Вопрос №25: Иерархические уровни в структуре технологического процесса. Характеристика структуры
Технологический процесс – строго определенная последовательность действий по созданию продукции. Она основана на использовании человеческой деятельности и естественных процессах.
Последовательное чередование рабочих и вспомогательных ходов образует более высокий иерархический уровень в структуре технологического процесса – технологический переход.Для выполнения технологических переходов, как правило, необходимо осуществить соответствующую группу вспомогательных действий более высокого иерархического уровня. Она включает действия по загрузке-выгрузке сырья или заготовки, закреплению детали и т.д. Все эти действия называют вспомогательным переходом.
Последовательность технологических и вспомогательных переходов образует следующий иерархический элемент технологического процесса – технологическую операцию.Для ее выполнения также необходима своя относительно обособленная группа вспомогательных действий – транспортирование сырья от одного вида оборудования к другому, которую называют вспомогательной технологической операцией.
Технологический процесс представляет собой совокупность всех технологических и вспомогательных операций, целью которого является изготовление продукта.
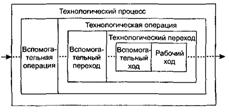
Рис. Схема структуры технологического процесса
Как видим, вся структура технологического процесса складывается из рабочих и вспомогательных действий. К рабочим действиям относятся рабочий ход, технологический переход, технологическая операция, квспомогательным – вспомогательный ход, вспомогательный переход, вспомогательная операция.
На каждом иерархическом уровне рабочим действиям соответствует своя группа вспомогательных действий. Рабочие элементы более высокой иерархии состоят из рабочих и вспомогательных элементов более низкого иерархического уровня, образуя структуру, построенную по принципу «матрешки».
Отличительными чертами технологической операции являются неизменность метода воздействия на сырье, реализация на определенном виде технологического оборудования. Для технологического перехода характерно постоянство режима обработки предмета труда. При его смене, соответственно, изменяется и технологический переход.
Главным свойством рабочего хода является характер (вид) элементарного воздействия инструмента на предмет труда. Стоит отметить, что именно рабочий ход предопределяет все достоинства и недостатки технологического процесса.
На выполнение всех рабочих и вспомогательных действий необходимы затраты труда (человеческого и машинного). Именно поэтому трудозатраты на осуществление технологического процесса можно сократить только путем целесообразного видоизменения рабочих и вспомогательных действий.
Необходимо отметить, что кроме рабочих и вспомогательных технологических действий в процессе производства продукции присутствует также ряд так называемых обслуживающих действий. К ним относятся действия по наладке и техническому обслуживанию оборудования, контролю качества продукции, ремонту оборудования, техническому испытанию изделий, изготовлению инструментов и др. Обслуживающие действия непосредственно не участвуют в процессе преобразования предмета труда в продукт, поэтому их не относят к технологическим.
Вопрос №26: Технологические процессы с дискретным технологическим циклом. Достоинства и недостатки
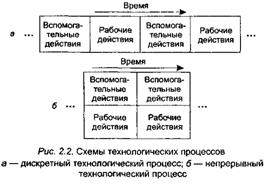
Дискретные (прерывные) – технологические процессы, характеризующиеся чередованием вспомогательных и рабочих действий любой иерархии во времени и выполнением всех технологических действий на одном и том же месте.
Таким образом, дискретные процессы компактны в пространстве, но «растянуты», длительны во времени. При этом в стадии обработки находится единица, или одна порция сырья, над которой поочередно выполняются рабочие и вспомогательные технологические действия.
Дискретные технологические процессы преобладают в машиностроении, легкой промышленности, капитальном строительстве, добывающих отраслях. Исторически они появились первыми. Целесообразны при малых объемах производства, занимают малые производственные площади. Они компакты в пространстве и растянуты во времени.
Основным недостатком является то, что во время загрузки и выгрузки продукта оборудование не работает (простаивает) или работает не в полную мощность. Это приводит к потерям рабочего времени и большим затратам труда.
Кроме того, непостоянство технологического режима в начале и конце процесса усложняет обслуживание, затрудняет автоматизацию и приводит к удлинению продолжительности производительного цикла. Все эти причины и побуждают заменять периодические процессы более рациональными при наличии экономической и технической возможности.
Дата добавления: 2018-05-13; просмотров: 1328; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!