Ремонт концевых и соединительных муфт
Дисциплина: “Ремонт и наладка электрооборудования”.
Под гололедом понимаются твердые атмосферные осадки в виде чистого льда с плотностью 0,6—0,9 г/см3, изморози — кристаллического осадка с плотностью 0,1—0,2 г/см3, мокрого снега и смеси этих осадков. Наиболее часто гололед на проводах и тросах наблюдается при температуре воздуха, близкой к 0°С, когда оттепели сменяются похолоданием.
Для предупреждения аварий и повреждений ВЛ от гололеда в районах с сильным гололедообразованием организуют наблюдения за изменением метереологических уело-

Рис. 12.7. Схемы плавки гололеда:
а-в - током КЗ; г — по способу встречного включения фаз; д- постоянным током
а на ответственных ВЛ устанавливают приборы, сигнализирующие о нарастании гололеда.
Основной мерой борьбы с гололедом является удаление его с проводов и тросов путем плавки электрическим током, а также профилактический нагрев проводов (увеличением тока нагрузки) до температур, при которой образование гололеда на проводах не происходит. Применяется несколько способов плавки гололеда на ВЛ (рис. 12.7): током КЗ, постоянным током от специального источника, током нагрузки. Для плавки гололеда на грозозащитных тросах последние подвешивают на изоляторах. Плавку гололеда на ВЛ организуют диспетчерские службы энергосистем. Начинать плавку целесообразно, когда размеры гололеда еще невелики, но нарастание его продолжается. Успех плавки зависит от быстроты и оперативности ее организации. Для этого заранее рассчитывают токи и время плавки, подготавливают специальные перемычки, устанавливают необходимые выключатели, разъединители и т. д.
|
|
|
Вибрация проводов и тросов.
При ветре, направленном поперек линии, за проводами (тросами) возникают и срываются воздушные вихри. Эти вихри вызывают силы, действующие на провод то снизу, то сверху. Совпадение частоты образования вихрей с частотой колебания натянутых проводов приводит к появлению на линии стоячих волн вибрации с амплитудой колебаний в несколько сантиметров. Вибрация наблюдается при скорости ветра 0,5—10 м/с.
В результате вибрации провода и тросы испытывают знакопеременные напряжения, приводящие в конечном счете к излому и обрыву отдельных жил в тех местах, где они соприкасаются с зажимами.
Типовой защитой от вибрации является оснащение ВЛ 35 кВ и выше гасителями вибрации (рис. 12.8). Гасители вибрации подвешиваются вблизи зажимов в каждом пролете провода или троса.
Пляска проводов итросов. Помимо вибрации на ряде ВЛ наблюдается явление, получившее название пляски проводов. Это один из видов автоколебаний, при котором имеет место резонанс собственных колебаний провода и возбуждающей силы. В наибольшей степени пляске подвержены провода ВЛ, расположенных в гололедных районах, поскольку отложения гололеда изменяют профиль провода (при одностороннем гололеде сечение становится похожим на крыло) и при наличии ветра возникает сила, поднимающая провод вверх. В результате возникают периодические вертикальные колебания провода с амплитудой, достигающей в некоторых случаях нормального провеса провода. Разработан ряд мероприятий по борьбе с пляской проводов и тросов, среди которых может быть названо применение механических устройств, ограничивающих перемещение проводов при пляске, например кольцевых тросовых
|
|
|

Рис. 12.8. Гаситель вибрации:
а — обший вид; 6 — разрез; / — зажим для крепления к проводу; 2 — груз; 3 — стальной трос
распорок между расщепленными проводами фазы, а также гасителей пляски в виде различного рода цилиндрических и плоских обтекателей, подвешиваемых на проводах.
Своевременная плавка гололедных образований снижает вероятность возникновения пляски проводов и тросов.
Коррозия металлических опор.
Наиболее характерным дефектом металлических опор является коррозия. Она появляется под воздействием на металл воздуха и атмосферной влаги. Наличие в воздухе солей и кислот характерно для атмосферы в зоне химических комбинатов, крупных промышленных предприятий и морских побережий, что способствует усилению коррозии металла опор. В наибольшей степени корродируют горизонтально расположенные элементы конструкции, места стыков и сопряжения элементов, т.е. участки конструкций, в которых влага длительно задерживается и которые плохо обдуваются ветром. Развитие коррозии с течением времени может привести к уменьшению сечения металлических элементов конструкции, к снижению ее несущей способности и поломке опоры. Технические требования к металлическим опорам. Отклонение оси траверсы от горизонтальной оси при сборке портальных опор допускается не более 1:150 длины траверсы при ее длине до 15 м и 1:250 при длине более 15 м, смещение конца траверсы от линии, перпендикулярной оси трассы, не должно быть более 100 мм; стрелы прогиба (кривизны) траверсы — 1 /300 длины траверсы; стрелы прогиба (кривизны) стоек и подкосов — 1 /750 их длины, но не более 20 мм, отклонение поясных уголков и элементов решетки (в любой плоскости) в пределах панели — не более 1 / 750 длины. Жесткие требования предъявляются к котлованам, фундаментам и оттяжкам металлических опор. Фундаменты опор делятся на металлические подножники (использовались до конца 50-х годов, но еще находятся в работе), монолитные бетонные фундаменты, железобетонные грибовидные подножники, свайные железобетонные фундаменты, сваи, якоря и железобетонные анкерные плиты для крепления оттяжек опор [7, 14]. Оттяжки опор должны быть покрыты смазкой. Тяжение в тросовых оттяжках опор при скорости ветра не более 8 м / с и отклонении опор в пределах допусков должно соответствовать проекту: для опор до монтажа проводов и грозозащитных тросов — в пределах 20...30 Н (2...3 тс); при подвешенных проводах и грозозащитных тросах — в пределах 20...50 Н (2...5 тс). При эксплуатации BЛ в зависимости от вида ремонта допускается уменьшение площади поперечного сечения троса оттяжки: до 10% при закреплении оборванных проволок бандажами; более 10 до 20% при установке ремонтных зажимов (с помощью гидравлического пресса ). При уменьшении поперечного сечения троса оттяжки на более чем 20% оттяжка должна быть заменена. Требования к фундаментам и подножникам металлических опор. Отклонения от проектных размеров анкерных болтов, заложенных в монолитный фундамент, не должны превышать расстояния по горизонтали между осями болтов, устанавливаемых для крепления одной ноги опоры, ± 10 мм; разность между верхними отметками анкерных болтов допускается 20 мм. Дно котлована под анкерные плиты, служащие для укрепления оттяжек, должно быть выравнено шаблоном по проектному уклону. Отклонение от значения проектного уклона допускается в пределах 10%. Глубина заложения фундаментов должна соответствовать проекту. При полностью обводненных грунтах по согласованию с проектной организацией допускается уменьшение глубины заложения фундаментов при условии устройства обвалования на недостающую глубину котлована.
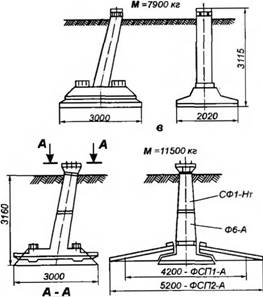
 Фундаменты металлических опор а — монолитный фундамент, б — грибовидный подножник под свободностоящие опоры в — грибовидный подножник под стойки с оттяжками, г — анкерная плита для крепления оттяжек опор б — железобетонная свая, е — винтовая свая, ж — винтовой стальной анкер, з — железобетонный ригель, и — пригрузочные плиты Фундаменты металлических опор а — монолитный фундамент, б — грибовидный подножник под свободностоящие опоры в — грибовидный подножник под стойки с оттяжками, г — анкерная плита для крепления оттяжек опор б — железобетонная свая, е — винтовая свая, ж — винтовой стальной анкер, з — железобетонный ригель, и — пригрузочные плиты
  Фундаментные сборные железобетонные а — марка ФК-I, Ф1 и др; б — марка ФЗ-АМ и др; в — марка Ф6-АМ, г — марка ФС-1 и др., б — марка ФС-А, в - марка ФС1-А5НМ, ФС2-А5НМ; ж — марка ФК1-0 Ф4-0; з — марка Ф1 Ф4иФК-1 Ф4-4 Допускаемые вертикальные прогибы траверс металлических и железобетонных опор (СНиП 11-И.987)
Фундаментные сборные железобетонные а — марка ФК-I, Ф1 и др; б — марка ФЗ-АМ и др; в — марка Ф6-АМ, г — марка ФС-1 и др., б — марка ФС-А, в - марка ФС1-А5НМ, ФС2-А5НМ; ж — марка ФК1-0 Ф4-0; з — марка Ф1 Ф4иФК-1 Ф4-4 Допускаемые вертикальные прогибы траверс металлических и железобетонных опор (СНиП 11-И.987)
* а — длина консоли траверсы; I — длина участка траверсы между точками ее крепления к стойкам
В кабельных сетях напряжением 1 —10 кВ наибольшее применение получили концевые заделки в стальных воронках, эпоксидные и сухие. Если концевая заделка сухая и в стальной воронке имеются незначительные повреждения изоляции жил в результате пробоя между жилами или на корпус воронки, заделку можно ремонтировать, проверить изоляцию кабеля на влажность, выполнить новую изоляцию жил и восстановить заделку. Наличие влаги определяют в парафине указанным выше способом. Концевые заделки внутренней установки из эпоксидного компаунда (например, типа КВЭ), ремонтируемые с применением эпоксида для отливки корпуса, применяют для оконцевания силовых кабелей напряжением до 10 кВ внутри помещений всех видов во всех районах страны (в зависимости от исполнения заделки). Их применяют и для наружных установок при условии полной защиты заделки от непосредственного действия атмосферных осадков, запыления и солнечных лучей. Эти заделки обладают высокой герметичностью и химической стойкостью и могут устанавливаться в любом положении. Заделки с эпоксидным корпусом конической формы применяют нескольких исполнений — с трубками из найритовой резины на жилах (для сухих помещений); с двухслойными трубками на жилах (нижний слой из поливинилхлорида, верхний — из полиэтилена); заделки такого исполнения применяют в сырых помещениях и в районах с тропическим и субтропическим климатом и др. Методы восстановления герметичности эпоксидных заделок. Нарушение герметичности (течь пропитывающего состава) может возникнуть при несоблюдении размеров и указаний по обезжириванию, плохой обработке поверхности найритовых или двухслойных трубок и несоблюдении других технологических указаний. В ряде случаев герметичность эпоксидных заделок может быть восстановлена следующими способами: а) при течи пропитывающего состава по кабелю в месте окончания корпуса заделки; при этом способе обезжиривают нижнюю часть заделки на участке 40—50 мм и на таком же расстоянии участок брони или оболочки (для небронированных кабелей). На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной 15—20 мм накладывают двухслойную подмотку из смазанной эпоксидным компаундом хлопчатобумажной ленты. Устанавливается ремонтная форма, заливка которой производится тем же эпоксидным компаундом, из которого выполнен корпус заделки; б) при нарушении герметичности в месте выхода жил из корпуса заделки; при этом способе обезжиривают верхнюю плоскую часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу; устанавливают съемную ремонтную форму, размеры которой выбирают в зависимости от типоразмера заделки. Форму заливают компаундом так же, как и в предыдущем случае. При нарушении герметичности на жилах обезжиривают дефектный участок трубки или подмотки жилы и накладывают ремонтную двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой эпоксидным компаундом каждого витка подмотки; в) при нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника; при этом способе обезжиривают поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывают двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх подмотки накладывают плотный бандаж из крученого шпагата и также обмазывают эпоксидным компаундом. Ремонт соединительных и концевых муфт. Повреждения в соединительных муфтах обычно возникают в результате электрического пробоя между жилами кабеля или в случае проникновения влаги под оболочку, повреждения поясной и жильной изоляции. В перечисленных случаях соединительная муфта подлежит, как правило, замене на новую. Дефектную муфту вырезают и вместо нее устанавливают новую за счет спрямления проложенного кабеля, который по своей длине должен иметь запас. Иногда, если муфта находится вблизи концевой заделки и нет запаса кабеля, целесообразно заменить этот участок кабеля на новый. При незначительных повреждениях изоляции или оболочки кабеля, например при пробое изоляции жилы на корпус муфты, ремонт кабеля осуществляют без замены муфты при условии, что изоляция не увлажнена. Муфту демонтируют, выплавляют заливочную массу, при достаточной слабине жил их разводят, снимают заводскую изоляцию и восстанавливают ее, как при монтаже новых муфт. Для кабелей, проложенных открыто в цехах (каналах, полках), возможны повреждения брони, которую удаляют, а оставшуюся часть свинцовой оболочки покрывают антикоррозийным составом. При ремонте соединительных муфт иногда можно избежать применения вставок кабеля, используя новые муфты большей длины (удлиненные), дающие возможность увеличить длину разделки кабеля. При выходе из строя концевой муфты ее вырезают или демонтируют, затем проверяют изоляцию кабеля на содержание влаги. Если влага не проникла внутрь кабеля, ограничиваются монтажом новой или ремонтом поврежденной муфты. Если установлено, что влага проникла внутрь кабеля, дефектный отрезок вырезают и монтируют новую концевую муфту.
Ремонт концевых и соединительных муфт
Необходимость ремонта соединительной муфты или монтаж вставки кабеля и двух соединительных муфт устанавливается после осмотра муфты и ее разборки. Рисунок 4 – Установка ремонтной формы для устранения течи пропитывающего состава в месте ввода кабеля в корпус заделки: Рисунок 5 – Установка ремонтной формы для устранения течи в месте выхода жил из корпуса заделки:
 Мы поможем в написании ваших работ! | ||||||||||||||||||

