Геометрические параметры сверл и режимы резания
| Марка КМ | Конструкция сверл | Материал инструмента | Углы, град | νм/мин | s, мм/об | ||
| α | γ | 2φ | |||||
| СТЭФ | Спиральные с подрезающими и режущими кромками Спиральные С прямыми канавками | ВК6М, ВК8 ВК6М, ВК8 ВК6М, ВК8 | 15-20 30 25 | 15 15 15 | 70-80 80-90 | 20-80 30-80 20-70 | 0,08-0,8 0,1-0,3 0,08-0,25 |
| СВАМ |
Спиральные | Р18- ВК8, ВК6М | 20 25 | 15 10 | 60 70 | 10-40 20-80 | 0,08-0,25 0,06-0,25 |
| АГ-4С | Р18 ВК8, ВК6М | 20 20 | 15 12 | 60 70 | ГТо-45 30-80 | 008-0,25 0,06-0,2 | |
| ВФТ-2ст | Р18 ВК8 | 15-20 15-20 | 5 5 | 110-120 120 | 10-30 10-40 | 0,03-0,15 0,03-0,15 | |
| кму - ly | ВК8 | 15-20 | 5-8 | 90-110 | 50-80 | 0,03-0,06 | |
320
21-243
321
| Рис. 4.10.Общий вид комби нирован ного инструмента сверло-зенковка (а) и конструкция зенковаль-ной насадки (б) Рис. 4.10.Общий вид комби нирован ного инструмента сверло-зенковка (а) и конструкция зенковаль-ной насадки (б) |
4.5. Технология образования отверстий, резьб и гнезд
Таблица 4.9
Усадка отверстий (диаметром 3...8 мм) при сверлении
| Обрабатываемый материал | |
| Стеклотекстолит СТЭФ Стекловолокиит АГ-4С С ВАМ Стеклотекстолит ВФТ-2ст Стеклотекстолит КАСТ-В Углепластик КМУ-1у | 0,005 - 0,02 0,01 - 0,03 0,02 - 0,04 0,01 - 0,06 0,01 - 0,05 0,01 - 0,025 |
Зенкование
|
|

Зенкование гнезда под потайные заклепки и болты необходимо проводить следующим образом: комбинированным инструментом — сверлом-зенковкой (рис.4.10) при одновременном образовании отверстий и гнезд в деталях из стеклопластика и углепластика на сверлильно-зенковальных установках; зенковками с направляющими штифтами при работе пневмодрелями.
Диаметры направляющих штифтов к зенковкам выбирают в зависимости от диаметра заклепки по табл. 4.10. При зенкова-нии применяют то же оборудование и ручной механизированный инструмент, что и при сверлении. Для зенкования гнезд под головки заклепок и болтов с углом конуса 120° применяют четырех- или шестизубые зенковки. Угол при вершине зенковки должен быть равным углу конуса потайной головки заклепки или болта, т.е. 2ф = 120°; задний угол а = 15...20°, а передний угол у = О...Ю0. Зенкование гнезд под головки потайных заклепок и болтов с углом конуса 90° осуществляют шестизубыми зенковками с углами: 2<р = 90°, а = 15...20°, у = О...Ю0. При увеличении количества зубьев у зенковок повышаются качество поверхности об-
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ
рабатываемых гнезд и стойкость инструмента. Режущие кромки зенковок должны быть остро заточены. Об износе зенковок свидетельствует появление ворсинок и граненой поверхности по периметру лунок. Допустимый износ по задней поверхности составляет hизн ≤ 0,1 мм.
Таблица 4.10 Размеры и допуски направляющих штифтов
| Диаметр направляющего штифта, мм | Диаметр заклепки, dv мм | |||||
| 2 | 2,6 | 3 | 3,5 | 4 | 5 | 6 | 7 8 | |
| Номинальный | 2,1 2,7 3,1 | 3,6 4,1 5,1 6,1 | 7,1 8,1 | |||
| Допустимые отклонения | -0,007 -0,011 -0,015 -0,032 -0,044 -0,055 | |||||
Для обеспечения точности выполнения зенкованных гнезд необходимо применять зенковальные насадки с упоро-ограни-чителем глубины зенкования (см. рис. 4.10), закрепляемые в патроне дрели или сверлильного станка. Перед выполнением операции зенкования необходимо отрегулировать упор ограничителя зенковальной насадки на заданный размер.
Упор-ограничитель зенковальной насадки настраивают по калибру-заклепке на величину, указанную в табл. 4.11. Минимально допустимая толщина слоистых армированных пластиков, допускающая зенкование в них гнезд, зависит от размеров заклепок и болтов и должна быть больше высоты потайной головки заклепки или болта на 0,3...0,8 мм в зависимости от диаметра заклепки или болта.
Таблица 4.11 Размеры замыкающих головок заклепок
| Параметр замыкающей головки, мм | Диаметр заклепки, мм | ||||||
| 2 | 2,6 | 3 | 3,5 | 4 | 5 | 6 | |
| Номинальный диаметр 1 Допустимые отклонения Наименьшая высота | 3,0 ±0,2 0,8 | 3,9 ±0,25 1,1 | 4,5 ±0,3 1,2 | 5,2 ±0,4 1,4 | 6 ±0,4 1,6 | 7,5 ±0,5 2 | 8,7 ±0,5 2,4 |
322 323
4.5. Технология образования отверстий, резьб и гнезд
Развертывание
Чтобы обеспечить требуемые точность и качество отверстий под болтовые соединения применяют развертывание отверстий. Эту операцию можно осуществлять машинными и ручными развертками. Рекомендуется машинное развертывание с ориентацией инструмента с помощью вращающихся кондукторных втулок. Могут быть использованы машинные развертки стандартной конструкции, оснащенные твердыми сплавами (рис. 4.11) с задней или с задней и передней направляющими. Допускается также применение ручных быстрорежущих разверток стандартной конструкции, однако следует учитывать их низкую стойкость. Рабочие части разверток рекомендуется оснащать твердыми сплавами марок ВКЗМ и ВК2. Допускается применение сплава марки ВК8. Рекомендуются следующие геометрические параметры рабочей части разверток: передний угол у = 0°; задний угол а = 8...10°; угол при вершине 2ф = 15°.
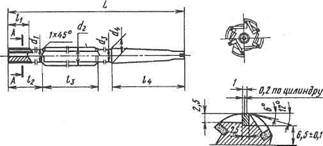
Рис. 4.11. Схема конструкции машинной развертки, оснащенной пластинками из твердого сплава
Критерием затупления является износ по задней поверхности, равный 0,08...0,1 мм. В целях компенсации "усадки" отверстий диаметр калибрующей части следует увеличивать на 0,01...0,02 мм по сравнению с развертками для стали.
При машинном развертывании отверстий в КМ рекомендуются следующие режимы резания:
Скорость резания v, м/мин............................................................. 20 — 40
Подача s, мм/об.............................................................................. 0,1—0,6
Глубина резания t, мм.................................................................... 0,2 — 0,3
324
4. ТЕХНОЛОГИЯ СОЕДИНЕНИЙ КОНСТРУКЦИЙ ИЗ КОМПОЗИТОВ При увеличении подачи незначительно увеличивается "усадка" отверстий. Поэтому изменением подачи можно регулировать размеры отверстий в пределах 10...20 мкм. Развертывание с малыми подачами не рекомендуется, так как при этом снижается точность отверстий, увеличиваются их овальность и
конусность.
На точность отверстий влияют: сочетание материалов в пакете — для однородных пакетов (композит с композитом) точность несколько выше, чем для смешанных пакетов (композит с металлом) — и способ образования отверстий.
Использование нескольких сверл и разверток для образования отверстий под болтовые соединения не целесообразно, так как точность таких отверстий практически соответствует точности отверстий, полученных одним сверлом и одной разверткой и соответствуют 7—9-му квалитету точности.
Образование резьб
Нарезание резьбы в деталях из стеклопластиков представляет значительные трудности ввиду выкрашивания материала и невозможности получения чистой поверхности профиля резьбы. Поэтому образование резьб целесообразно осуществлять прессованием или совместным формованием. Менее предпочтительной является нарезка резьбы резцом или метчиком. Точность резьбы не превышает 3-го класса. Основным способом образования внутренних резьб под детали крепежа в стеклопластиках является нарезка резьбы с помощью метчиков. Процесс нарезания резьбы метчиком в деталях из стеклопластика связан с определенными трудностями, обусловленными следующими факторами:
наличием у стеклопластика значительной податливости, что приводит к защемлению метчика;
неоднородностью и слоистостью структуры стеклопластиков, которые не обеспечивают ровной и гладкой резьбовой
поверхности;
высокой истирающей способностью стеклопластиков, приводящей к быстрому изнашиванию метчиков.
Геометрические параметры метчиков для нарезания резьбы в стеклопластиках значительно отличаются от геометрических параметров инструмента для нарезания резьб на металлических
325
4.6. Технологические процессы клепки
деталях. Так, передний угол γ"машинных" метчиков для обычной метрической резьбы должен иметь отрицательные значения (от -5 до -10°).
4.6. Технологические процессы клепки
Дата добавления: 2018-05-02; просмотров: 557; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!