Приведите современную классификацию и маркировку алюминиевых сплавов, приведите примеры применения этих сплавов в машиностроении
По технологии изготовления полуфабрикатов и изделий все применяемые в промышленности алюминиевые сплавы делят на три группы: деформируемые, литейные и спеченные.
Деформируемые сплавы имеют высокую технологическую пластичность, поэтому используются для изготовления деталей способами холодной и горячей пластической деформации (прокаткой, ковкой, прессованием, экструдированием, штамповкой, волочением и т.д.).
Пластическая деформация этих сплавов не только средство изменения или придания формы, ее используют также и для упрочнения алюминиевых сплавов.
К деформируемым алюминиевым сплавам относятся сплавы Al-Cu-Mg-Mn; Al-Zn-Mg-Cu, это дуралюмины (Д1, Д16, Д18, Д19 и др.), авиали (АВ, АД31, АДЗ3 и др.), высокопрочные алюминиевые сплавы (В95, В96), магналии сплавы алюминия с магнием.
В продовольственном машиностроении алюминиевые сплавы идут на цистерны, различные емкости, детали холодильных агрегатов. Из деформируемых сплавов АД, АД1, Д16, АМц др. В продовольственном машиностроении изготавливают различные сварные конструкции технологического оборудования. Хорошими свойствами обладает алюминиево-марганцовистый сплав АМц и алюминиево-магниевые сплавы АМг и АМгЗ (магналии). Они имеют хорошую пластичность, хорошо свариваются, обладают высокой коррозионной стойкостью и не требуют для упрочнения термической обработки.
Литейные алюминиевые сплавы
Предназначены для изготовления деталей методами фасонного литья (в земляные или металлические формы, под давлением и т.д.), имеют хорошие литейные свойства высокую жидкотекучесть, малую склонность к образованию горячих трещин, малую усадку.
Широкое распространение для изготовления литых деталей получили силумины - сплавы алюминия с кремнием (ГОСТ 1589-89). Силумины обладают малой удельной массой хорошими литейными свойствами, коррозионной стойкостью.
Свойства ряда силуминов представлены в таблице
Таблица 1. - Состав и свойства силуминов
| Марка сплава | Содержание Si, % | sв, МПа | НВ, МПа | d, % |
| АК7 | 6…8 | 200…230 | 500…570 | 2…4 |
| АК9 | 8…10,5 | 170…290 | 2…4 | |
| АК12 | 10…13 | 160…190 | 2…6 |
В продовольственном машиностроении силумины используются для изготовления корпусов насосов, работающих в контакте с пищевыми продуктами.
Для фасонного литья применяют также сплавы на основе Аl-Сu-Mg, Аl-Сu, Al-Zn-Mg. Магналии также относятся к алюминиевым литейным сплавам, они содержат 4...13 % Mg.
Спеченные алюминиевые сплавы (САС) получают брикетированием, спеканием и деформированием порошков алюминия и легирующих элементов или порошков стандартных алюминиевых сплавов. К таким сплавам относятся САС1 (25...30% Si, 5...7% Ni, остальное Al). Их применяют для деталей приборов, работающих в паре со сталью при 20...200°С, где необходимо сочетание низкого коэффициента линейного расширения и малой теплопроводности.
Для деталей, работающих при высоких температурах (до 500°С), применяют спеченные алюминиевые порошки (CAП1...САП4) сплав алюминия с его окисью (Аl2O3).
Изложите сущность технологии волочения стальной проволки, исходный материал, оборудование, инструмент и область применения
Волочением называют пластическую деформацию при протягивании проволоки, прутка, профиля, трубы через сужающийся канал инструмента (волоки). Усилие растяжения, приложенное к выходящему из волоки концу изделия, расходуется на формоизменение заготовки и преодоление сил трения о канал волоки. Обжатие за проход ограничено прочностью выходящего конца изделия и, как следствие, обрывом металла. Характеристикой процесса служит вытяжка λ.
Волочение относится к холодной пластической обработке. Кроме формоизменения и вытяжки достигается упрочнение (наклеп) материала, улучшается качество поверхности и точность размеров.
Различают волочение на цепных станах (для получения труб, прутков и профилей ограниченной длины) и волочение на станах барабанного типа (для получения длинномерной продукции, например, проволоки).
Заготовки для волочения – это сплошные (катаные, прессованные) круглые и фасонные профили в бухтах или отрезках, бесшовные или сварные трубы. Готовые изделия волочильных цехов – это проволока диаметром от 0,01 до 6 мм, трубы диаметром до 400 мм, калиброванные прутки и профили, профильные (овальные, прямоугольные и т. п.) трубы.
Производительность процесса волочения определяется скоростью на выходе из волоки (скоростью волочения), вытяжкой за проход, затратами времени на начало процесса и замену инструмента.
Скорость волочения составляет 1–10 м/с для прутков, профилей и труб и до 50 м/с для тонкой проволоки. При таких скоростях скольжения неизбежны проблемы износостойкости волок, обеспечения качества поверхности изделий. Первостепенная роль при волочении принадлежит технологической смазке и управлению процессом трения. Радикальным средством уменьшения износа, повышения скорости и производительности является волочение в режиме гидро- или пластогидродинамического трения.
Перед волочением заготовку термически обрабатывают, удаляют с нее окалину и подготавливают ее поверхность для закрепления смазки. Термическая обработка снимает наклеп и обеспечивает получение оптимальной структуры. Смягчающий отжиг повторяют после 70–85 %-го обжатия для стали и 99 %-го для цветных металлов (меди, латуни). Окалину после термической обработки удаляют механическим, химическим, электрохимическим способами, а также одновременно несколькими способами. Механическая очистка состоит в периодическом изгибании полосы между роликами, обдуве дробью или песком. Такой способ малоэффективен для удаления прочной окалины, поэтому чаще применяют химический способ.
После травления заготовку промывают, на ее поверхность наносят подсмазочный слой путем желтения, омеднения, фосфатирования, известкования. При желтении на заготовку наносят тонкий слой гидроксида железа Fе(ОН)3, который вместе с нанесенной затем на него известью играет роль наполнителя для смазки. Фосфатирование состоит в нанесении пленки фосфатов марганца, железа и цинка. К пленке фосфатов хорошо прилипает смазка и коэффициент трения снижается до 0,04 – 0,06. Известкование в растворе нейтрализует остатки кислот и образует пленку наполнителя для смазки. Для волочения с большими обжатиями и давлениями рекомендуется омеднение заготовки в растворе купороса; коэффициент трения при этом равен 0,08 – 0,12. После нанесения покрытия заготовку сушат в камере при 300–350 оС.
Для увеличения производительности концы бухт сваривают электроконтактной сваркой. Это снижает потери времени на заправку заготовки в волоки до минимума.
Проволоку изготовляют на машинах многократного волочения с числом волок 5–22. За каждой волокой скорость проволоки увеличивается пропорционально вытяжке λ, достигая на выходе 40–50 м/с (на наиболее современных машинах). Автоматизированный электропривод позволил объединить в один непрерывный агрегат волочильную проволочную машину и установку для отжига проволоки «на проход». При производстве труб и прутков также стремятся объединить в один агрегат волочильную машину, механизмы для правки, резки, острения концов, установки оправок и т. д.
К волочильному инструменту относятся волоки и оправки. Канал волоки (рисунок 1) имеет следующие зоны: входную для облегчения ввода заготовки, смазочную и рабочую для ввода смазки и обжатия заготовки, калибрующий поясок, обратный конус и выходную зону для предохранения изделия от образования рисок и царапин. Основные характеристики волоки – это материал, угол a и ширина калибрующего пояска. Длина пояска составляет 0,4 – 1,0 длины рабочей зоны. Угол α обычно равен 6–15°.
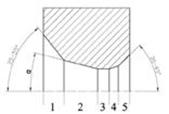
1 – входная зона; 2 – смазочная зона; 3 – калибрующая зона; 4 – обратный конус; 5 – выходная зона
Рисунок 1 – Схема канала волоки
По диаметру изделий, мм, волочение подразделяется на толстое (3,5 – 1,5), среднее (1,6 – 0,25), тонкое (0,4 – 0,1) и тончайшее (0,02 – 0,008). Наибольшей износостойкостью обладают волоки из природных (до 2,4 мм) и синтетических (поликристаллических до 4,6 мм) алмазов, однако они нуждаются в интенсивном охлаждении. Размеры и форма канала стандартизованы. Алмазные волоки вставляют в оправы из латуни или бронзы и заливают легкоплавким сплавом. Для изделий диаметром 1 – 50 мм применяют в основном сборные волоки из обоймы с запрессованной в нее твердосплавной вставкой. Размеры и материалы вставок на основе карбидов вольфрама и кобальта стандартизованы.
Для мелкосерийного производства и производства труб диаметром до 300 мм применяют волоки из сталей У8 – У12, Х12М, ШХ15 и др.
В цепном волочильном стане (рисунок 2) передний конец прутка или трубы 1 проталкивается через волоку 2 и захватывается клещами каретки 3. Каретка сцепляется с пластинчатой цепью 4, перематываемой с помощью привода 5. На входной стороне стана имеется приспособление для подачи и удержания стержня оправки.
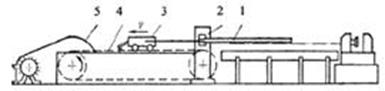
Рисунок 2 – Схема цепного волочильного стана
Скорости волочения на современных станах достигают 3–5 м/с, усилие волочения составляет 30–1500 кН, причем одновременно протягивается до трех заготовок. Недостатки цепных станов таковы: ограниченная длина изделий, большие затраты времени на подготовку к волочению очередной заготовки. Разработаны автоматизированные линии волочения прутков, в которых специальные захваты попеременно тянут заготовку через волоку без остановки процесса.
Дата добавления: 2018-05-01; просмотров: 1161; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!