Изучение работы дуговой печи постоянного тока ДСП ПТ 0,25
Установка ДCП ПТ включает: печь вместимостью 250 кг, источник питания, систему пылегазоочистки, системы замкнутого водоохлаждении, систему подачи шихтовых материалов. Участок предназначен для опробирования новых технологий получения стали и сплавов, переработки сырья, разработки технологических регламентов, изучения протекания процессов, разработки алгоритмов управления.
ДСП ПТ состоит из 2 сменных корпусов, системы из 3 электрододержателей, механизмов наклона и поворота свода. Диаметр электрода: 80 мм. Пульт управления позволяет управлять положением электрода, наклонять печь и отводить свод посредством гидропривода. Печь футерована набивной футеровкой по шаблону.
Огнеупор: мулито-коррунд на фосфорной связке. В своде имеется отверстие для наблюдения металла, дуги, замера температуры металла. Отверстие закрывается шамотной пробкой.
К механизму передвижения электродов предъявляются следующие требования:
- быстрый разбег и быстрое торможение, чтобы обеспечить своевременное передвижение электродов, исключить их поломки при опускании и т.п.;
- достаточно большая скорость передвижения электродов (в особенности вверх) для быстрой корректировки электрического режима;
- минимальная инерционность движущихся частей механизма;
- максимально жесткая кинематическая связь привода механизма с электродом;
- минимальные зазоры между частями электрода;
- невозможность самопроизвольного опускания электрода под действием силы тяжести;
- надежность в работе
Перемещение электрода осуществляется посредством электромагнитного распределителя клапанного типа DSLHG-04/06/10 фирмы ATOS.
Электромагнитные распределители клапанного типа состоят из четырёх клапанов, управляемых одним или двумя распределителями-пилотами. Этот распределитель многофункциональный, благодаря тому, что каждый клапан имеет функции такие как: управление потоком, контроль расхода и давления, которые достигаются комбинацией основного клапана и переключателя.
Этот распределитель обеспечивает дифференциальное включение гидросистемы, для обеспечения больших скоростей движения гидроцилиндра, с использованием небольших подач насоса.
Система водоохлаждения включает в себя: большой бак (6 м. куб.) и насосы. Также есть аварийное водоохдаждение водой из водопровода. Эти системы страхуют друг друга. Охлаждаются: свод (сводовое кольцо), токоподводы электродов, подовый электрод.
Система вентиляции включает: вытяжку, трубопровод, по которому пыль отводится в рукавный фильтр, где задерживается на рукавах, систему пневмовстряхивания, сбрасывающую пыль с рукавов в поддон, вентилятор мощностью 7,5 кВт.
Система подачи шихтовых материалов - бункерная эстакада. Имеется четыре контейнера, оснащенные тензодатчиками, позволяющими с большой точностью определять массу загрузки. Вместимость каждого контейнера 500 кг. В контейнеры загружаются шихтовые материалы, ферросплавы и т.п. Для эстакады предназначен отдельный пульт управления.
Таблица. 1.1 - Технические характеристики дуговой печи «ТОЛЕДО ДППТ 0,25»
| Параметры | ДСП ПТ 0,25 |
| Емкость дуговой печи, кг | 250 |
| Мощность источника питания, кВА | 450 |
| Напряжение питающей сети, кВ | 0,380 |
| Частота тока, Гц | 50 |
| Число фаз | 3 |
| Мах напряжение дуги, В | 150 |
| Род тока дуги | постоянный |
| Максимальный рабочий ток, кА | 2,5 |
| Расход охлаждающей воды, м3/час | 4 |
| Время расплавления твердой завалки по стали (номинальная садка), час | 0,6-0,7 |
| Масса металлоконструкций дуговой печи, не более, т | 2,0 |
| Габаритные размеры дуговой печи, не более (LxSxH), мм | 2200x1600x2750 |
Источником питания служит тиристорный преобразователь АПТ-1500/240-УХЛ4. Агрегат (АПТ) преобразует переменное напряжение в регулируемое по величине постоянное и предназначен для питания дуговой печи.
Таблица 1.2 - Технические данные источника питания
| Наименование параметра | Технические данные |
| номинальное напряжение трехфазной питающей сети частотой 50 Гц, кВ | 0,4 |
| номинальное выпрямленное напряжение, В | 150 |
| номинальный выпрямленный ток, А | 2500 |
| максимально допустимый выпрямленный ток преобразователя, А | 3000 |
| диапазон плавного регулирования выпрямленного напряжения, В | 0-150 |
| КПД, не менее, % | 88 |
Периоды плавки ДСП ПТ
В I период плавки, начальный, обеспечивается загорание (поджиг) дуги выше слоя шихты и начало плавления шихты по центру печи. Колебания активной мощности по сравнению со средним значением не превышают ± 10...20 %. Дуга работает на максимальном (150 В) напряжении с током равным 25 % от максимального (625 А). Колебания давления в печи за счет стабилизации электрического режима подавлены, подсос воздуха в печь не наблюдается. В течение этого периода в шихте образуется расширяющаяся вверх воронка, которая в периоде II исключает обрушивание шихты на сводовый электрод и замораживание металла на подине. Здесь энергосодержание отходящих газов зависит только от загрязненности шихты, и обычно меньше 0,5-0,8 %от подведенной мощности, и утилизация их энергии нецелесообразна.
В период II, энергетический, обеспечивают стабильный электрорежим при колебании мощности < ±5 %, что способствует быстрому расплавлению шихты и при небольшом локальном перегреве металла. мосты включаются последовательно-параллельно и работают на 50 % напряжения (75 В) и 50 % тока (1250 А) от максимальных значений. В начале анодное пятно дуги располагается на расплаве. Основная мощность дуги излучением и конвекцией печных газов передается в нерасплавленную шихту и через анодное пятно в расплав. Перегрев расплава под дугой в периодах II и III предотвращается соответствующим размещением ПЭ, формирующим такое вращение металла в вертикальной плоскости, при котором поток металла с большой скоростью подтекает под дугу и уходит в глубь расплава - температурное поле расплава выравнивается, а высокая скорость движения металла под дугой не допускает его локального перегрева.
Снижению удельного теплового потока через анодное пятно дуги способствует низкая плотность тока в нем и наличие шлакового покрова. Во всех периодах плавки угар металла минимален, первичный шлак не образуется. В этих условиях состав шлака и его активность можно регулировать подачей шлакообразующих смесей. Образованный шлак жидкоподвижен и эффективно взаимодействует с расплавом.
Период III, технологический, проводится на короткой дуге, мосты включаются параллельно, при этом ток равен максимальному (2500 А), а напряжение - 25 % (37,5 В) от максимума. При этом происходят доплавление шихты, нагрев расплава до заданной температуры, рафинирование и перемешивание расплава и шлака. В этот период можно проводить окислительный процесс подачей кислорода или рудным кипом, который при принудительном перемешивании металла весьма эффективен.
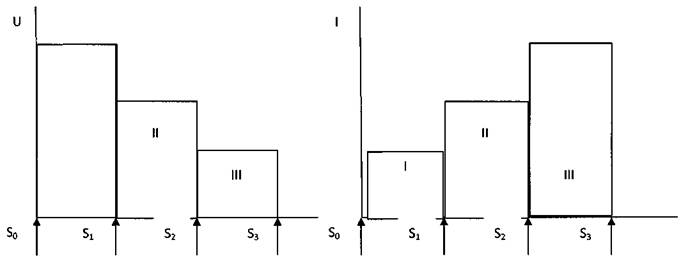
Рисунок 1.3. Сигналы, по которым изменяется режим плавки
Si - сигнал по которому изменяется режим плавки.
S1- нагрев шихты и проплавление воронки.
Сигнал формируется по опросу датчика включения ВВ (S0>0)
S2 - Стадия закрытого горения дуги.
Сигнал формируется по опросу датчика положения электрода(АКО)
S3 - Стадия открытого горения дуги.
Сигнал формируется по опросу термозонда (Т>Тзад)
Система управления электрическим режимом печи состоит из регуляторов тока и напряжения дуги, счетчика активной электроэнергии и блока управления перемешиванием расплава, которые могут работать автоматически или вручную. Требования к быстродействию механизма перемещения электрода резко снижены, так как при длинных дугах обвалы шихты на сводовый электрод и короткие замыкания практически исключены.
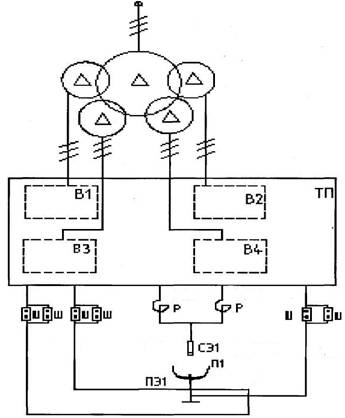
Рисунок 1.4. Схема электроснабжения печного агрегата.
В1, В2, ВЗ, В4 - блоки тиристорного преобразователя;
Р - реактор;
СЭ - сводовый электрод;
ПЭ - подовый электрод;
Ш - шунт;
ТП - тиристорный преобразователь.
Силовой трансформатор изготовлен с первичным напряжением 6 или 10 кВ и вторичной стороной в виде четырех трехфазных обмоток, каждая из которых подключена к одной из четырех секций тиристорного преобразователя (ТП). Секции ТП имеют тиристорные переключатели, позволяющие включать все секции последовательно, по две секции параллельно и между собой последовательно и все секции параллельно. Это позволило отказаться от переключателя напряжения трансформатора; поддерживать постоянную мощность печи во все периоды плавки, устанавливая в начале плавки минимальный ток и максимальное напряжение; в середине плавки удваивать ток, в 2 раза снижать напряжение, а в завершающей стадии плавления еще раз удваивать ток и в 2 раза уменьшать напряжение. Система управления технологическим процессом включает микропроцессор, обеспечивающий управление и защиту источника электропитания, перемешивание расплава, защиту основных узлов печи. В цепи постоянного тока включены сглаживающие реакторы.
Каждая вторичная обмотка работает на свой трехфазный тиристорный мост. При работе печи работают все четыре тиристорных моста (В1, В2, ВЗ, В4) и все четыре обмотки трансформатора находятся под нагрузкой. Жидкий металл печи заземлен через соответствующие подовые электроды (ПЭ1.1).
Включение печи осуществляется с пульта управления печью. Измерение первичных токов печного трансформатора выполнено с помощью измерительных трансформаторов тока. Для измерения напряжения используют трансформатор напряжения. Изменение силы тока регулятором плавно, без толчков (включая режимы поджига дуги) устраняет динамические нагрузки на гибкие токоподводы.
Мощность, потребляемая из сети, практически остается неизменной на всех этапах за счет изменения схемы соединения тиристорных мостов, поэтому согласованное изменение напряжения и тока дуги в 4 раза не приводит к изменению мощности дуги.
При необходимости проводят легирование металла до заданного химического состава, раскисление и рафинирование от неметаллических включений и газов. В дуговых печах постоянного тока происходит интенсивное перемешивание металла под действием тока, протекающего через металл. В процессе рафинирования нагрев металла ведут на полной мощности при коротких включениях дуги. Доля энергии, передаваемой непосредственно от дуги к расплаву, более 80 % подведенной.
Дата добавления: 2018-05-13; просмотров: 1032; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!