Основні вимоги щодо оформлення креслень з урахуванням допусків
РОЗДІЛ 2. Інженерне забезпечення проектування
інтелектуальних енергозберігаючих маніпуляторів
Лекція 4 Система допусків і посадок при проектуванні конструкцій маніпуляторів
В процесі розробки конструкцій маніпуляторів необхідне використання інженерного забезпечення точності і відповідності виготовлення елементів конструкцій за умови взаємозамінності вузлів і агрегатів. Для цього в інженерній практиці проектування застосовується Єдина Система Допусків і Посадок (ЄСДП).
Основними стандартами ЄСДП для гладких /циліндричних або обмежених паралельними площинами/ деталей є ГОСТ 25346-82 “Загальні положення, ряди допусків і основних відхилень”; ГОСТ 25347-82 “Поля допусків і рекомендовані посадки”. Неназвані допуски лінійних розмірів наведені в ГОСТ 25670-83.
Разом з цими стандартами діють стандарти ЄСДП на допуски форми і розміщення поверхонь. Основні з них - ГОСТ 24642-81 “Терміни і визначення”, ГОСТ 24643-81 “Числові значення допусків форми і розташування”, ГОСТ 25069-81 “Неуказані допуски форм і розташування”. Зазначені стандарти відповідають міжнародній системі допусків і посадок ІСО.
ЄСДП є основою для взаємозамінності, уніфікації і стандартизації та забезпечує єдність в оформленні технічної документації.
Взаємозамінністю називається властивість конструкції складової частини виробу, яка забезпечує можливість використання цієї конструкції замість іншої без додаткової обробки, зі збереженням заданої якості виробу, і до складу якої вона входить.
|
|
|
У разі складання двох деталей, які входять одна в одну, відрізняють охоплюючу і охоплювану поверхні. Такі деталі називаються сполученими, охоплююча поверхня - отвором, охоплювана - валом, а відповідні їм розміри - діаметрами отвору і вала.
Розміром називається числове значення лінійної величини /діаметр, довжина тощо/ у вибраних одиницях вимірювання.
Дійсний розмір - розмір, визначений вимірюванням з допустимою похибкою.
Граничні розміри - два гранично допустимі розміри, між якими повинен знаходитись (або яким може дорівнювати) дійсний розмір.
Найбільший граничний розмір - більший з двох граничних розмірів.
Найменший граничний розмір - найменший з двох граничних розмірів.
Номінальний розмір - розмір, який служить початком відліку відхилення і відносно якого визначаються граничні розміри.
Граничним відхиленням розміру називається алгебраїчна різниця між граничним і номінальним розмірами. Відрізняють верхнє і нижнє відхилення.
Верхнє граничне відхилення - алгебраїчна різниця між найбільшим граничним і номінальним розмірами. Для отвору воно позначається ЕS, для вала - еs (рис. 1).
|
|
|

Рис.1.
Нижнє граничне відхилення - алгебраїчна різниця між найменшим граничним відхиленням і номінальними розмірами. Для отвору позначається EJ, для вала - еі (рис. 1).
Граничне відхилення може бути додатним (позначається знаком “+”), якщо граничний розмір більший від номінального, і від’ємним (позначається знаком “-“), якщо граничний розмір менший від номінального.
Нижнє і верхнє відхилення можуть дорівнювати одне одному або відрізнятись за їх абсолютним значенням. Одне з цих граничних відхилень може дорівнювати нулю. Нульова лінія - лінія, яка відповідає номінальному розміру, від якого відраховуються відхилення розмірів.
Допуском Т (від лат. Tolerance - допуск) називають різницю між найбільшим і найменшим допустимими значеннями того чи іншого параметра. Допуск Т розміру - різниця між найбільшим і найменшим граничними розмірами, або абсолютне значення алгебраїчної різниці між верхнім і нижнім відхиленнями. Допуск завжди додатний. Він визначає допустиме поле розсіювання дійсних розмірів придатних деталей в партії, тобто задану точність виготовлення. Зі збільшенням допуску якість виробів, як правило, погіршується, але вартість виготовлення зменшується.
|
|
|
Допуск отвору визначається: ТЕ = Dmax-Dmin або TE=E3-EJ, вала te=dmax-dmin або te=es-ei.
Для спрощення допуски можна зображати графічно у вигляді полів допусків (рис. 2). Останніми називаються поля, обмежені верхнім і нижнім граничними відхиленнями. Поле допуску позначають літерами латинського алфавіту: великими - для отвору, малими - для вала (рис. 2).
Основне відхилення - верхнє або нижнє, яке використовується для визначення поля допуску відносно нульової лінії.
Якщо розмір отвору D1 більший від розміру вала d1, то в разі з`єднання деталей утворюється зазор, який дорівнює різниці S=D1-d1 (рис. 3, а). Якщо розмір вала d2 більший від розміру отвору D2, то з’єднання таких деталей виконане з натягом, що дорівнює N=d2-D1 (рис. 3, б).
Значення натягу характеризує ступінь опору зміщення однієї деталі відносно іншої після їх з`єднання. Чим більший натяг, тим більший опір.
Характер з’єднання деталей, який визначається величиною утворення в ньому зазорів або натягів, називається посадкою, номінальний розмір якої загальний для отвору і вала, то утворюють з'єднання.

Рис. 2.
Номінальні розміри вказують на кресленнях деталей і складальних одиниць, їх визначають в результаті розрахунку, проведеного при конструюванні деталі і округлюють до значень, які повинні відповідати значенням рядів нормальних лінійних розмірів, вказаних в ГОСТ 6636-69.
|
|
|
Звичайно перевагу віддають ряду Rа5 порівняно з рядом Rа10, ряду Ra10 - порівняно з рядом Rа20 тощо.
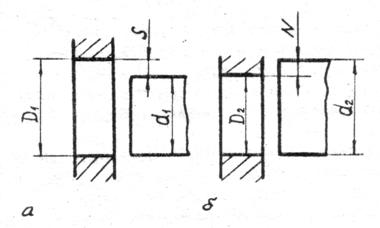
Рис.3.
Для забезпечення функціонування вузлів машин існує велика кількість посадок. Їх умовно поділяють на три групи: посадки з зазором, перехідні посадки і посадки з натягом (відповідно поз. 1-3 - отвір, 4 – вал , рис. 4).

Рис.4.
Посадка з зазором - посадка, яка забезпечує зазор у з’єднанні, тобто найменший граничний розмір отвору, більший від найбільшого граничного розміру вала, або що дорівнює йому (рис. 4). Для утворення посадок із зазором використовують поля допусків від А до Н /від а до h (див. рис. 2).
Перехідна посадка - посадка, за якої можна отримати як зазор, так і натяг, у з’єднанні залежно від дійсних розмірів отвору і вала /поля допусків отвору і вала перекриваються частково або повністю (рис. 4). Для утворення перехідних посадок використовують поля допусків від J до N (від j до n ) (див. рис. 2).
Посадка з натягом - посадка, яка забезпечує натяг у з’єднанні, тобто найбільший граничний розмір отвору, менший від найменшого граничного розміру вала або рівний йому (рис.4). Для утворення посадок з натягом використовують поля допусків від Р до ZС (від р до ZС).
Найбільший зазор - різниця між найбільшим граничним розміром отвору і найменшим граничним розміром вала (Smax=Dmax-dmin) у посадці з зазором або в перехідній посадці (рис. 4, 5).
Найменший зазор - різниця між найменшим граничним розміром отвору й найбільшим граничним розміром вала (Smin=Dmin-dmax) у посадці з зазором (рис. 4, 5).
Найбільший натяг - різниця між найбільшим граничним розміром вала і найменшим граничним розміром отвору (Nmax=dmax-Dmin) у посадці з натягом або перехідній посадці (рис. 6).
Найменший натяг - різниця між найменшим граничним розміром вала і найбільшим граничним розміром отвору (Nmin=dmin-Dmax) у посадці з натягом (рис. 6).


Рис.5. Рис.6.
Зробити точний отвір значно важче, ніж точний вал. Для отворів потрібний спеціальний ріжучий інструмент, тоді як для вала спеціальних інструментів не потрібно - один і той же різець або шліфувальний круг використовується для валів різних діаметрів. Вимірювальний інструмент для отворів - граничні пробки, дорожчі від граничних скоб.
У зв’язку з цим виникли дві системи посадок: система отвору і система вала.
Система отвору (рис. 7, а) - сукупність посадок, в яких граничні відхилення отворів однакові (при одному й тому ж номінальному розмірі і класі точності), а різних посадок досягають шляхом зміни граничних відхилень валів. Нижнє відхилення розміру отвору завжди дорівнює нулю. Такі отвори називаються основними.
Система вала - сукупність посадок, в яких граничні відхилення розмірів валів однакові (за тих же умов), а різні посадки досягають шляхом зміни граничних відхилень отворів. Верхнє відхилення номінального вала завжди дорівнює нулю. Такий вал називається основним.
Система отвору економічніша, і тому вона рекомендується стандартами для більш широкого використання в промисловості, ніж система вала.
Однаковим розмірам деталей різного призначення можуть відповідати різні допуски, в залежності від ступеню точності.
Сукупність допусків, які відповідають однаковому ступеню точності для всіх номінальних розмірів, називається квалітетом. За ГОСТ 25346-82 встановлюють 19 квалітетів, які позначаються: 01,Æ, 2, 3, ..., 17. Найточніший - 01; найгрубіший - І7-й квалітет. Умовне позначення поля допуску утворюється поєднуванням позначення основного граничного відхилення і номера квалітету.

Рис.7. Посадки в системі отвору (а) і в системі вала (б):
1 - поля допусків валів; 2 - поле допуску основного отвору; 3 - поля допусків отворів; 4 - поле допуску основного вала
Основні граничні відхилення умовно позначаються літерами латинського алфавіту: великими - для отворів (Hd, F 9) і малими - для валів (h8, f9) після номінальних розмірів.
Основні вимоги щодо оформлення креслень з урахуванням допусків
і посадок
На складальних і робочих кресленнях деталей розміри і граничні відхилення наносяться відповідно до ГОСТ 2.307-68.
Граничні відхилення лінійних розмірів на кресленнях вказують одним з трьох способів.
1. Умовними позначеннями полів допусків, наприклад: 18Н7, І2е8.
2. Числовими значеннями граничних відхилень, наприклад: 

3. Умовними позначеннями полів допусків, які вказують праворуч у дужках числових граничних відхилень, наприклад: I8H7/+0,018/,  де 18 і 12 - номінальні розміри; H i e - основні відхилення відповідно отвору і вала; 7 і 8 - квалітети.
де 18 і 12 - номінальні розміри; H i e - основні відхилення відповідно отвору і вала; 7 і 8 - квалітети.
Граничне відхилення, яке дорівнює нулю, в умовному позначенні не вказують.
Цифри номера квалітету записують в один рядок з літерою основного граничного відхилення висотою, яка дорівнює висоті великих літер.
Числові значення граничних відхилень виконують розміром шрифту однакового з розміром шрифту номінального розміру або меншим за один розмір (ГОСТ 2.304-81) (рис. 8).
Симетричне відхилення вказують один раз з урахуванням знаків “+” або “-“ (рис. 8).
Кількість знаків після коми у верхньому і нижньому відхиленнях, які записані десятковим дробом, повинна бути однаковою.
Граничні відхилення розміщення осей наскрізних гладких і різьбових отворів вказують згідно з ГОСТ 14140-81.
Поля допусків для отворів з пластмас встановлюють за ГОСТ 25349-82, наприклад: 

Рис. 8
Граничні відхилення кутових розмірів вказують за допомогою тільки числових значень.
Загальний запис у технічних умовах про неуказні граничні відхилення (з 12-го до 17-го квалітету) роблять на підставі ГОСТ 25670-83 двома способами.
1. Якщо в технічних вимогах немає інших пунктів:
Неуказані граничні відхилення розмірів: для отворів Н14, для валів h14, решта - 
2. Якщо в технічних вимогах є інші пункти (наприклад, вимоги до термообробки):
НRCе
2. Н14, h 14,
Посадки призначають або в системі отвору, або в системі вала. Застосуванню системи отвору віддають перевагу.
Позначення посадки утворюється поєднанням позначень полів допусків з'єднуваних отвору і вала, які вказують після номінального розміру з’єднання, починаючи з отвору, наприклад,  або 40НІІ/dІІ, або 40НІІ-dІІ.
або 40НІІ/dІІ, або 40НІІ-dІІ.
Лекція 4. Базування та допуски на форму і розташування.
Дата добавления: 2018-05-09; просмотров: 258; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!