Назначение, устройство и работа приспособления для установки корпуса верхней секции масляного насоса двигателя ЗИЛ.
Nbsp; Пояснительная записка к дипломному проекту Специальность23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта» Студента группыТО366 Очной формы обучения Любимова Алексея Сергеевича Омск 2016 МИНИСТЕРСТВО ОБРАЗОВАНИЯ ОМСКОЙ ОБЛАСТИ бюджетное профессиональное образовательное учреждение «ОМСКИЙ АВТОТРАНСПОРТНЫЙ КОЛЛЕДЖ» (БПОУ «Омский АТК»)
Специальность: 23.02.03 «Техническое обслуживание и ремонт
Автомобильного транспорта»
КУРСОВОЙ ПРОЕКТ
По ПМ.01 Техническое обслуживание и ремонт автомобильного
Транспорта
Тема: Разработка технологического процесса на ремонт корпуса верхней секции масляного насоса двигателя ЗИЛ, деталь№130-1011016
Выполнил
Студент группы ____
__________________
Проверил
Преподаватель
_________________
Оценка
__________________________
Омск 2018
МИНИСТЕРСТВО ОБРАЗОВАНИЯ ОМСКОЙ ОБЛАСТИ
БПОУ «ОМСКИЙ АВТОТРАНСПОРТНЫЙ КОЛЛЕДЖ»
Утверждаю:
Заместитель директора по учебной работе
__________И.В. Сидоренко
«____»______________2018
ЗАДАНИЕ
На курсовой проект
По ПМ 0.1 «Техническое обслуживание и ремонт автомобильного транспорта»
СтудентуЛюбимов А.С.
Группы ТО 366 курса 2
Специальность: 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта»
ТЕМА: Разработка технологического процесса на ремонт корпуса верхней секции маслянного насоса двоигателя ЗИЛ.Деталь №130-1011016
|
|
|
Пояснительная записка
Введение
1 Технологический раздел
1.1 Технологическая документация
1.2 Разработка маршрутов ремонта детали
1.3 Выбор способов устранения дефектов
1.4 Схемы технологического процесса
1.5 Разработка технологического процесса на ремонт детали
2 Конструкторский раздел
2.1 Назначение, устройство и работа приспособления (прибора)
2.2 Инструкции
2.2.1 Инструкция по правилам эксплуатации
2.2.2 Инструкция по технике безопасности
3 Графический раздел
Лист №1 Технологическая карта
Лист №2 Сборочный и рабочий чертежи приспособления
Дата выдачи задания на курсовой проект_________________
Срок выполнения курсового проекта_________________
Руководитель курсового проекта__________/Баранец В.В./
Задание рассмотрено и одобрено ЦМК
«Техническое обслуживание и ремонт автомобильного транспорта» «___»_________2018
Протокол №4
Председатель ЦМК_________/Кузьменко Б.И.
 Содержание
Содержание
Введение 5
1 Технологический раздел7
1.1 Технологическая документация 7
1.2 Разработка маршрутов ремонта 10
1.3 Выбор рациональных способов устранения дефектов 11
1.4 Схемы технологического процесса 13
1.5 Разработка технологического процесса на ремонт 15
|
|
|
Конструкторский раздел 18
2.1 Назначение, устройство и работа приспособления 18
2.2 Инструкции: 19
2.2.1 Инструкция по правилам эксплуатации 19
2.2.2 Инструкция по технике безопасности 19
Заключение 20
Список литературы 21
 Введение
Введение
Транспорт – механическое транспортное средство, используемое обычно для перевозки по дорогам людей или грузов или для буксировки по дорогам транспортных средств, используемых для перевозки людей или грузов. Этот термин охватывает троллейбусы, то есть нерельсовые транспортные средства, соединённые с электрическим приводом; он не охватывает такие транспортные средства, как сельскохозяйственные тракторы, использование которых для перевозки людей или грузов является лишь вспомогательной функцией.
Техническое обслуживание – мероприятия профилактического характера, проводимые систематически, принудительно через установленные периоды, включающие определённый комплекс работ.
ТО подразделяется на регламентированное и нерегламентированное.
Регламентированное ТО включает в себя работы, выполняемые в соответствии с технической документацией в обязательном порядке после определённого пробега, наработки или временного интервала по заранее утверждённому регламенту. К таким работам обычно относятся: замена смазки в агрегатах, замена некоторых ответственных быстро изнашиваемых и легкозаменяемых деталей, испытания сосудов и грузоподъёмных механизмов, регулировка и наладка ответственных рабочих машин (например, подъёмных машин), периодическое техническое обслуживание по специальному графику и регламенту, и т.п., а также проверка технического состояния оборудования при помощи средств технической диагностики и визуально. Если в ходе осмотра и диагностирования автомобиля выявляются поломки и деффекты, то применяется ремонтное обслуживание, это комплекс мероприятий направленный на устранение поломок и неполадок в автомобиле.
|
|
|
Ремонт автомобиля даже только путём замены некоторых его деталей и агрегатов, имеющих небольшой ресурс, всегода целесообразен и с экономической точки зрения оправдан. Поэтому в процессе эксплуатации автомобили проходят на авторемонтных предприятиях периодическое техническое обслуживание и при необходимости текущий ремонт, который осуществляется путём замены отдельных деталей и агрегатов, отказавших в работе. Это позволяет поддержать автомобили в технически исправном состоянии.
|
|
|
 Капитальный ремонт автомобилей имеет большое экономическое и, следовательно, народнохозяйственное значение. Основным источником экономической эффективности капитального ремонта автомобилей является использование остаточного ресурса их деталей. Около 75% деталей автомобилей, прошедших срок службы до капитального ремонта, имеют остаточный ресурс и могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия.
Капитальный ремонт автомобилей имеет большое экономическое и, следовательно, народнохозяйственное значение. Основным источником экономической эффективности капитального ремонта автомобилей является использование остаточного ресурса их деталей. Около 75% деталей автомобилей, прошедших срок службы до капитального ремонта, имеют остаточный ресурс и могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия.
Для достижения поставленной цели необходимо выполнить следующие задачи:
- изучить технические данные и маршруты ремонта корпуса верхней секции масляного насоса.
- разработать маршруты для ремонта корпуса верхней секции масляного насоса.
- выбрать рациональные способы устранения дефектов корпуса верхней секции масляного насоса.
- разработать технологический процесс на ремонт корпуса верхней секции масляного насоса.
- разработать приспособление для крепления корпуса верхней секции масляного насоса.
- разработать инструкции по правилам эксплуатации приспособления для крепления корпуса верхней секции масляного насоса.
- сделать вывод по проведённому курсовому проекту.
 1.Технологический раздел
1.Технологический раздел
Технологическая документация
Таблица 1.1 – Карта дефектации детали
Деталь: корпус верхней секции масляного насоса с осью в сборе
Номер детали: 130-1011016
Материал корпуса: чугун серый СЧ15-32 ГОСТ 1412-54 (HB 163-220)
Материал оси: Сталь 45 ГОСТ 1050-60 (HRC 25-40)
| Обозначение по эскизу | Наименование дефекта | Способ устранения дефекта и измерительные инструменты | Размеры, мм | Заключение | ||
| Номи-нальный | Допусти-мый без ремонта | Допусти-мый для ремонта | ||||
| 1 | Обломы и трещины, кроме указанных в п.2 | Осмотр и испытание водой под давлением 4 кГ/см2 | - | - | - | Браковать |
| 2 | Обломы и трещины, проходящие через болты крепления | Осмотр | - | - | Захватывающие не более ½ длины окруж-ности отверстия | Ремонтировать. Наплавка. Заварка. Браковать при обломах захватывающих ½ длины окружности отверстия |
|
 Продолжение табл. 1.1
Продолжение табл. 1.1
| Обозначение по эскизу | Наименование дефекта | Способ устранения дефекта и измерительные инструменты | Размеры, мм | Заключение | ||
| Номи-нальный | Допусти-мый без ремонта | Допусти-мый для ремонта | ||||
| 3 | Износ отверстий под ось ведомой шестерни в корпусе верхней секции масляного насоса | Осмотр. Пробка 15,06мм или нутромер индикаторный 10-18мм | 15.03-15.06мм | 15.05мм | Более 15.05мм | Ремонтировать. Развёртывание до ремонтного размера. Постановка ступенчатой оси. Браковать при размере более 15.46мм |
| 4 | Износ отверстий под вал масляного насоса | Пробка 15,06мм или нутрометр индикаторный 1-18мм | 15.03-15.06мм | 15.06мм | Более 15.06мм | Ремонтировать. Постановка втулок. |
| 5 | Износ гнёзд под вал масляного насоса | Пробка 42,31мм | 42,225-42,275мм | 42,31мм | - | Браковать при размере более 42,31мм |
| 6 | Износ гнёзд в корпусе под шестерни масляного насоса по высоте | Шаблон 38,05мм или штангенглубиномер | 37,95-38мм | 38,05мм | - | Браковать при размере менее 38.05мм |
 Продолжение табл. 1.1
Продолжение табл. 1.1
| Обозначение по эскизу | Наименование дефекта | Способ устранения дефекта и измерительные инструменты | Размеры, мм | Заключение | ||
| Номи-нальный | Допусти-мый без ремонта | Допусти-мый для ремонта | ||||
| 7 | Износ оси ведомой шестерни по диаметру | Скоба 15,03мм или микрометр 0-25мм | 15,070-15,082мм | 15,03мм | Менее 15,03мм | Ремонтировать. Замер оси. Постановка ступенчатой оси. |
| 8 | Резьбы: М8 – кл. 2 | |||||
 1.2 Разработка маршрутов ремонта верхней секции масляного насоса двигателя ЗИЛ, деталь №130-1011016
1.2 Разработка маршрутов ремонта верхней секции масляного насоса двигателя ЗИЛ, деталь №130-1011016
Маршрут №1
1.Обломы и трещины, проходящие через болты крепления
2. Износ или срыв резьбы М8-кл.2
3. Износ отверстий под вал масляного насоса
Маршрут №2
1.Износ гнёзд под вал масляного насоса
2.Износ отверстий под вал масляного насоса
3.Износ гнёзд в корпусе под шестерни масляного насоса по высоте
Маршрут №3
1. Износ гнёзд под вал масляного насоса
2. Износ гнёзд в корпусе под шестерни масляного насоса по высоте
3. Износ оси ведомой шестерни по диаметру
Заключение:
Для разработки технологического процесса ремонта корпуса верхней секции масляного насоса принять маршрут №1, так как в данный маршрут включены дефекты, наиболее часто встречающиеся в процессе эксплуатации автомобиля ЗИЛ-431410.
 1.3 Выбор способов устранения дефектов по принятому маршруту
1.3 Выбор способов устранения дефектов по принятому маршруту
Дефект №1
Обломы и трещины, проходящие через болты крепления
1. Накатка
2. Наплавка под слоем флюса
3. Электродуговая сварка постоянным током обратной направленности
4. Вибродуговая наплавка
5. Гальваническое наращивание железнением
6. Постановка ремонтной детали
Заключение:рациональным способом устранения данного дефекта принять электродуговую сварку, т. к. данный способ устранения дефекта является эффективным. Достоинства данного способа - простотоа технологического процесса и применяемого оборудования, возможность восстановления деталей из любых материалов и сплавов, высокая производительность и низкая себестоимость. Недостатки – необходимость термической обработки детали после обработки.
Дефект №2
Износ или срыв резьбы М8-кл.2
1. Накатка
2. Наплавка под слоем флюса
3. Электродуговая сварка постоянным током обратной направленности
4. Вибродуговая наплавка
5. Гальваническое наращивание железнением
6. Постановка ремонтной детали
 Заключение:рациональным способом устранения данного дефекта принять электродуговую сварку, т. к. данный способ устранения дефекта является эффективным. Достоинства данного способа - простотоа технологического процесса и применяемого оборудования, возможность восстановления деталей из любых материалов и сплавов, высокая производительность и низкая себестоимость. Недостатки – необходимость термической обработки детали после обработки.
Заключение:рациональным способом устранения данного дефекта принять электродуговую сварку, т. к. данный способ устранения дефекта является эффективным. Достоинства данного способа - простотоа технологического процесса и применяемого оборудования, возможность восстановления деталей из любых материалов и сплавов, высокая производительность и низкая себестоимость. Недостатки – необходимость термической обработки детали после обработки.
Дефект №3
Износ отверстий под вал масляного насоса
1. Накатка
2. Наплавка под слоем флюса
3. Электродуговая сварка постоянным током обратной направленности
4. Вибродуговая наплавка
5. Гальваническое наращивание железнением
6. Постановка ремонтной детали
Заключение:рациональным способом устранения данного дефекта принять постановку дополнительной ремонтной детали (втулки), т.к. данный способ устранения дефекта является эффективным. Преимуществом восстановления деталей постановкой дополнительной ремонтной детали является простота технологического процесса и применяемого оборудования. Недостатки — большой расход материала на изготовление дополнительной ремонтной детали, а также снижение механической прочности восстанавливаемой детали.
 1.4 Схемы технологического процесса на ремонт верхней секции масляного насоса двигателя ЗИЛ
1.4 Схемы технологического процесса на ремонт верхней секции масляного насоса двигателя ЗИЛ
| Наименование деффекта | Способ устранения | Операции | Шифр | Наименование и содержание опреации | Установочная база |
| Обломы и трещины, проходящие через болты крепления | Электродуговая сварка постоянным током обратной направленности | 1 | 005 | Сварочная.Заварить трещины, проходящие через отверстия под болты крепления. | Торцевая поверхность корпуса |
| 2 | 010 | Слесарная.Зачистить сварной шов на трещинах, проходящих через отверстия под болты крепления. | Торцевая поверхность корпуса | ||
| Износ или срыв резьбы М8-кл.2 | Электродуговая сварка постоянным током обратной направленности | 1 | 005 | Сварочная.Заварить резьбовое отверстие | Торцевая поверхность корпуса |
| 2 | 010 | Слесарная.Зачистить заваренное отверстие.Накернить место для сверления.Просверлить отверстиеØ8мм. Нарезать резьбу под номинальный размер. | Торцевая поверхность корпуса |
| Наименование деффекта | Способ устранения | Операции | Шифр | Наименование и содержание опреации | Установочная база |
| Износ отверстия под вал масляного насоса | Слесарно-механическая обработка постановкой дополнительной ремонтной детали (втулки) | 1 | 015 | Сверлильная. Рассерлить отверстие под вал масляного насоса. | Торцевая поверхность корпуса |
| 2 | 020 | Прессовая. Запрессовать втулку в отверстие под вал масляного насоса | Торцевая поверхность корпуса | ||
| 3 | 025 | Сверлильная. Рассверлить втулку в отверстии под вал масляного насоса до номинального размера. | Торцевая поверхность корпуса | ||
| 1 | 030 | Контрольная. Произвести контроль качества ремонта корпуса верхней секции масляного насоса с осью в сборе в соответствии с требованиями технических условий на капитальный ремонт автомобиля ЗИЛ-431410. | Торцевая поверхность корпуса |

| Шифр | Наименование содержаний операции | Оборудование | Приспособления | Инструменты | |
| Рабочие | Измерительные | ||||
| 005 | Сварочная. Переход 1: Заварить трещину, проходящую через отверстие под болт крепления, на е=25мм. Переход 2: Заварить резьбовое отверстие Ø=8,5мм на Н=30мм | Сварочный аппарат постоянного тока ПСО-500, номинальное напряжение 40В, максимальный ток 500А, пределы регулирования 120-600. | Универсальное приспособление для крепления верхней секции масляного насоса. | Электрод Э50А ГОСТ 9467-75 | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 |
| 010 | Слесарная. Переход 1: Зачистить сварочный шов на е=25мм. Переход 2: Зачистить заваренное отверстие на Р=14мм Н=1,5мм. Переход 3: накрнить место для сверления Н=1мм. Переход 4: сверлить отверстие Ø=6,7мм Н=15мм. Переход 5: нарезать резьбу М8кл.2 Н-15мм | Верстак слесарный, угловая шлифовочная машина модели G13SD,800Вт, 10000об/мин, настольный сверлильный станок модели 2М112, 0.55кВт, 450-4500об/мин | Универсальное приспособление для крепления верхней секции масляного насоса. Станочные тиски. | Шлифовальный круг 22602 ГОСТ 1414-83. Кернер. Слесарный молоток. Сверло 6.7мм. Метчик М8. | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 |
 1.5 Разработка технологического процесса на ремонт верхней секции масляного насоса двигателя ЗИЛ
1.5 Разработка технологического процесса на ремонт верхней секции масляного насоса двигателя ЗИЛ
|
| Наименование содержаний операции | Оборудование | Приспособления | Инструменты | |
| 015 | Сверлильная.Переход 1: Рассерлить отверстие под вал масляного насоса с Ø 15,07мм до Ø21мм на Н=50мм. | вертикально-сверлильный станок модели 211-125, 2.2кВт, 45-2000об/мин | Универсальное приспособление для крепления верхней секции масляного насоса. | Сверло Р6м Ø17ммГОСТ 10903-77 | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 |
| 020 | Прессовая. Переход 1:Запрессовать втулку с внешним Ø=21,03мм, внутренним Ø=12мм и Н=50мм | Пресс 6601-ПКБ, усилие 11,3тс, мощность 4,5кВт | Универсальное приспособление для крепления верхней секции масляного насоса. | Пуансон | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 |
| 025 | Сверлильная. Переход 1: Рассверлить втулку с Ø=12мм до Ø=14,8мм на Н=50мм. Переход 2: развернуть втулку с Ø=14,8мм до Ø15,03мм на Н=50мм. | вертикально-сверлильный станок модели 211-125, 2.2кВт, 45-2000об/мин | Универсальное приспособление для крепления верхней секции масляного насоса. | Сверло Р6м Ø14,8ммГОСТ 10903-77 Развёртка Ø15,03мм ГОСТ 1672-80 | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 |
| 030 | Контрольная. Произвести контроль качества ремонта верхней секции корпуса масляного насоса двигателя ЗИЛ в соответствии с требованиями технических условий на капитальный ремонт автомобиля ЗИЛ-431410 | Стол ОТК | Штангенциркуль ШЦ-2-250-0,05 ГОСТ 166-80 Индикатор ИЧ10 ГОСТ 577 – 68 Стойка С-IV ГОСТ 10197 – 70 | ||
 Шифр
Шифр
 2. Конструкторский раздел
2. Конструкторский раздел
Назначение, устройство и работа приспособления для установки корпуса верхней секции масляного насоса двигателя ЗИЛ.
Назначение:
Преспособление предназначается для облегчения и повышения точности установки корпуса верхней секции масляного насоса двигателя ЗИЛ при рассверливании разворачивании отверстия втулки под вал привода масляного насоса.

|
|
|
|
|
|






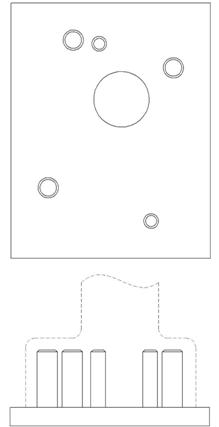
Устройство приспособления:
1 – плита; 2 – центровочное отверстие; 3 – направляющий штифт Ø 11мм; 4 – направляющий штифт Ø 9мм.
Работа приспособления:
Приспособление обеспечивает правильность расположения и перпендикусярность к привалочной плоскости отверстия под ведущий вал за счёт центровочного отверстия, позволяющего точно установить приспособление относительно оси вращения патрона сверлильного станка, и пяти направляющийх штифтов, удерживающих деталь от перемещения и наклона.
 2.2 Инструкции
2.2 Инструкции
Дата добавления: 2018-06-27; просмотров: 702; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!