Конструирование ребер жесткости.
Выбор радиусов закруглений.
Ребра жесткости применяют для увеличения жесткости и прочности литых деталей, усиления нагруженных мест без увеличения толщины стенок, предотвращения коробления выступающих тонкостенных объектов. Ребра жесткости позволяют уменьшить сечение отдельных частей деталей, снизить внутренние напряжения в местах сопряжения стенок различной толщины, а также способствуют предотвращению коробления или брака по трещинам.

Рисунок 2.11 – Ребра жесткости
При конструировании ребер жесткости нужно пользоваться следующими положениями:
1) Толщина наружных ребер жесткости не должна превышать 0,8 толщины сопрягаемой стенки.
2) Внутренние ребра из-за более медленного охлаждения металла выполняют менее массивными: толщина их составляет 0,6 - 0,7 толщины сопрягаемой стенки.
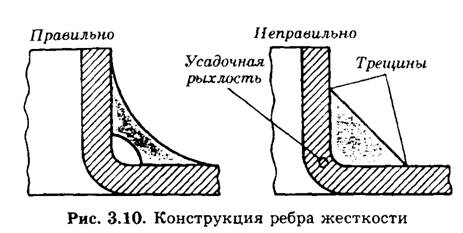
3) В местах сопряжений ребер жесткости с сечениями детали в ребрах жесткости предусматривают отверстия с целью исключить образование усадочных дефектов.
4) Отверстия, предусмотренные в чертеже литой детали, не во всех случаях возможно и целесообразно выполнять при литье. Технически возможно получение отверстий литьем, если их диаметры меньше 20 мм при массовом, 30 мм при серийном, 50 мм при единичном производствах.
5) Ребра жесткости располагаются в плоскости разъема формы или перпендикулярно к ней, чтобы избежать применение отъемных частей модели
|
|
|
6) Иногда для повышения жесткости детали вместо ребер жесткости применяют двойные стенки, а для снижения усадочных напряжений предусматривают конструктивные отверстия – окна овальной или круглой формы.
7) Литую деталь необходимо конструировать с минимальным количеством бобышек, буртов, приливов (причина возникновения усадочных дефектов), они требуют применения отъемных частей формы, удорожают отливку.
8) Следует избегать в отливке узких пазов, полостей и выемок.
9)Дня чугунного литья при единичном и мелкосерийном производствах литые отверстия выполняют, когда их диаметры не меньше: для мелкого - 15 мм; для среднего - 20 мм; дои крупного — 30 мм.
10) Практически при всех способах литья, кроме литья по выплавляемым и газифицируемым моделям, применяются формы с одной или несколькими плоскостями разъема, поэтому для беспрепятственного удаления литых деталей из формы конструктор должен предусмотреть так называемые конструктивные уклоны, назначаемые на стенки, перпендикулярные плоскости разъема.
ГОСТами установлены необходимые размеры для радиусов сопряжения.
На качество отливки большое влияние оказывает правильный выбор радиусов закруглений в местах переходов от одних сечений к другим. Слишком малый радиус закруглений приводит к образованию трещин, чрезмерно большой – к образованию усадочной рыхлости.
|
|
|
Закругления производят из одного центра как для внутреннего, так и для наружного радиусов, если сопрягаемые стенки одинаковой толщины.
Для отливок из серого чугуна рекомендуются радиусы закруглений: 1,2,3,5,8,10,16,20,25,32,40мм: при этом радиусы выбирают в пределах 1/3 -1/5 среднего арифметического от толщины сопрягаемых стенок.
Элементы сопряжения стенок отливок радиусов закруглений

Дата добавления: 2018-05-12; просмотров: 1772; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!