Как осуществляется литье в оболочковые формы?
Ответы на экзамен
Что такое литье?
Литьё — технологический процесс изготовления заготовок (реже — готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластмассой и т.п.) с последующим его затвердеванием.
Как изготовить песчано-глинистую форму на примере простой детали?
Что такое литниковая система и ее основные элементы?
Литниковая система- система каналов, которые служат для заливки расплава в форму, для задержания шлака и для подпитки полости литейной формы жидкими металлом в процессе остывания и усадки.
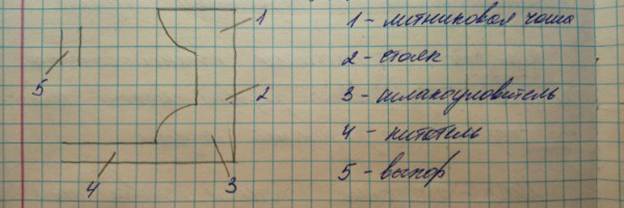
1 – литниковая чаша (воронка), которая предназначена для приёма струи расплава, вытекающей из разливочного ковша, и частичного задержания попадающего вместе с расплавом шлака;
2 – стояк – вертикальный или наклонный канал, передающий расплав из литниковой чаши внутрь литниковой системы;
3 – шлакоуловитель – горизонтальный канал, расположенный, как правило, в верхней полуформе и служащий для задержания шлака и передачи расплава из стояка к питателям;
4 – питатель – канал, подающий расплав непосредственно в полость литейной формы (питатель может быть как один, так и несколько, и они обычно располагаются в нижней полуформе);
5 – выпор – вертикальный канал для вывода газов из полости формы, сигнализации об окончании заливки, питания отливки расплавом при затвердевании.
|
|
|
Что такое формовка?
Формовка — наиболее сложная и трудоемкая операция производства отливок в разовых песчаных формах. Трудоемкость изготовления литейных форм составляет 40...60 % от общей трудоемкости получения отливок.
Что такое модель (отличие модели от детали)?
Модель с помощью, которого в форме получают отпечаток, соответствующей конфигурации наружной поверх. отливки.
Отличие модели от детали:
- отсутствие отверстий
- размер
- наличие уклонов
- стержневые знаки
-материал, из которого изготавливают
- модель разъемная
Что такое стержень?
Стержень – часть литейной формы, который служит для образования в отливках отверстий, углублений, внутренних полостей и сложных наружных поверхностей.
Перечислить специальные способы литья?
К специальным способам относят: литье в постоянные металлические формы (кокили), центробежное литье, литье под давлением, литье в тонкостенные разовые формы, литье по выплавляемым моделям, корковое или оболочковое литье, электрошлаковое литье.
Как осуществляется литье в кокиль?
Перед заливкой металла кокили подогревают до температуры 100 .300 °С, а рабочие поверхности, контактирующие с расплавленным металлом, покрывают защитными обмазками. Покрытие обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облегчение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. В процессе работы необходимая температура кокиля поддерживается за счет теплоты, выделяемой заливаемым металлом. После затвердевания отливку извлекают вытряхиванием или при помощи выталкивателя.
|
|
|
Как осуществляется центробежное литье?
Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
Как осуществляется литье в оболочковые формы?
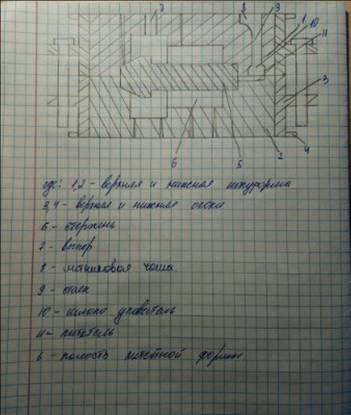
Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100 .120 °С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробится до получения отдельных зерен, плакированных смолой, и загружается в бункер. Формовка производится по металлическим моделям. Модель в литниковой системе закрепляют на подмодельной плите, нагревают до температуры 200 .250 °С и наносят на их рабочую поверхность тонкий слой разделительного состава. После этого модельной плитой закрывают горловину бункера (модель внутри) и поворачивают его на 180°. Смесь падает на нагретую модель, смола плавится и через 15 .25 с на модели образуется оболочка (полуформа) нужной толщины. Бункер снова поворачивают на 180°, оставшаяся смесь осыпается на дно бункера, а модельная плита с полутвердой оболочкой помещается в печь для окончательного твердения при температуре 300 .400 °С в течение 40 .60 с. При помощи специальных выталкивателей полуформа легко снимается с модели.
|
|
|
Дата добавления: 2018-04-15; просмотров: 585; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!