ВЫБОР МАТЕРИАЛОВ ДЛЯ ДЕТАЛЕЙ ГОРНЫХ МАШИН
Часть II. МЕТОДЫ УПРАВЛЕНИЯ СТАРЕНИЕМ МАШИН
Термин "геронтология" (от греческих слов - "geron" (gerontos) - старец и "logos" - понятие, учение) обозначает науку о причинах старения человека и методах продления его жизни. Условно этот термин можно применить и к машине. Геронтология предполагает три обязательных этапа работы с объектом для повышения его долговечности:
1. Профилактика - совокупность эксплуатационных мероприятий, направленных на предупреждение старения материалов, деталей и всей машины.
2. Установление диагноза болезни (для машин) - это техническая диагностика, без которой невозможно установить "рецепты" лечения (ремонтов).
3. Лечение (для машин) - ремонт машин, продлевающий их срок службы
(аварийный и плановый).
Глава 4. КОНСТРУКТИВНЫЕ МЕТОДЫ УВЕЛИЧЕНИЯ ДОЛГОВЕЧНОСТИ МАШИН
Современные горные машины эксплуатируют в тяжелых условиях, связанных с ограниченностью габаритов, абразивностью горных пород, запыленностью атмосферы, воздействием агрессивных шахтных вод. Долговечность горной машины зависит не только от тех идей и приемов, материалов и конструкций, которые были заложены при проектировании машины, но и от нововведений, которые могут быть применены дополнительно в машине при ее ремонтах, модернизации и совершенствовании. Такие нововведения позволяют улучшить, как правило, наиболее нагруженные детали и узлы, повысить за счет этого долговечность всей машины, т.е. активно и благотворно влиять на процесс старения машины.
|
|
|
В процессе разработки конструкции машины закладываются фундаментальные основы долговечности отдельных узлов и деталей машин, создаются условия для замедленного старения машины.
Ошибка конструктора на этой стадии создания машины может привести к тому, что машина из-за недостаточной долговечности отдельных деталей окажется неэкономичной или вовсе неработоспособной в самом начале эксплуатации или приведет к быстрому старению машины - частому нарушению выходных параметров, бесконечному ремонту машины и быстрому ее списанию.
При изготовлении машины большое влияние на ее долговечность оказывают различные технологические факторы изготовления деталей и ее сборки.
И, наконец, при эксплуатации машины ее старение будет зависеть от режима работы машины, методов профилактики, применяемых приемов восстановления деталей и системы ремонта машины.
Ниже подробно рассматриваются "рецепты" управления старением машин на всех этих этапах.
4.1. СОВЕРШЕНСТВОВАНИЕ РАСЧЕТОВ ДЕТАЛЕЙ
Типовые расчеты деталей машин на долговечность производятся или по коэффициенту работоспособности: С=Q(n-h)0,3, где Q - приведенная нагрузка, а h - расчетная долговечность (или  , где tср - средний срок службы 50 % изделий, R - величина рабочего воздействия), или по коэффициенту запаса (запасу прочности) по эквивалентному напряжению (для валов, например,
, где tср - средний срок службы 50 % изделий, R - величина рабочего воздействия), или по коэффициенту запаса (запасу прочности) по эквивалентному напряжению (для валов, например,  , где sн и tк - наибольшие напряжения соответственно при изгибе и при кручении).
, где sн и tк - наибольшие напряжения соответственно при изгибе и при кручении).
|
|
|
При расчетах на усталостную прочность эквивалентное напряжение рассчитывается по формуле:
 ,
,
где N0 - число циклов, соответствующее точке перегиба кривой усталости (обычно принимают N0=(3¸5) 106 циклов), Ni - общее число циклов нагружений при напряжениях si.
Можно долговечность деталей рассчитать и по приведенному числу циклов нагружений:
 ,
,
где а, в, с - средневзвешенная доля работы при нагрузках, вызывающих соответственно напряжения s1, s2, s3;
n1, n2 и n3 - по диаграмме усталости - число циклов, при которых произойдет разрушение от напряжений s1, s2, s3.
Например, для вала дробящего конуса дробилки нагрузка нормальная в месте посадки 5000 Па, при попадании недробимого тела (кусок металла) напряжение возрастает до 15000 Па. Коэффициент концентрации: от посадки вала для Ст5 равен 2, от неровностей обработки -1,15.
|
|
|
Напряжение с учетом коэффициента концентрации: sнорм=500021,15- 11500 Па; sувелич=1500021,15=34500 Па.
Примем, что дробилка работает на 70 % с полной нагрузкой, 30 % - с половинной, 1 раз в смену попадает недробимое тело.
Определим приведенное число циклов (с учетом Nприв):
 .
.
Долговечность вала при работе в сутки в течение 20 часов при n = 220
об/мин:
 .
.
Однако при таких расчетах не учитывается случайный характер действующих нагрузок, изменчивость механических свойств металлов деталей. Если известны параметры рассеяния нагруженности (например, измеренная методом тензометрирования) и характеристик прочности (проведенная статистической обработкой данных сертификатов на металл), то целесообразно расчет на выносливость производить вероятностными методами.
При вероятностном методе расчета выбор запаса прочности определяется вероятностью разрушения в течение срока службы машины. Основой вероятностных расчетов является положение о том, что эксплуатационные нагрузки носят случайный характер и характеристики сопротивления усталости также являются случайными величинами.
 На рис. 4.1 показаны плотности распределения Гаусса параметров нагрузки sа и прочности s-1. Вероятность Ротказа по разрушению детали пропорциональна левому участку S1 площади под перекрывающимися участками кривых этих распределений. Эту площадь, а, следовательно, и вероятность разрушения можно уменьшить тремя способами:
На рис. 4.1 показаны плотности распределения Гаусса параметров нагрузки sа и прочности s-1. Вероятность Ротказа по разрушению детали пропорциональна левому участку S1 площади под перекрывающимися участками кривых этих распределений. Эту площадь, а, следовательно, и вероятность разрушения можно уменьшить тремя способами:
|
|
|
- снижением напряжений sа за счет увеличения сечения и массы детали, что в большинстве случаев для горных машин недопустимо;
- увеличением среднего значения предела выносливости s-1, что возможно за счет удорожания изделия,
- уменьшением дисперсии прочности используемых материалов за
счет увеличения однородности и снижения разброса механических свойств
металла (например, в сталях электрошлакового переплава или рафинированных синтетическим шлаком, см. ниже).
Достижение прочности с необходимым уровнем безотказности можно гарантировать при вероятностном определении запасов прочности с учетом законов распределения как нагрузок, так и показателей, определяющих прочность деталей.
Условие прочности или условие безотказности означает отсутствие у элемента предельного состояния, т.е. когда прочность соответствует или превосходит нагрузку, что выражается неравенством:
 .
.
При известных законах распределения sа и s-1вероятность отсутствия отказа у детали вследствие того, что s-1>sа, может быть определена для нагрузки уровня Qi (см. рис. 4.1) путем интегрирования плотности вероятности f(s-1) распределения показателя прочности:
 .
.
Вероятность непоявления отказа в общем случае определяется из выражения:
 ,
,
где x(q) - плотность вероятности случайной величины  , представляющей собой композицию законов распределения напряжений sа и s-1(композиция законов распределения случайных величин называется законом распределения суммы этих величин);
, представляющей собой композицию законов распределения напряжений sа и s-1(композиция законов распределения случайных величин называется законом распределения суммы этих величин);
 и
и  - математические ожидания показателей прочности и нагрузки соответственно.
- математические ожидания показателей прочности и нагрузки соответственно.
В частном случае, при подчиненности нормальным законам распределения показателей прочности и нагрузки композиция законов их распределения также будет подчинена нормальному закону распределения:
 .
.
Случайные величины sа и s-1 являются независимыми (нагрузка не зависит от прочности), поэтому:

 ,
,
где Мq - математическое ожидание случайной величины q;
D2 - дисперсии соответствующих величин.
Учитывая это, получим:
 .
.
Вероятность отсутствия отказа вследствие того, что s-1>sа , определится (с использованием функции Лапласа):
 .
.
При произвольных законах распределения рекомендуется метод приближенного определения вероятности отсутствия отказа рассчитываемого элемента. Вероятность отказа
 ,
,
где S1 - вероятность того, что прочность детали меньше, чем Q0 (см. рис 4.1), S2 - вероятность превышения нагрузки уровня Q0:
 ;
; 
Вероятность безотказности рассчитываемой детали:
P>(1-S1)(1-S2)
Учитывая, что Р+F=1 , получим:
1-P<S1+S2-S1×S2
Отсюда выражение для оценки точности данного приближенного метода расчета вероятности безотказности рассчитываемой детали:
S1S2<1-P<S1+S2-S1×S2
Таким образом, переход при расчетах прочности к использованию вероятностных распределений значений нагрузок и прочности позволяет вести расчеты с обеспечением требуемого уровня безотказности.
4.2. ВЫБОР МАТЕРИАЛОВ
Каждая машина состоит из комплекса разнообразных деталей, узлов, среди которых одни работают практически неограниченное время, другие периодически подвергаются восстановительному ремонту или замене. К последней группе относятся детали, которые работают в условиях трения либо находятся под воздействием значительных статистических или переменных нагрузок. Очень часто детали машин работают в напряженном состоянии при повышенных или пониженных температурах (до – 50 °С) или в коррозионных средах. Такие детали имеют ограниченный срок службы в эксплуатации, от их долговечности зависит срок службы машины в целом.
При проектировании или модернизации узлов машины, имеющих ограниченную долговечность, необходимо правильно выбрать материал, определить вид и режимы его упрочнения, чтобы увеличить срок эксплуатации деталей и всей машины.
Конструкционные стали с пониженным содержанием углерода (С до 0,25 %) чаще всего подвергаются цементации и закалке, после чего получается высокая твердость цементованного слоя при вязкой сердцевине. Среднеуглеродистые стали (с С>0,25 %) применяются, как правило, для изготовления деталей, которые подвергаются объемной термической закалке и отпуску.
Имеется группа высокопрочных сталей (например, хромоникелевые, легированные молибденом, вольфрамом, ванадием), которые после соответствующей термической обработки приобретают при достаточной вязкости более высокую прочность, чем у обычных конструкционных сталей. Их используют для ответственных деталей.
В табл. 4.1 приведены сведения о характере работы, причинах выхода из строя некоторых широко распространенных деталей горных машин, а также о материалах и способах повышения долговечности, применяемых при изготовлении деталей из них.
На основании изложенного можно сформулировать требования к материалам:
1. Создание особо прочных материалов, необходимых для высоконапряженных машин и для единичных деталей многих машин, так как нередко
габариты и массу машины приходится существенно увеличивать из-за
одной особо напряженной небольшой по металлоемкости детали.
2. Применение композитных материалов как средства принципиального
снижения чувствительности материалов к концентрации напряжений.
3. Создание дешевых металлических материалов с высоким модулем упругости, с хорошими технологическими свойствами и стабильностью, с
малыми вредными остаточными напряжениями в деталях после их изготовления.
4. Создание высокоизносостойких материалов с твердостью выше твердости абразива для работы в сильно абразивной среде.
5. В связи с переходом расчетов на прочность на вероятностную форму
необходимо определение и указания в характеристиках материала предела выносливости и кривой усталости для нормального распределения амплитуд напряжений, а также показатели рассеивания механических характеристик.
Таблица 4.1
ВЫБОР МАТЕРИАЛОВ ДЛЯ ДЕТАЛЕЙ ГОРНЫХ МАШИН
| Наименование деталей | Характер работы | Материалы для деталей | Основные виды повреждений в эксплуатации | Способы повышения долговечности |
| Колеса зубчатых передач | Изгиб зубьев, контактные сжатие и сдвиг, трение и удары торцов зубьев | Стали углеродистые марок от 35 до 50; легированные стали: З5Х, 45Х, 40ХН, 18ХГТ, 30ХГТ, 12ХНЗА, 40ХНМА, З8ХМЮА | Излом зуба, осповидное выкрашивание, изнашивание или пластическая деформация рабочих поверхностей зубьев, торцевой износ зубьев | Объемная или поверхностная закалка зубьев, цементация, азотирование, нитроцементация рабочих поверхностей зубьев |
| Звездочки цепных передач | Удары и трение рабочих поверхностей звездочек об элементы цепи, абразивный износ | Серый чугун С415-32, конструкционные углеродистые или легированные стали | Изнашивание рабочих поверхностей зубьев | Закалка, наплавка зубьев твердыми сплавами Т-540, Т-590, Т-620 |
| Валы и оси | Деформация изгиба и кручения, износ опорных поверхностей | Углеродистые стали марок Ст3¸Ст5 и качественные марок от 25 до 45; легированные стали, модифицированные чугуны | Усталостные изломы, изнашивание и задиры цапф, заедание | Уменьшение влияния концентраторов напряжений, шлифование цапф по всей длине, поверхностный наклеп галтелей, поверхностная закалка, азотирование |
| Звенья гусениц самоходных машин | Контактные нагрузки, трение качения с проскальзыванием, наличие абразива и агрессивной влаги в зоне трения | Аустенитная высокомарганцовистая сталь марки 11ЗЛ, перлитная сталь 35Л, 45Л, сталь 20ХГСНМ | Изнашивание проушин цевок и беговой дорожки, усталостные разрушения | Закалка и отпуск беговых дорожек, наплавка вольфрамовыми сплавами |
| Втулки звеньев гусениц самоходных машин | Сухое трение при высоких удельных давлениях и ударных нагрузках при наличии абразива н влаги | Цементируемые стали марок 20Г или 20Х | Изнашивание в местах трения | Цементация с последующей закалкой и отпуском |
| Коленчатый вал двигателя | Периодические нагрузки, вызывающие временные напряжения, трение шеек о вкладыши подшипника | Отливки из высокопрочного или перлитного ковкого чугуна, стали 35Г, 40Г, 40ХГМ, 40ХН, 30ХМА, 20ХНЗА, 40ХЗМЮ, 38ХМЮА | Изнашивание шеек, прогиб или усталостный излом | Поверхностная закалка, азотирование шеек, накатка роликами галтелей |
| Зубья ковшей экскаваторов, била молотковых дробилок Червяк и червячное колесо червячной передачи | Изнашивание об абразивный грунт, динамические нагрузки при ударах о грунт Скольжение витков червяка по рабочим поверхностям зубьев червячного колеса, изгиб зубьев червячного колеса | Износостойкая, самонаклепывающаяся сталь Г13Л Червяки - углеродистые или легированные стали; червячные колеса - бронзыБр0Ф10-1, БрАЖ9-4, серые чугуны С-415-52. С421-40 | Изнашивание и затупление режущей кромки Заедание, изнашивание рабочих поверхностей, пластические деформации и излом зубьев червячного колеса | Закалка, наплавка ХА2В1Ф, У15Х15С2, Г13Н3, У30Х30Н4С4 Закалка или цементация рабочих поверхностей витков червяка |
| Болты и шпильки резьбов. соединений, собираемых с предварительной затяжкой и нагруженных силами, вызывающими переменные напряжения | Статические напряжения от предварительной затяжки и переменные напряжения во время работы | Стали углеродистые качественные марок от 10 до 45, стали конструкционные хромистые марок 35Х, 40Х, 45Х | Усталостные изломы, деформация | Уменьшение концентрации напряжений, уменьшение жесткости болта, накатка резьбы роликами |
| Передняя стенка (козырек) ковша экскаватора | Трение об абразивный грунт, динамические нагрузки при ударах о камни | Износостойкая сталь Г13Л или 30ГЛ | Затупление режущей кромки | Закалка, наплавка |
4.3. УМЕНЬШЕНИЕ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ В ДЕТАЛЯХ
Усталостная прочность деталей определяется прочностью малых объемов материала в зонах высокой концентрации напряжений.
Концентрация напряжений может вызываться местным приложением нагрузки, формой детали и неоднородностью материала. Рассмотрим эти причины и их влияние на прочность детали.
Концентрация нагрузки является одной из самых решающих причин сокращения долговечности деталей машин.
Концентрация нагрузки вызывается: а) упругими деформациями деталей; б) погрешностями изготовления деталей или сборки; в) неравномерным износом.
Концентрация нагрузки в неподвижных соединениях и в неприрабатывающихся подвижных сопряжениях сохраняется на весь срок эксплуатации. Наиболее распространенным примером возникновения пиков давлений у кромок является соединение вала с втулкой с гарантированным натягом (рис. 4.2, а). В результате концентрации давления усталостная прочность валов резко понижается, что характеризуется коэффициентом концентрации, напряжений (коэффициент концентрации напряжений - отношение наибольшего напряжения в зоне концентрации к номинальному напряжению a=smax/sном), изменяющимся в зависимости от натяга и материала вала от 2,5 до 5.

Рис. 4.2. Концентрация напряжений при напрессовке втулки на вал: 1 – вал, 2 – втулка, 3 – эпюра напряжений
Понижение прочности вала от напрессовки может быть почти полностью компенсировано комплексом следующих мероприятий: увеличением диаметра посадочной поверхности вала точно по длине втулки (ступицы шестерни, шкива) на 5 %, выполнением галтелей большого радиуса r и их обкаткой роликом, выполнением разгрузочной канавки (рис. 4.2, б).
Нагрузки в резьбовых соединениях распределяются неравномерно по виткам: так, при взаимодействии крепежного винта с гайкой, имеющей 10 витков, первый, наиболее нагруженный, виток воспринимает 34 % нагрузки, а десятый, наименее нагруженный, - менее 1 %. Коэффициент концентрации нагрузки достигает 3. Уменьшение этой концентрации нагрузки на витки резьбы может быть получено за счет увеличения податливости витков на всей длине или в зоне наибольшей нагрузки. При этом могут применяться следующие приемы: резьбовая часть размещается в отверстии детали под опорной поверхностью (рис. 4.3, а), делается кольцевая выточка (рис. 4.3, б), выполняется опорная поверхность конусной с поднутрением около 5 и контактом по периферии (рис. 4.3, в). При этом наиболее нагруженные витки разгружаются и ресурс винта повышается на 85 %.

Рис. 4.3. Уменьшение концентрации нагрузки при резьбовом соединении
Валы, подверженные очень большим осевым нагрузкам при стесненных диаметральных габаритах, в частности в бурильных устройствах, снабжают многорядными шариковыми подпятниками, т.е. несколькими подпятниками, работающими параллельно (рис. 4.4). Наружные кольца 1 с помощью дистанционных втулок 2 закрепляют на корпусе 3, а внутренние 4 с помощью таких же втулок 5 - на валу 6. Выбором соотношений длин втулок  1 и 2 можно обеспечить равномерную нагрузку подпятников при нагрузке.
1 и 2 можно обеспечить равномерную нагрузку подпятников при нагрузке.
 Возле отверстий, галтелей, кольцевых выточек, у шпоночных и шлицевых пазов, у основания резьб и в других местах, где резко меняется конфигурация детали, напряжения распределяются также неравномерно, т.е. возникает концентрация напряжений.
Возле отверстий, галтелей, кольцевых выточек, у шпоночных и шлицевых пазов, у основания резьб и в других местах, где резко меняется конфигурация детали, напряжения распределяются также неравномерно, т.е. возникает концентрация напряжений.
Концентрацию напряжений можно уменьшить:
1) приданием деталям плавных очертаний, особенно округлением
внутренних углов (рис. 4.5, а, б);
2) удалением неработающего металла, уменьшением жесткости конструкции (созданием разгрузочных канавок) (рис. 4.5, в);
3) размещением источников концентрации напряжений в зонах малых
номинальных напряжений или смещением максимумов местных напряжений
от разных источников (рис. 4.5, г, д).
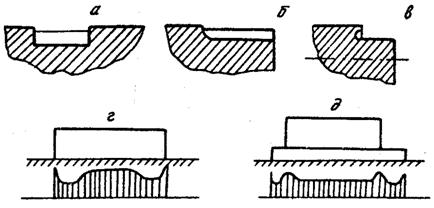
Рис. 4.5. Уменьшение концентраций напряжений
Давление по длине направляющих и суппортов распределяется неравномерно в связи с их изгибом и кромочным эффектом (рис. 4.5, г) - на эпюрах давлений имеется горб под силой и пики по концам. Если между ними положить жесткую прокладку (рис. 4.5, д), то пики уменьшаются, уменьшаются и напряжения.
При растяжении и изгибе пластин, валов с отверстиями коэффициент концентрации напряжений достигает a=3. Средствами уменьшения влияния отверстий служат раззенковка 1, снятие риски (на валу), обжатие кромок шариком 2 и выполнение разгрузочных лунок (для вала) 3, 4 и канавок для пластин (рис. 4.6).
 Упругие деформации изгиба валов вызывают взаимный наклон сцепляющихся зубчатых шестерен и концентрацию нагрузки по длине зубов.
Упругие деформации изгиба валов вызывают взаимный наклон сцепляющихся зубчатых шестерен и концентрацию нагрузки по длине зубов.
Основные мероприятия по уменьшению концентрации нагрузки на зубьях шестерен:
1) уменьшение ширины шестерен;
2) расположение шестерен симметрично между опорами;
3) придание зубьям бочкообразной формы;
4) выполнение зубьев консольно-установленных шестерен слегка коническими.
Сварные соединения при переменных напряжениях теряют свою прочность, это обусловлено:
во-первых, концентрацией напряжений;
во-вторых, остаточными напряжениями;
в-третьих, изменением структуры металла около шва. Поэтому при проектировании сварных соединений необходимо учитывать следующее:
1) по возможности применять стыковые соединения с механическим снятием утолщений от сварки;
2) для элементов с V-образным швом предпочтительно, чтобы зона у
вершины работала на сжатие, а не на растяжение;
3) от постановки дополнительных накладок усталостная прочность только понижается;
4) следует, избегать совмещения сварных швов с местами концентрации напряжений.
4.4. РЕГЛАМЕНТАЦИЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ
Строение поверхностного слоя твердых тел и происходящие в нем явления играют особую роль в протекании большинства процессов старения и разрушения материалов.
Состояние поверхностного слоя определяет процессы, возникающие при взаимодействии с другим телом или с окружающей средой, например, при износе, контактной деформации, усталости, коррозии и др. Особое влияние поверхностного слоя материала на работоспособность деталей обусловлено следующими причинами.
1. Поверхностные слои твердого тела наделены избытком энергии, т.к. молекулы и атомы, находящиеся у поверхности, имеют свободные связи, которые способствуют возникновению таких явлений, как поглощение (адсорбция), сцепление (когезия), прилипание (адгезия), смачивание и т.п.
2. Поверхностный слой формируется в результате разнообразных технологических процессов, которые не только формируют деталь, но значительно изменяют физико-механические свойства этого слоя.
3. В процессе эксплуатации идет непрерывное изменение параметров поверхностного слоя, в значительно большей степени, чем по всему объему детали.
Параметры поверхностного слоя должны характеризовать:
- макро- и микрогеометрию поверхностного слоя;
- напряжения, возникающие в поверхностных слоях, как на отдельных
участках, так и в микрообъемах;
- структуру поверхностного слоя как следствие пластической деформации, температурных влияний, окислительных процессов и др.
Часть параметров поверхностного слоя были подробно рассмотрены в курсе ''Взаимозаменяемость и технические измерения": макрогеометрия -овальность, огранка, конусность и т.п.; микрогеометрия - шероховатость, волнистость, направления штрихов и т.п.
Известно, что возникающие в процессе обработки детали, пластические и тепловые явления (рассмотрено в курсе "Обработка металлов резанием") образуют равновесную систему, которая проявляется в виде макронапряжений, охватывающих крупные объемы детали (напряжение I рода), микронапряжений в пределах одного или нескольких кристаллических зерен (напряжение II рода) и субмикроскопических напряжений, действующих между элементами кристаллической решетки (напряжение III рода).
Внутренние напряжения, как правило, являются следствием определенного технологического процесса, поэтому различают литейные, сварочные, закалочные, шлифовочные и другие остаточные напряжения.
Остаточные напряжения, которые сохраняются в детали длительное время, складываясь с рабочими (возникающими под действием рабочих нагрузок) напряжениями, могут усиливать или ослаблять их последствия. Особенно опасны растягивающие напряжения, которые приводят к резкому понижению усталостной прочности и износостойкости.
На рис. 4.7 показана схема влияния остаточных напряжений, полученных после механической обработки, на рабочую эпюру напряжений. Неблагоприятные растягивающие напряжения могут возникать в поверхностном слое после шлифовальной обработки (вплоть до появления шлифовочных трещин), после нанесения большинства гальванических покрытий, при химико-термической обработке поверхностно-обезуглероженных сталей и др.

Рис. 4.7. Остаточные напряжения в деталях: 1 – эпюра напряжений от механической обработки; 2 – эпюра рабочих напряжений; 3 – суммарная эпюра (а – изгиб, б – растяжение)
Ряд процессов механической обработки создают в поверхностном слое наклеп (повышенные механические свойства), благоприятно влияющий на эксплуатационные свойства деталей.
Существуют специально разработанные технологические процессы пластической деформации поверхностного слоя, создающие наклеп и благоприятные остаточные напряжения в поверхностных слоях (см. гл. 5), которые значительно могут повышать долговечность деталей, особенно работающих на усталость.
В табл. 4.2 представлены параметры качества поверхностного слоя и справа в графе показаны параметры, которые регламентируются обычно в чертежах.
Из данных табл. 4.2 видно, что большинство параметров качества поверхностного слоя или не регламентируется, или регламентируется редко, что может приводить к сокращению долговечности деталей и быстрому старению машин.
Следовательно, более подробная и точная регламентация качества поверхностного слоя наиболее ответственных деталей даст возможность резко, иногда в несколько раз, повысить долговечность отдельных деталей, что благоприятно отразится на долговечности всей машины.
Таблица 4.2
Дата добавления: 2018-05-02; просмотров: 463; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!