейне с подкосом; з - приварной скобой; и - на колоннах; к - на подвижной опоре; л - на неподвижной опоре; 1, 6 - хомуты; 2 - тяга; 3 - болт; 4 - балка; 5 - скоба; 7 - дюбель; 8 - подкос; 9 - швеллер; 10 - каток; 11 - основание; 12 - сварка
Металлические трубопроводы крепят к бетонным и металлическим перекрытиям (см. рис.31, а) с помощью подвесок, которые состоят из тяги 2 и хомута 1, стягиваемых болтами 3. При прокладке нескольких трубопроводов применяют подвески с опорной балкой 4 (рис.31, б). К деревянным перекрытиям трубопроводы небольшого диаметра крепят скобами 5 (рис.31, в). На стенах трубопроводы закрепляют с помощью кронштейнов (рис.31, г), хомутов 6 (рис.31, д), крючков (рис.31, е), кронштейнов с подкосами 8 (рис.31, ж) и приварных скоб (рис.31, з). К колоннам трубопроводы крепят кронштейнами из швеллеров 9 или уголков (рис.31, и), которые болтами притягиваются к колонне. Трубы укладывают сверху на кронштейн или подвешивают к нему. На полу трубопроводы укладывают на опоры (рис.31, к, л), на которые устанавливаются элементы креплений.
Расстояние между креплениями выбирают в зависимости от материала труб и их диаметра.
Дата добавления: 2018-09-22; просмотров: 2965; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!