Обозначение шероховатости поверхностей
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ»
Кафедра «Начертательная геометрия и черчение»
ИНЖЕНЕРНАЯ ГРАФИКА
ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ НА ЧЕРТЕЖЕ
Методические указания для студентов
технических специальностей
 |
Могилев 2008
УДК 744
ББК 30.11
И 54
Рекомендовано к опубликованию учебно-методическим управлением
ГУ ВПО «Белорусско-Российский университет»
Одобрено кафедрой «Начертательная геометрия и черчение»
«23» мая 2008 г., протокол № 15
Составители: доц. Н. Н. Гобралев;
преподаватель Е. В. Ильюшина
Рецензент
В методических указаниях приведены краткие сведения по шероховатости поверхностей, ее параметрам, их взаимосвязи между собой и способами обработки металлов, а также правилам обозначения и нанесения этих параметров на рабочие чертежи деталей. Настоящие методические указания являются практическим руководством при выполнении студентами эскизов и рабочих чертежей деталей.
Учебное издание
ИНЖЕНЕРНАЯ ГРАФИКА
Ответственный за выпуск Н. Н. Гобралев
Технический редактор А. Т. Червинская
Компьютерная верстка Е. В. Ильюшина
|
|
|
Подписано в печать ____________. Формат 60х84 /8. Бумага офсетная. Гарнитура Таймс.
Печать трафаретная. Усл. печ. л._____. Уч.-изд.л . _______Тираж 115 экз. Заказ №
Издатель и полиграфическое исполнение
Государственное учреждение высшего профессионального образования
«Белорусско – Российский университет»
ЛИ № 02330/375 от 29.06.2004 г..
212005, г. Могилев, пр. Мира, 43
© ГУ ВПО «Белорусско-Российский
университет», 2008
3
Содержание
Введение……………………………………………………………………..... 4
1 Общие сведения о шероховатости………………………………………… 5
2 Обозначение шероховатости поверхностей………………………………. 8
3 Нанесение обозначений шероховатости на рабочие чертежи деталей…. 10
Список литературы……………………………………………………………12
4
Введение
Кроме изображений, характеризующих конструкцию детали, и размеров, определяющих ее величину, на каждом рабочем чертеже должно обязательно оговариваться и качество имеющихся поверхностей, так как от него часто зависит надежность работы детали. Реальные очертания любой поверхности далеки от идеальных. На ней имеются многочисленные микроскопические риски, раковины, неровности от рабочего движения инструмента и отрыва частичек металла в процессе обработки.
|
|
|
Для определения качества поверхности имеется понятие шероховатости, под которым подразумевается совокупность макро- и микронеровностей, образующих ее рельеф.
Целью настоящих методических указаний является ознакомление со стандартными параметрами шероховатости, их взаимосвязью между собой и способами металлообработки, а также правилами обозначения и нанесения этих параметров на рабочие чертежи деталей.
5
Общие сведения о шероховатости
Если отдельный участок обработанной поверхности детали многократно увеличить, то геометрия его рельефа будет характеризоваться повторяющимися выступами и впадинами (рисунок 1). Систематизируя эти пики на некоторой базовой длине l, величина которой прямо пропорционально зависит от высоты микронеровностей и выбирается из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм, ГОСТ 2789-73 устанавливает шесть основных параметров шероховатости:
а) высотные: Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей по 10-ти точкам;
Rmax – наибольшая высота профиля;
б) шаговые:
S – средний шаг неровностей по вершинам;
Sm – средний шаг неровностей по линии m;
|
|
|
tp – относительная опорная длина.
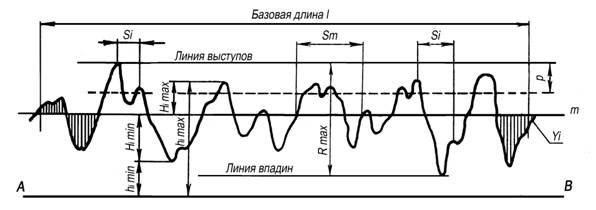 |
Рисунок 1 – Обобщенный микрорельеф обработанной поверхности
Средняя высота микронеровностей Rz определяется как среднеарифметическая высота микронеровностей (R1, R2, R3,…,R10) от гребня до впадин (см. рисунок 1) по десяти точкам:
 .
.
Высота гребней R равна разнице расстояний от линии А-В до верхних точек гребней и до нижних.
6
Среднее арифметическое отклонение профиля Ra представляет собой среднее значение y1, y2, y3,…,yn расстояний до средней линии m:
 ,
,
где n – число замеров на базовой длине l.
Средняя линия m выбрана таким образом, что делит профиль на примерно равные по площади части.
Для определения параметров шероховатости применяется два основных метода – качественный и количественный. При качественном методе поверхность, шероховатость которой требуется определить, сравнивается с эталонной. При количественном параметры шероховатости измеряются с помощью оптических приборов (профилографами, профилометрами и др.). Получаемые значения параметров ГОСТ 2789-73 группирует по 14-ти классам, и так как одну и ту же шероховатость поверхности можно охарактеризовать различными параметрами, то существуют примерные их соотношения (таблица 1).
|
|
|
Кроме того, различные способы обработки детали позволяют получить и различную шероховатость ее поверхностей. Наиболее распространенные способы металлообработки с получаемой после них шероховатостью показаны на рисунке 2, а более подробные данные приведены в таблице 2.
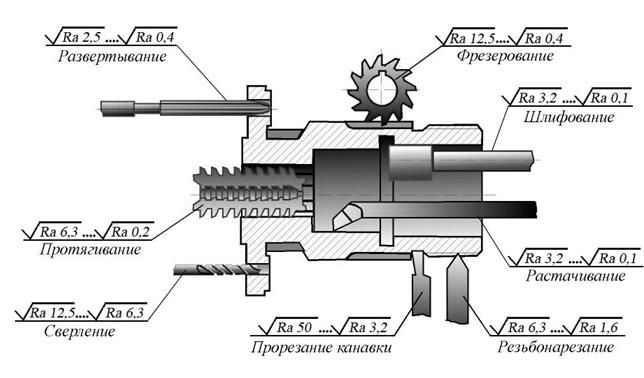
Рисунок 2 – Ориентировочное определение параметров шероховатости в зависимости от вида металлообработки
7
Таблица 1 – Примерные соотношения классов шероховатости и параметров Ra, Rz и l
| Класс шероховатости | Ra, мкм | Rz, мкм | l, мм |
| 14 | – | – | 0,03 |
| 12; 13 | до 0,025 | до 0,10 | 0,08 |
| 8; 9; 10; 11 | св. 0,025 до 0,4 | св. 0,10 до 1,6 | 0,25 |
| 6; 7 | св. 0,4 до 3,2 | св. 1,6 до 12,5 | 0,8 |
| 4; 5 | св. 3,2 до 12,5 | св. 12,5 до 50 | 2, |
| 1; 2; 3 | св. 12,5 до 100 | св. 50 до 100 | 8,0 |
Таблица 2 – Шероховатость поверхности и возможные способы ее получения
| Класс | Ra, мкм | Rz, мкм | Внешний вид поверхности | Возможный способ получения поверхности | Пример поверхностей на деталях |
| 1 | 100 | 400 | Черновая: образованная без удаления слоя материала | Отливка, ковка, штамповка, прокатка | Поверхности деталей машин и аппаратов, не соприкасающиеся с другими поверхностями |
| 2 3 4 | 50 25 12,5 | 200 100 50 | Грубая: обдирочная, с грубыми следами обработки | Обдирочное точение, сверление, фрезерование. Обработка драчевым напильником, абразивным обдирочным кругом | Отверстия из-под сверла на проход и под нарезку. Соприкасающиеся поверхности крышек и фланцев котлов, резервуаров и т. п. |
| 5 6 7 | 6,3 3,2 1,6 | 25,0 12,5 6,3 | Получистая: с малозаметными следами обработки | Чистовое точение, сверление, фрезерование. Опиливание личным напильником. Литье в кокиль и по восковым моделям, штамповка | Наружные поверхности шкивов, втулок подшипников качения и скольжения |
| 8 9 10 | 0,8 0,4 0,2 | 3,2 1,60 0,80 | Чистая: без видимых следов обработки | Отделочное точение и растачивание. Чистовое и тонкое развертывание. Шлифование чистовое, полирование обычное | Поверхности цилиндров ДВС, опорные поверхности клапанов и их седел, шейки и цапфы валов под подшипники качения |
| 11 12 13 14 | 0,100 0,025 0,012 | 0,40 0,20 0,100 0,050 0,025 | Весьма чистая | Тонкое шлифование и полирование. Ручные и доводочные процессы. Притирка тонкая | Вращающиеся и скользящие поверхности машин-двигателей, особо ответственных измерительных инструментов |
8
Обозначение шероховатости поверхностей
 |
В общем случае для обозначения шероховатости поверхности применяют один из знаков, изображенных на рисунке 3. Причем, знак
 используется тогда, когда конкретный способ обработки детали не устанавливается;
используется тогда, когда конкретный способ обработки детали не устанавливается;  – когда с поверхности удаляется слой металла (например, сверление, точение, фрезерование и т.п.);
– когда с поверхности удаляется слой металла (например, сверление, точение, фрезерование и т.п.);  – когда поверхность обработана без снятия слоя металла (например, литье, ковка, штамповка и т. д.) или обработка данной поверхности по данному чертежу не предусмотрена. Высота знаков должна быть приблизительно равна высоте размерных чисел чертежа, а толщина линий знаков – половине толщины основной линии.
– когда поверхность обработана без снятия слоя металла (например, литье, ковка, штамповка и т. д.) или обработка данной поверхности по данному чертежу не предусмотрена. Высота знаков должна быть приблизительно равна высоте размерных чисел чертежа, а толщина линий знаков – половине толщины основной линии.
Рисунок 3 – Знаки, применяемые для обозначения шероховатости
Рядом со знаком шероховатости приводятся ее необходимые параметры. Структура их записи поясняется на рисунке 4. Чаще всего возле знака шероховатости приводят значения средней высоты микронеровностей Rz или среднеарифметического отклонения профиля Ra, причем параметр Ra является предпочтительным, как более точный.
Рисунок 4 – Структура записи знака и параметров шероховатости
9
Во избежание путаницы с отнесением шероховатости к тому или иному классу рекомендуется на одном чертеже употреблять либо параметры Ra, либо Rz.
Направление рисок микронеровностей рядом со знаком шероховатости приводится в том случае, когда оно имеет существенное значение для работоспособности детали и изделия в целом. Виды направлений и возможные примеры их использования приведены в таблице 3.
Таблица 3 - Направления микронеровностей поверхностей
| Тип направления | Обозначение | Возможное применение |
Параллельное
| 
| Направляющие токарных станков |
Перпендикулярное
| 
| Шейки валов под радиальные и радиальноупорные подшипники |
Перекрещивающееся
| 
| Гильзы цилиндров ДВС |
Произвольное
| 
| Как декоративное |
Ненаправленное
| 
| Пескоструйная и дробеструйная обработка |
 Кругообразное Кругообразное
| 
| Торцевые поверхности валов под упорные подшипники |
 Радиальное Радиальное
| 
| Как декоративное |
10
Дата добавления: 2018-06-01; просмотров: 384; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!