Понятие о размерах предельных отклонениях и допусках
Размерные числа, на чертеже, служат основанием для определения размеров изображенного изделия (детали). На рабочих чертежах проставляют номинальные размеры. Это размеры, рассчитанные при конструировании.
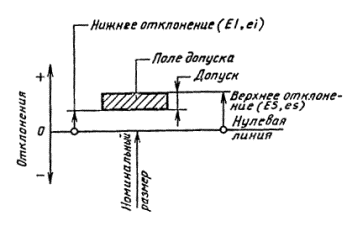
Размер, полученный в результате измерения готовой детали, называется действительным. Наибольшим и наименьшим предельными размерами называют установленные наибольшие и наименьшие допустимые значения размеров. Допуском размера называется разность между наибольшим и наименьшим предельными размерами. Разность между результатом измерения и номинальным размером называется отклонением размера – положительным, если размер больше номинального, и отрицательным, если размер меньше номинального.
Разность между наибольшим предельным размером и номинальным называется верхним предельным отклонением, а разность между наименьшим предельным размером и номинальным – нижним предельным отклонением. Отклонения обозначают на чертеже знаком (+) или (-) соответственно. Отклонения пишут вслед за номинальным размером более мелкими цифрами одно под другим, например  , где 100 – номинальный размер; +0,023 – верхнее, а -0,012 – нижнее отклонение.
, где 100 – номинальный размер; +0,023 – верхнее, а -0,012 – нижнее отклонение.
Полем допуска называется зона между нижним и верхним предельными отклонениями. Оба отклонения могут быть отрицательными или положительными. Если одно отклонение равно нулю то оно на чертеже не проставляется. Если поле допуска расположено симметрично, то величину отклонения наносят со знаком “+-“ рядом с размерным числом цифрами такого же размера, например: 
|
|
|
Отклонения размеров углов указывают в градусах, минутах и секундах, которые должны быть выражены целыми числами, например 38 град 43`+-24``
При сборке двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхность. Охватывающая поверхность носит общее название отверстие, а охватываемая – вал. Размер общий для одной и другой детали соединения, называется номинальным. Он служит началом отсчета отклонений. При установлении номинальных размеров для валов и отверстий необходимо расчетные размеры округлять, подбирая ближайшие размеры из ряда номинальных линейных размеров по ГОСТ 6636-60.
Различные соединения деталей машин имеют свое назначение. Все эти соединения можно себе представить как охватывание одной детали другой или как посадку одной детали в другую, причем одни соединения можно собрать и разъединить, а другие собираются и разъединяются с трудом.
Обозначения предельных отклонений размеров на рабочих чертежах деталей и сборочных чертежах должны соответствовать требованиям ГОСТ 2.109-73 и ГОСТ 2.307-68.
|
|
|
При обозначении предельных отклонений размеров необходимо выполнять основные правила:
—линейные размеры и их предельные отклонения на чертежах Указывают в миллиметрах без обозначения единицы измерения;
—на рабочих чертежах предельные отклонения приводят для все размеров, кроме справочных; размеров, определяющих зоны шероховатости, термообработки, покрытия, и для размеров деталей задаваемых с припуском, для которых допускается не указывает предельные отклонения;
—на сборочных чертежах предельные отклонения проставляю для параметров, которые должны быть выполнены и проконтролированы по данному сборочному чертежу, а также для размеров деталей, изображенных на сборочном чертеже, на которые рабочие чертежи не выпускаются.

Примеры обозначения предельных отклонений
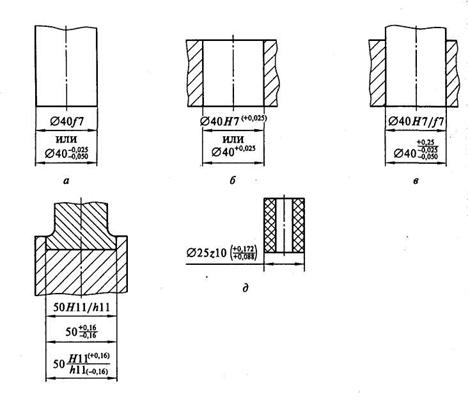
Примеры обозначения допусков и посадок на чертежах
7.Основное отклонение - одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии. Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и строчными для валов (a...zc)
|
|
|
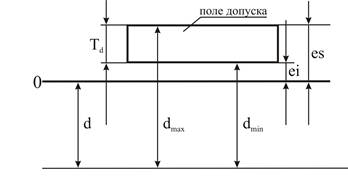
Верхнее отклонение ES, es - алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами
Нижнее отклонение EI, ei - алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами
Заштрихованная область носит название поле допуска размера. Эта область в виде прямоугольника расположена между предельными размерами dmaxиdmin определяет диапазон рассеяния действительных размеров годных деталей. За нулевую линию принято номинальное значение d размера вала. Поле допуска определяется численным значением допуска Td и расположением относительно нулевой линии, т.е. двумя параметрами.
Величины полей допусков обозначают буквами IT и цифрой порядкового номера квалитета. Например : IT5, IT7. Условное обозначение допусков. Размер, для которого указывают поле допуска, обозначают числом (мм), за которым следует условное обозначение, состоящее из буквы/букв и цифры/цифр - обозначающей номер квалитета, например 20g6, 20H8, 30h11 и т.д. Необходимо отметить, что отклонения проставляются с определенными знаками, допуски же величины всегда положительные и знак не указывается.
Допуск размера определяет точность изготовления детали и влияет на показатели качества изделий. С уменьшением допуска деталей, работоспособность которых определяется износом (поршень, цилиндр двигателя внутреннего сгорания) такой важный эксплуатационный показатель, как ресурс работы увеличивается. С другой стороны, уменьшение допусков увеличивает затраты на изготовление.
|
|
|
Для определения численных значений полей допусков изделий стандартами системы ИСО (в России системой ЕСДП – единая система допусков и посадок) установлено 20 квалитетов.
Квалитеты обозначаются цифрами: 01,0,1,2,3,……….18, в порядке понижения точности и увеличения допусков. Обозначение IT8 означает, что допуск на размер установлен по 8-му квалитету точности.
Примерные области применения квалитетов точности в машиностроении таковы:
- IT01 поIT3 для высокоточных средств измерений, калибров, шаблонов, для деталей машиностроения такая точность, как правило, не назначается;
- IT 4 по IT5 для прецизионных деталей машиностроения.
- IT 6 по IT7 точные детали машиностроения, применяются весьма широко;
- IT 8 по IT9 средняя точность деталей машиностроения;
- IT 10 по IT12 пониженная точность деталей. Все вышеперечисленные квалитеты образуют посадки соединений;
Квалитеты грубее 12-го назначают для нормирования точности свободных, несопрягаемых поверхностей деталей, точности размеров заготовок.
Единица допуска - это зависимость допуска от номинального размера, которая является мерой точности, отражающей влияние технологических, конструктивных и метрологических факторов. Единицы допуска в системах допусков и посадок установлены на основании исследований точности механической обработки деталей. Значение допуска можно рассчитать по формуле T = a·i , где a - число единиц допуска, зависящее от уровня точности (квалитет или степень точности); i - единица допуска.
До́пуск — разность между наибольшим и наименьшим предельными значениями параметров, задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту)
Для нормирования уровней точности в системах ISO и СЭВ вводятся квалитеты.
Под квалитетом понимается совокупность допусков, изменяющихся в зависимости от номинального размера и соответствующих одинаковой степени точности, определяемой числом единиц допуска а.
В диапазоне до 500мм – 19 квалитетов: 0,1; 0; 1; 2; …; 17.
В диапазоне 500–3150мм – 18 квалитетов.
Посадки с зазором.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Посадки с зазором. Посадкой с зазором называется посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала). Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Посадка с зазором - обеспечивает зазор в соединении, и характеризуется величинами наибольших и наименьших зазоров, при графическом изображении поле допуска отверстия расположен выше поля допуска вала.
В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше.
Характер и условия работы подвижных соединений отличаются разнообразием.
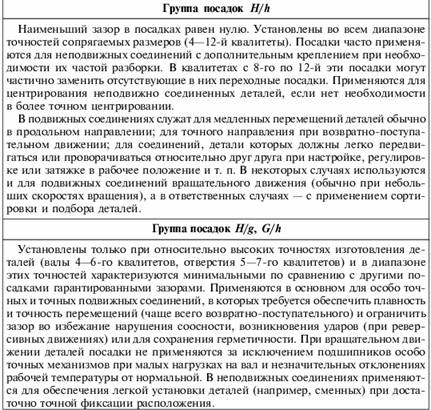
Посадки группы Н/h характерны тем, что минимальный зазор в них равен нулю. Они применяются для пар с высокими требованиями к центрированию отверстия и вала, если взаимное перемещение вала и отверстия предусматривается при регулировании, а также при малых скоростях и нагрузках.
Посадку H5/h4 назначают для соединений с высокими требованиями к точности центрирования и направлению, в которых допускается проворачивание и продольное перемещение деталей при регулировании. Эти посадки используют вместо переходных (в том числе для сменных частей). Для вращающихся деталей их применяют только при малых нагрузках и частотах вращения.
Посадку H6/h5 назначают при высоких требованиях к точности центрирования (например, пиноли задней бабки токарного станка, измерительных зубчатых колес при их установке на шпиндели зубоизмерительных приборов).
Посадка H7/h6 (предпочтительная) используется при менее жестких требованиях к точности центрирования (например, сменных зубчатых колес в станках, корпусов под подшипники качения в станках, автомобилях и других машинах).
Посадку H8/h7 (предпочтительную) назначают для центрирующих поверхностей, если можно расширить допуски на изготовление при несколько пониженных требованиях к соосности.
ЕСДП допускает применение посадок группы H/h, образованных из полей допусков квалитетов 9... 12, для соединений с низкими требованиями к точности центрирования (например, для посадки шкивов зубчатых колес, муфт и других деталей на вал с креплением шпонкой для передачи крутящего момента, при невысоких требованиях к точности механизма в целом и небольших нагрузках).
Посадки группы H/g (H5/g4; H6/g5 и H7/g6 — предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазорами. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования, например золотника в пневматических устройствах, шпинделя в опорах делительной головки, в плунжерных парах и т. п.
Из всех подвижных посадок наиболее распространены посадки группы H/f (H7/f7 — предпочтительная, H8/f8 и т.п., образованные из полей допусков квалитетов 6, 8 и 9). Например, посадку H7/f7 применяют в подшипниках скольжения электродвигателей малой и средней мощности, поршневых компрессорах, в коробках скоростей станков, центробежных насосах, в двигателях внутреннего сгорания и др.
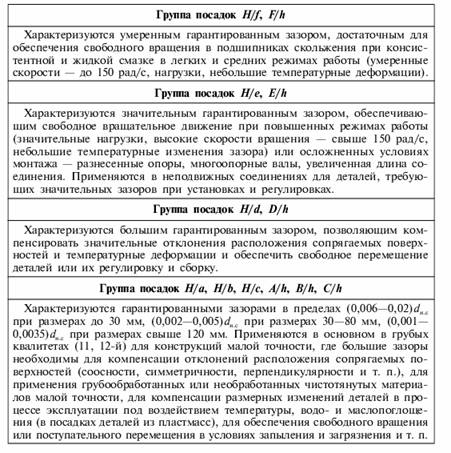
Посадки группы Н/е (H7/е8, H8/е8 — предпочтительная, H7/е7 и посадки, подобные им, образованные из полей допусков квалитетов 8 и 9) обеспечивают легкоподвижное соединение при жидкостном трении. Их применяют для быстровращающихся валов больших машин. Например, первые две посадки применяют для валов турбогенераторов и электродвигателей, работающих с большими: нагрузками. Посадки Н9/е9 и H8/е8 применяют для крупных подшипников в тяжелом машиностроении, свободно вращающихся на валах зубчатых колес, и для других деталей, включаемых муфтами сцепления, для центрирования крышек цилиндров.
Посадки группы H/d (H8/d9, H9/d9 — предпочтительная и подобные им посадки, образованные из полей допусков квалитетов 7, 10 и 11) применяют сравнительно редко. Например, посадка H7/d8 используется при высокой частоте вращения и относительно малом давлении в крупных подшипниках, а также в сопряжении «поршень — цилиндр» в компрессорах, а посадка H9/d9 — при невысокой точности механизмов.
Посадки группы H/с (H7/с8 и H8/с9) характеризуются значительными гарантированными зазорами, и их применяют для соединений с невысокими требованиями к точности центрирования. Наиболее часто эти посадки назначают для подшипников скольжения (с различными температурными коэффициентами линейного расширения вала и втулки), работающих при повышенных температурах (в паровых турбинах, двигателях, турбокомпрессорах, других машинах, в которых при работе зазоры значительно уменьшаются вследствие того, что вал нагревается и расширяется больше, чем вкладыш подшипника). При выборе подвижных посадок необходимо руководствоваться следующими соображениями: чем больше скорость вращения детали, тем больше должен быть зазор.



Переходные посадки.
Переходные посадки предусмотрены только в точных квалитетах. Переходные посадки обеспечивают хорошее центрирование соединяемых деталей и применяются в неподвижных разъемных соединениях, которые в процессе эксплуатации подвергаются более или менее частой разборке и сборке для осмотра или замены сменных деталей. Высокая точность центрирования и относительная легкость разборки и сборки соединения обеспечиваются ад счет небольших зазоров и натягов. Малые зазоры ограничивают взаимное радиальное смешение деталей в соединениях, а небольшие натяги способствуют их соосности при сборке.
· Характеризуются умеренным гарантированным зазором, достаточным для обеспечения свободного вращения в подшипниках скольжения при консистентной и жидкой смазке в легких и средних режимах работы (умеренные скорости - до 150 рад/с, нагрузки, небольшие температурные деформации). 
· Посадки H/js; Js/h - «плотные». Вероятность получения натяга P(N) ≈ 0.5 ... 5%, и, следовательно, в сопряжении образуются преимущественно зазоры. Обеспечивают легкую собираемость.
· Посадка H7/js6 применяется для сопряжения стаканов подшипников с корпусами, небольших шкивов и ручных маховичков с валами.
· Посадки H/k; K/h - «напряженные». Вероятность получения натяга P(N) ≈ 24...68%. Однако из-за влияния отклонений формы, особенно при большой длине соединения, зазоры в большинстве случаев не ощущаются. Обеспечивают хорошее центрирование. Сборка и разборка производится без значительных усилий, например, при помощи ручных молотков.
· Посадка H7/k6 широко применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами.
· Посадки H/m; M/h - «тугие». Вероятность получения натяга P(N) ≈ 60...99,98% . Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях. Разбираются, как правило, только при ремонте.
· Посадка H7/m6 применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами; для установки тонкостенных втулок в корпуса, кулачков на распределительном валу.
· Посадки H/n ; N/h - «глухие». Вероятность получения натяга P(N) ≈ 88...100%. Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях: применяются прессы. Разбираются, как правило, только при капитальном ремонте.
· Посадка H7/n6 применяется для сопряжения тяжело нагруженных зубчатых колес, муфт, кривошипов с валами, для установки постоянных кондукторных втулок в корпусах кондукторов, штифтов и т.п.
Примеры назначения переходных посадок (а — соединение «вал — шестерня»; б —соединение «поршень — поршневой палец — головка шатуна»; в — соединение «вал — маховик»; г — соединение «втулка — корпус»).

Посадки с натягом.
Посадки с гарантированным натягом применяют для получения неподвижных неразъемных соединений, причем относительная неподвижность сопрягаемых деталей обеспечивается благодаря упругим деформациям, возникающим при соединении вала с отверстием. При этом предельные размеры вала больше предельных размеров отверстия. В некоторых случаях для повышения надежности соединения дополнительно используют штифты или другие средства крепления, при этом крутящий момент передается штифтом, а натяг удерживает деталь от осевых перемещений.
Примеры применения посадок с натягом. Частота применяемости предпочтительных посадок с натягом соответствует порядку увеличения гарантированного натяга.
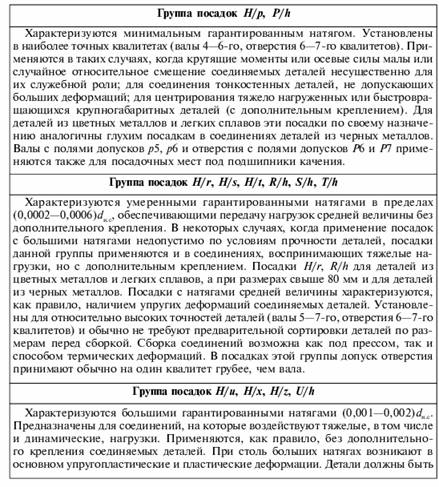
Для соединений тонкостенных деталей, а также деталей со стенками большей толщины, испытывающих небольшие нагрузки, предпочтительной будет посадка Н7/р6. Для соединений кондукторных втулок с корпусом кондуктора, запорных втулок с дополнительным креплением предпочтительными будут посадки H7/r6, H7/s6. ПосадкаH7/u7 применяется для таких соединений, как втулки подшипников скольжения в тяжелом машиностроении, венцы червячных колес, маховики. Посадки, характеризуемые самыми большими величинами гарантированного натяга —H8/x8, H8/z8, применяются для тяжело нагруженных соединений, воспринимающих большие крутящие моменты и осевые силы.
Посадки с натягом предназначены для получения неподвижных неразъемных соединений деталей без дополнительного их крепления.
Дата добавления: 2018-05-31; просмотров: 2151; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!