Электрические сверлильные машины.
Лабораторная работа № 14
Тема: Ручные машины
Задание 1: Изучить определение и характерные особенности ручных машин.
Ручной называют технологическую машину, снабженную встроенным двигателем, при работе которой масса машины полностью или частично воспринимается руками оператора. От двигателя осуществляется главное движение рабочего органа, а все вспомогательные движения (подача, управление, установление режима и длительность операции) выполняются вручную.
Наибольшее распространение получили ручные машины в строительстве при выполнении санитарно-технических, отделочных, монтажных и ремонтных работ, а также работ по монтажу металлоконструкций и технологического оборудования. Применение ручных машин позволяет в 5... 10 раз увеличить производительность труда (по сравнению с работой вручную), значительно снизить трудоемкость и повысить качество выполняемых технологических операций, а также улучшить условия труда рабочего.
Задание 2: Изучить классификацию ручных машин по принципу действия, характеру
движения рабочего органа и режиму работы.
Ручные машины (РМ) классифицируютпо следующим признакам:
- по назначению — машины для обработки металлов, дерева и камня, для сборочных, отделочных, монтажных, земляных и буровых работ;
- по виду привода — электрические, пневматические, моторизованные (с приводом от двигателя внутреннего сгорания), гидравлические и пороховые машины (монтажные пороховые пистолеты, пиротехнические оправки);
- по способу преобразования энергии питания — электромагнитные, механические, компрессионно-вакуумные и пружинные;
- по исполнению и регулированию скорости — прямые (оси рабочего органа и привода параллельны или совпадают), угловые (оси рабочего органа и привода расположены под углом), реверсивные и нереверсивные, односкоростные и многоскоростные;
- по характеру движения рабочего органа — машины с вращательным, возвратно-поступательным и сложным движением. У вращательных машин силовое воздействие рабочего органа на обрабатываемый объект осуществляется непрерывно.
Рабочие органы, совершающие возвратно-поступательное и сложное движения, оказывают силовое воздействие на обрабатываемый объект импульсами.
|
|
|
В строительстве преимущественное распространение получили электрические и пневматические ручные машины. Электрические ручные машины выгоднее применять при выполнении работ сравнительно небольших объемов, пневматические — при работах средних и больших объемов на объектах, обслуживаемых передвижной компрессорной установкой или располагающих централизованной сетью сжатого воздуха. По сравнению с пневматическими электрические машины имеют значительно больший (в 4...6 раз) коэффициент полезного действия. Многие виды ручных машин (машины для обработки древесины — дисковые пилы, рубанки, долбежники, трамбовки для уплотнения грунта, перфораторы и др.) выпускаются только с электрическим приводом.
|
|
|
В настоящее время на долю электрических машин приходится более 60%, а на долю пневматических — около 30% общего выпуска ручных машин в нашей стране.
Задание 3: Изучить основные требования к ручным машинам.
Ручные машины должны обеспечивать высокопроизводительное и качественное выполнение операций. При работе оператор держит машину в руках и непосредственно контактирует с нею. В связи с этим наряду с общими требованиями, предъявляемыми к строительным машинам (надежность, долговечность, ремонтопригодность, приспособленность к техническому обслуживанию и т. д.), к ручным машинам в большей степени предъявляются требования безопасности их эксплуатации. Взаимодействие рабочих органов ручных машин с обрабатываемым материалом носит резко выраженный динамический характер. Приходящаяся на единицу массы мощность ручных машин значительно больше, чем стационарных машин аналогичного назначения.
|
|
|
Как правило, ручные машины на строительстве используются в условиях ограниченного пространства и времени. Отсюда требования компактности и комплектности, обеспечивающие удобство перемещения и быстроту запуска машины в работу. Конструкция ручной машины должна исключать возможность получения оператором механических травм, поражения током, шумо- и виброболезни. Внешний вид машины должен отвечать требованиям технической эстетики.
Главнейшим требованием к ручным машинам является требование минимально возможной массы и габаритов, так как именно эти показатели определяют удобство работы и в конечном итоге производительность. Все ручные машины должны иметь высокий КПД, однако при некоторых условиях эксплуатации этот параметр не является определяющим. Например, КПД машин с пневматическим двигателем значительно ниже, чем с электрическим, но они легче и безопаснее. Коллекторный двигатель имеет меньший КПД, чем асинхронный, но из-за меньшей массы машины с коллекторными двигателями применяют чаще. Ручные машины должны быть электро-, шумо- и вибробезопасны в самых различных быстро изменяющихся производственных условиях при непосредственном контакте с ними. Форма и расположение рукояток, выключателей, а также уравновешенность и внешний вид должны обеспечивать максимальное удобство работы и отвечать современным требованиям технической эстетики. Наконец, конструктивные решения ручных машин должны обеспечивать технологичность и высокий уровень поузловой унификации, что снижает себестоимость и трудоемкость изготовления и значительно улучшает их технико-эксплуатационные качества.
|
|
|
Задание 4: Изучить устройство, принцип действия, область применения, достоинства и недостатки электрических и пневматических ручных сверлильных машин.
Ручные сверлильные машины. По объему выпуска они занимают первое место в .мире среди всех выпускаемых ручных машин. Ими выполняются глухие и сквозные отверстия в самых разнообразных материалах (металле, дереве, пластмассе, бетоне, камне, кирпиче и т. д.), они являются базовыми для универсальных ручных машин, ими можно зенковать и развертывать отверстия и применять для сборочных работ. В соответствии с обшей классификацией сверлильные ручные машины относятся к непрерывно-силовым машинам с вращательным движением рабочего органа, работают в легком режиме, могут быть реверсивными и нереверсивными, одно- и много-скоростными со ступенчатым, бесступенчатым и смешанным" регулированием частоты вращения рабочего органа. Двигатели ручных сверлильных машин — электрические, пневматические и гидравлические. По классам защиты от поражения током электрические машины выпускаются всех трех классов. По взаимному расположению двигателя и рабочего органа машины делятся на прямые и угловые. Угловые машины применяются для работы в труднодоступных местах. Промышленность выпускает сверлильные машины для наибольшая диаметров сверл 6Т 8, 10, 13, 23 и 32 мм. Машины для диаметров до 10 мм выпускаются с рукояткой пистолетного типа, которые могут располагаться как в задней, так и в передней части корпуса. Все остальные выпускаются со сменными боковыми рукоятками, причем если машины для диаметров до 14 мм изготовляют с задней замкнутой рукояткой, то свыше 14 мм—с грудным упором или механизмом подач». Сверла диаметром до 14 мм обычно закрепляют в патрон, а более 14 мм — непосредственно в шпинделе машины с внутренним конусом Морзе.
Сверление — один из наиболее распространенных способов получения глухих и сквозных цилиндрических отверстий в различных материалах. Процесс сверления происходит при совершении двух совместных движений рабочего органа — сверла — вращательным, создаваемым двигателем машины, и поступательным, осуществляемым оператором вручную. Скорости этих движений зависят в основном от свойств обрабатываемого материала, геометрических параметров и материала сверла. При сверлении оператор прикладывает осевое усилие на сверле и воспринимает реактивный момент, образующийся на корпусе машины от крутящего момента на сверле. Усилие подачи на сверло, развиваемое оператором, обычно составляет 200...300 Н, что достаточно лишь для сверления отверстий до 14 мм. Отверстия больших диаметров обычно сверлят с применением механических нажимных устройств (рычажных или винтовых).
Электрические сверлильные машины.
Сверлильные машины предназначены для сверления отверстий диаметром 6...32 мм в различных материалах: металле, пластмассе, древесине, бетоне и железобетоне, кирпиче, камне, гипсолитовых, асбестоцементных и древесностружечных плитах и других материалах. Их используют при монтаже металлических и сборных железобетонных конструкций, при производстве столярных, плотнично-опалубочных, санитарно-технических, электромонтажных, штукатурных, облицовочных, кровельных и гидроизоляционных, железобетонных и бетонных работ, а также устройстве и отделке полов.
Отечественная промышленность выпускает прямые сверлильные РМ с однофазными коллекторными электродвигателями II класса защиты и трехфазными асинхронными электродвигателями III класса защиты. Они имеют единую принципиальную схему и отличаются друг от друга диаметром сверла, конструктивным оформлением, габаритными размерами, массой, частотой вращения шпинделя (сверла), типом, мощностью и частотой вращения двигателя. При работе сверлильных РМ необходимо прилагать к сверлу осевое усилие подачи.
Сверлильные РМ выпускают одно-, двух- и многоскоростными с электронным регулированием частоты вращения шпинделя.
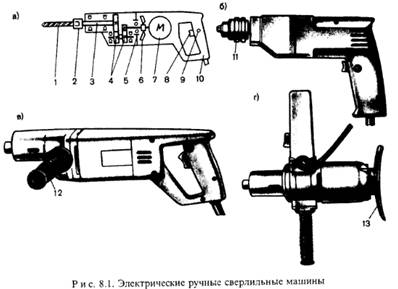
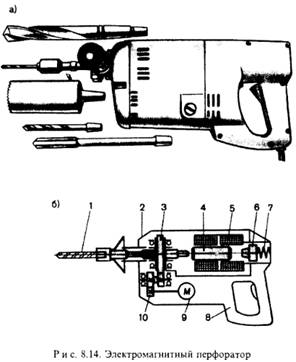
Каждая сверлильная РМ (рис. 8.1, а) состоит из электродвигателя 7 с вентилятором 6 и двухступенчатого цилиндрического косозубого редуктора 4, встроенных в корпус, шпинделя 3 с наружным или внутренним конусом Морзе 2 для крепления сверл 1 или сменных рабочих органов, рукоятки 10, в которой смонтированы курковый выключатель 8 с фиксатором 9 рабочего положения и устройство для подавления радиопомех, кабеля со штепсельным соединением для подключения к электросети. Вращение шпинделю сообщается от электродвигателя через двухступенчатый косозубый редуктор, ведущая шестерня которого нарезана на валу ротора, а ведомая закреплена на шпинделе. Промежуточные шестерни редуктора выполнены в виде блока. На передней части вала ротора насажен вентилятор для охлаждения электродвигателя в процессе работы. Вал ротора вращается в двух шарикоподшипниках, один из которых установлен в промежуточном щите 5, а другой в корпусе электродвигателя. Включение и выключение машины осуществляются курковым выключателем.Машины для сверл диаметром до 9 мм изготовляют пистолетного типа (рис. 8.1, б). Машины для сверл диаметром до 14 мм комплектуются специальным съемным патроном для крепления сверл. Патрон устанавливается на рабочий конец шпинделя, который выполнен в виде укороченного наружного конуса Морзе. Сверла диаметром более 14 мм устанавливают непосредственно в шпинделе сверлильной РМ, который имеет внутренний конус Морзе. Сверлильные РМ для сверл диаметром до 14 мм (рис. 8.1, в) имеют заднюю рукоятку замкнутого типа и оснащены дополнительной съемной боковой рукояткой 12 для воспринятая оператором реактивного момента, возникающего при работе машины. Более мощные машины (для сверл диаметром 23...32 мм) с большим крутящим моментом имеют на корпусе две боковые рукоятки и грудной упор 13 (рис. 8.1, г) для создания дополнительного осевого давления на сверло.
Сверлильные машины на базе трехфазных асинхронных электродвигателей повышенной частоты являются односкоростными и предназначены для сверления отверстий диаметром 6...23 мм. Они питаются от переносных преобразователей частоты тока или от специальной сети трехфазного переменного тока. Эти машины применяются, как правило, в стационарных условиях.
Машины на базе однофазных коллекторных двигателей с двойной изоляцией могут быть одно-, двух и многоскоростными. Односкоростные машины предназначены для сверления отверстий диаметром 9...23 мм.
Изменение частоты вращения в двухскоростных сверлильных машинах (рис. 8.2) достигается изменением передаточного числа редуктора с помощью механизма переключения скоростей. Составными частями этого механизма являются кулачковая втулка 4, соединенная со шпинделем 1 с помощью ролика, шестерни 2 и 5, свободно сидящие на шпинделе, и ползун, связанный с переключателем скоростей 3. Кулачковая втулка перемещается вдоль оси шпинделя ползуном при повороте переключателя скоростей; при этом
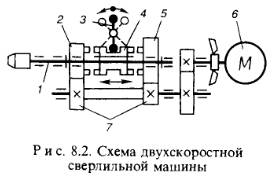
обеспечивается попеременное зацепление кулачков втулки с одной из шестерен 2 или 5, находящихся в постоянном зацеплении с блоком шестерен 7. Корпус машин имеет основную и дополнительную рукоятки. В основную рукоятку встроены выключатель электродвигателя 6 и устройство для подавления радиопомех.В многоскоростных сверлильных машинах с электронным регулированием частота вращения шпинделя изменяется плавно, бесступенчато в зависимости от меняющейся нагрузки на рабочем органе машины. Это позволяет стабилизировать частоту вращения шпинделя под нагрузкой, создавать оптимальные технологические режимы сверления, полнее использовать мощность двигателя и производительность машины при сверлении отверстий диаметром меньше максимального и резко снижать частоту вращения шпинделя на холостом ходу для уменьшения шума и вибрации. Регулирование частоты вращения осуществляется в одном или двух (у двухскоростных машин) диапазонах. Блок электронного регулирования частоты вращения шпинделя монтируется в основной рукоятке машины. Электронный регулятор позволяет при необходимости сузить диапазон регулирования частоты вращения двигателя. Включение двигателя и плавное наращивание частоты вращения двигателя от нуля до желаемого значения осуществляются за счет плавного нажатия на курок выключателя.
Сверлильные машины с электронным регулированием частоты вращения шпинделя применяют для сверления отверстий диаметром 6...14 мм.
Комплекты сменных насадок к сверлильным РМ позволяют значительно расширить технологические возможности сверлильных машин. В состав комплектов входят дисковые пилы для резания дерева, пластмасс, металлов и плит сухой гипсовой штукатурки
(СГШ), подкладные диски для шлифования и полирования различных поверхностей, торцовые шлифовальные головки, резцовые головки для вырезания круглых отверстий в гипсовых панелях, рубанки для строгания древесины, лобзики для выпиливания деталей из дерева, токарные насадки, точила для заточки режущего инструмента и т. п.
Электрические сверлильные машины, закрепляемые в специальных штативах или на стойках, можно использовать как настольные сверлильные станки, которые обеспечивают высокое качество и точность сверлильных работ.
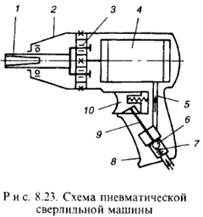 Пневматические сверлильные ручные машины выпускают прямыми и угловыми. Прямые сверлильные РМ (рис. 8.23) имеют корпус пистолетного типа и в их кинематическую схему включен одно- или двухступенчатый планетарный редуктор. У угловых машин планетарный редуктор работает совместно с конической или цилиндрической передачей. Шпиндель прямых сверлильных РМ имеет внешний или внутренний конус Морзе, шпиндель угловых — только внутренний конус Морзе. Вращение шпинделю 1 сообщается через одноступенчатый планетарный редуктор 3 от встроенного в корпус 2 нереверсивного ротационного пневмодвигателя 4. Сжатый воздух поступает к двигателю через пусковое устройство по каналу 5 в рукоятке 8. Пусковое устройство состоит из шарикового клапана 6 с пружиной 7, толкателя 9 и подпружиненного курка 10. При нажатии на курок толкатель перемещается вниз и открывает клапан.
Пневматические сверлильные ручные машины выпускают прямыми и угловыми. Прямые сверлильные РМ (рис. 8.23) имеют корпус пистолетного типа и в их кинематическую схему включен одно- или двухступенчатый планетарный редуктор. У угловых машин планетарный редуктор работает совместно с конической или цилиндрической передачей. Шпиндель прямых сверлильных РМ имеет внешний или внутренний конус Морзе, шпиндель угловых — только внутренний конус Морзе. Вращение шпинделю 1 сообщается через одноступенчатый планетарный редуктор 3 от встроенного в корпус 2 нереверсивного ротационного пневмодвигателя 4. Сжатый воздух поступает к двигателю через пусковое устройство по каналу 5 в рукоятке 8. Пусковое устройство состоит из шарикового клапана 6 с пружиной 7, толкателя 9 и подпружиненного курка 10. При нажатии на курок толкатель перемещается вниз и открывает клапан.
Пневматические сверлильные РМ способны сверлить отверстия диаметром до 32 мм (по стали), имеют частоту вращения шпинделя (на холостом ходу) 6,6...33 с-1, мощность двигателя 0,4...1,8 кВт, массу 1,7...8 кг. Расход сжатого воздуха при максимальной мощности составляет 0,9...1,2 м3/мин, рабочее давление воздуха 0,5 МПа.
По сравнению с электрическими пневматические машины легче, портативнее, проще по конструкции, нечувствительны к перегрузкам, обладают большей удельной мощностью, более надежны и безопасны в эксплуатации. Однако пневматические машины имеют низкий КПД (8... 16%) и расходуют электроэнергии в среднем в 1...9 раз больше (поскольку для привода компрессора необходим двигатель большой мощности), а также требуют дополнительных эксплуатационных расходов на сооружение трубопроводов—воздуховодов с приборами для очистки воздуха и на обслуживание компрессорной установки. Кроме того, пневматические машины при работе создают большой шум.
Задание 5: Изучить устройство, принцип действия, область применения, достоинства и недостатки ручных перфораторов электромеханического, электромагнитного и пневматического действия.
Ручные перфораторы. Они используются главным образом для образования отверстий различных диаметров и глубины в материалах различной крепости. Наряду с этим некоторые модели могут использоваться для работы в режиме молотка и сверлильной машины. Такая универсальность использования определяет весьма высокий спрос и эффективность применения перфораторов. В соответствии с принятой классификацией перфораторы являются импульсно-силовыми машинами со сложным движением рабочего органа—бура. Принцип работы перфоратора обусловлен наличием двух механизмов—ударного и механизма вращения, которые и обеспечивают сложное движение рабочего органа. В некоторых конструкциях перфораторов эти механизмы совмещены. Подводимая к рабочему органу энергия преобразуется в ударные импульсы. За весьма малый промежуток времени, соответствующий времени удара, рабочий орган получает огромную силу, позволяющую ему преодолеть предел упругости или прочности обрабатываемого материала. Основными параметрами перфораторов являются энергия и частота ударов.
По назначению перфораторы подразделяют на машины для образования неглубоких отверстий {300...500 мм) в материалах с относительно высокой прочностью (40...50 МПа) и мощные машины для образования глубоких отверстий (2000... 4000 мм и более) в материалах практически любой прочности (200 МПа и более).
По типу привода перфораторы подразделяются на машины с электрическим (электромагнитным и электромеханическим), пневматическим приводом и от двигателя внутреннего сгорания.
Электрические перфораторы предназначены для работы в ударном, ударно-вращательном, вращательном режимах, а также в режиме винтоверта. Промышленность выпускает три модели электрических перфораторов с энергией удара 1...2 Дж, которые имеют единые конструктивные схемы и принцип работы и максимально унифицированы.
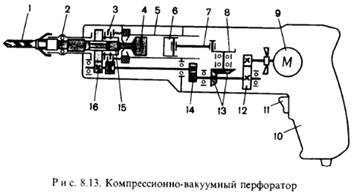
Рассмотрим конструкцию и принцип действия электрических перфораторов (рис. 8.13). От однофазного коллекторного электродвигателя 9 с вентилятором приводятся в действие компрессионно-вакуумный, ударный и вращательный механизмы, помещенные в алюминиевом стволе с виброизоляцией. Корпус электродвигателя — пластмассовый и выполнен заодно с основной рукояткой 10 пистолетного типа, в которую вмонтированы выключатель 11, устройство для подавления радиопомех и кабельный ввод.Ударный механизм включает двухступенчатый редуктор, кривошипно-шатунный механизм с шатуном 7 и кривошипом 8, цилиндр 5, поршень 6 и боек 4. Вращательное движение кривошипу сообщается от электродвигателя через пары цилиндрических 12 и конических 13 шестерен. Движущийся возвратно-поступательно под действием воздушной подушки боек наносит удары по переходнику 15, который передает энергию удара бойка рабочему инструменту 1. Непрерывное вращение сменному рабочему инструменту (буровому, сверлильному, завертывающему и др.) передается через вращательный механизм, включающий три пары цилиндрических шестерен 12, 14 и 16 и предохранительную дисковую фрикционную муфту 3 предельного момента, которая срабатывает (отключает механизм) при случайном заклинивании рабочего инструмента, предохраняя привод от перегрузок и обеспечивая безопасность оператора от механических травм. Для крепления сменного рабочего инструмента служит механизм 2.
При работе в ударном и ударно-вращательном режимах перфоратор может автоматически переходить на холостой ход (безударный режим) при прекращении нажатия на рукоятки и смещения рабочего инструмента вниз. При этом боек захватывается пружинным кольцом и фиксируется в этом положении.
Электрические перфораторы развивают энергию удара бойка 1,0...2,0 Дж при частоте ударов бойка 25...40 Гц и потребляемой мощности 0,35...0,45 кВт. Диаметр пробуриваемых отверстий 8.. .16 мм, глубина бурения 100...200 мм, средняя скорость бурения (бетон класса В15) 90... 100 мм/мин.
Электромагнитный перфоратор (рис. 8.14) с энергией удара 2,5 Дж работает в трех режимах: ударно-вращательном, ударном и вращательном.
 В пластмассовом корпусе 2 перфоратора с основной 8 и боковой рукоятками помещены ударный и вращательный механизмы. Ударный механизм соленоидного типа с виброзащитой (такой же, как у молотка) включает магнитопровод, две магнитные катушки 5 прямого и обратного ходов, боек 4 и буфер 6 с амортизатором 7.
В пластмассовом корпусе 2 перфоратора с основной 8 и боковой рукоятками помещены ударный и вращательный механизмы. Ударный механизм соленоидного типа с виброзащитой (такой же, как у молотка) включает магнитопровод, две магнитные катушки 5 прямого и обратного ходов, боек 4 и буфер 6 с амортизатором 7.
Вращение рабочему инструменту 1 сообщается от однофазного коллекторного электродвигателя 9 с вентилятором через двухступенчатый цилиндрический редуктор 10 и предохранительную шариковую муфту предельного момента 3. Рабочий инструмент крепится в буксе с помощью пальца и, получая вращательное движение и удары бойка по хвостовику, производит необходимую работу по бурению.
Энергия удара бойка электромагнитных перфораторов 2,5 Дж, частота ударов 50 Гц, максимальный диаметр пробуреваемых отверстий 80 мм.
Пневматические машины ударного действия чаще всего выпускают с направляющими пневмораспределителями, схема работы которых показана на рис. 98. Когда золотник находится в верхнем крайнем положении, открывается доступ сжатому воздуху через каналы в пространство над поршнем. Под воздействием сжатого воздуха поршень опускается вниз, производит рабочий ход, Ударяя о расположенный под ним боек (на схеме не указан). При движении поршня вниз расположенный под ним воздух вначале вытесняется наружу через канал, а потом через канал, выточку в золотнике и канал. После того как поршень опустится настолько, что откроется канал, подаваемый в пространство над поршнем сжатый воздух начнет поступать через каналы в пространство над золотником и в момент открытия канала, когда давление в пространстве над поршнем резко упадет, заставит золотник опуститься вниз. При этом сжатый воздух через канал, выточку и каналы поступает в пространство под поршнем и поднимает его вверх (холостой ход). Воздух из пространства над поршнем выталкивается наружу через каналы до тех пор, пока поршень их не перекроет. При последующем движении вверх поршень сжимает оставшийся там воздух, который оказывает давление на нижнюю часть золотника. Золотник переходит в верхнее положение, после чего цикл повторяется.
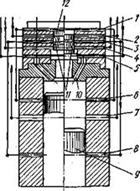
Рис. 98. Схема работы пневматической машины ударного действия с направляющим пневмораспределителем
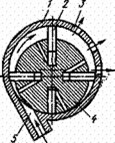
Рис. 99. Схема работы ротационного пневмодвигателя:
1 — статор, 2 — лопатка, 3, 5 — каналы, 4 — ротор
Пневматические машины с ударно-вращательным действием рабочего органа (перфораты) предназначены для бурения скважин в твердых материалах, например бетоне и скальном грунте. От инструментов ударного действия перфораторы отличаются специциальным поворотным механизмом, обеспечивающим при каждом холостом ходе поворот поршня-ударника на некоторый угол. Благодаря этому поршень-ударник более эффективно воздействует на разрабатываемый материал.
Пневматические машины вращательного действия приводятся в действие чаще всего с помощью ротационных пневмодвигателей, схема работы которых показана на рис. 99.
В статоре этого двигателя эксцентрично размещен ротор, в радиальных пазах которого расположены подвижные лопатки. Сжатый воздух через канал оказывает давление на выступающую поверхность лопаток и заставляет вращаться ротор в направлении, показанном стрелкой.
Отработавший воздух выходит наружу через канал.
Задание 6: Изучить устройство, принцип действия, область применения, сверл для ра-
боты по металлу, дереву и специального назначения.
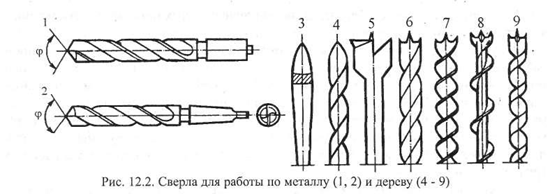
Рабочим инструментом сверлильных машин служат сверла (рис. 12.2). Для работы по металлу применяют спиральные сверла с цилиндрическим (диаметром до 6 мм) 1 и коническим (диаметром более 6 мм) 2 хвостовиками. Сверла диаметром до 14 мм обычно закрепляют в трехкулачковом патроне, одеваемом на шпиндель, а сверла больших диаметров - непосредственно в шпинделе с внутренним конусом Морзе. Рабочая часть сверла состоит из режущей и направляющей частей со спиральными двухзаходными канавками. Режущая часть образуется в результате заточки сверла под углом (116 ... 118° для стали, чугуна, твердой бронзы; 130 ... 140° для очень твердых и хрупких материалов; 80 ... 90° для мягких и вязких материалов) при вершине торцовой части.
При работе по дереву вдоль волокон применяют сверла ложечные 3 и с конической заточкой 4, при работе поперек волокон - центровые 5 и спиральные 6 с подрезателями, для сверления глубоких отверстий - винтовые 7 и шнековые 8, для сверления фанеры - штопорное 9 с круговыми подрезателями.
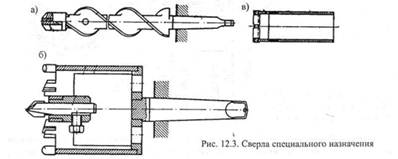
Для сверления отверстий в кирпиче, керамзитобетоне, шлакобетоне и гипсолите применяют двухлезвийные резцы (рис. 12.3, а), армированные твердосплавными вольфрамо-кобальтовыми пластинками ВК6 повышенной износоустойчивости, но не допускающими ударных нагрузок. Для сверления глухих отверстий под электрические розетки и выключатели применяют шлямбурные резцы (рис. 12.3, б). Средняя скорость сверления ими отверстий диаметром 70 ... 100 мм в кирпиче - до 200 мм/мин. Монолитный бетон сверлят алмазными кольцевыми сверлами (рис. 12.3, в), состоящими из коронки, оснащенной техническими алмазами, и трубчатого удлинителя.
Для сверления отверстий ручную машину устанавливают сверлом на место сверления и, прижимая ее в направлении сверления, включают двигатель. Для начальной центровки сверла предварительно в материале делают углубление дюбелем или другим инструментом с твердым наконечником. С увеличением диаметра отверстия требуются большие усилия подачи, из-за чего сверлильные машины с диаметром сверл более 14 мм изготовляют с грудным упором.
Задание 7: Изучить устройство, принцип действия, область применения, достоинства и недостатки ручных машин для разрушения покрытий и уплотнения грунта.
В строительстве для разрушения асфальтобетонных покрытий, мерзлых грунтов, скальных пород, элементов конструкций из различных строительных материалов (камня, кирпича, бетона), пробивки отверстий в стенах И перекрытиях, выполнения различных работ при монтаже конструкций и других подсобных операций применяют молотки и бетоноломы. Принципиально это один тип машин, в которых на рабочий орган действуют направленные вдоль его оси силовые импульсы, отличающиеся величиной энергии удара, которая у ломов значительно больше, чем у молотка. Так, энергия удара электрических молотков составляет 2,0: 4,0; 10,0; 25,0 Дж, а электрических ломов — 40 Дж, пневматических ломов — 90 Дж. Ломы имеют большую массу, чем молотки. Рабочий орган лома (пика или лопата) направлен всегда вниз, а продольная ось машины занимает положение, близкое к вертикальному. При работе с молотками их продольная ось и соответственно рабочий орган (пика или зубило) могут занимать любое положение в пространстве (вертикальное, горизонтальное, наклонное).
Перечисленные машины являются импульсно-силовыми ручными машинами с возвратным движением рабочего органа, работающие в тяжелом и сверхтяжелом режимах. Их основными параметрами являются энергия и частота ударов. Они могут быть с электрическим (электромеханическим и электромагнитным), пневматическим приводом и с приводом от двигателя внутреннего сгорания. У них нет механизмов вращения рабочего органа, что существенно упростило их конструкцию.
Пневматические машины значительно легче электрических, обладают большей энергией удара. Себестоимость их изготовления значительно ниже, так как они менее трудоемки и не требуют использования дорогостоящих материалов. Безопасность и простота обслуживания и ремонта обеспечивают низкие эксплуатационные затраты. По сравнению с электрическими машинами их недостатком является низкий КПД и большая стоимость энергии питания. Однако решающую роль в определении себестоимости единицы продукции играют трудовые затраты, определяемые техническими параметрами машины, в том числе ее массой и габаритами, от которых в основном зависят производительность труда и удобство эксплуатации. При сопоставлении технических параметров молотков с электрическим и пневматическим приводом с одинаковой энергией удара 10 Дж установлено, что масса пневматического молотка в два раза меньше при большей частоте ударов, а необходимая сила нажатия меньше на 40%, что при повышенном в два раза ресурсе обеспечивает высокую эффективность использования пневматических молотков. Поэтому в строительстве все большее применение получают пневматические молотки с энергией удара до 63 Дж.
Электрические и электромагнитные молотки предназначены для пробивки проемов, ниш и отверстий и долбления канавок в перекрытиях, кирпичных и бетонных стенах при прокладке кабелей, газовых, водопроводных и канализационных труб, насечки и очистки каменных, бетонных или кирпичных поверхностей при подготовке их к оштукатуриванию, а также рыхления твердых слежавшихся, каменистых и мерзлых грунтов, взламывания дорожных покрытий, разрушения фундаментов при устройстве котлованов, колодцев, траншей и ремонте коммуникаций. В молотках используется энергия движущегося возвратно-поступательного бойка (ударника), наносящего с определенной частотой удары по хвостовику рабочего инструмента. Различают электрические (компрессионно-вакуумные) и электромагнитные (фугальные) молотки. В электрических молотках движение бойка (ударника) обеспечивается последовательной работой поршня и воздушной подушки. В электромагнитном молотке боек движется возвратно-поступательно под воздействием пе-ременного магнитного поля линейного электромагнитного двигателя.
Одной из важнейших проблем является обеспечение вибробезопасности молотков. Основным источником вибрации корпуса молотков является равнодействующая сил разгона ударника, равная силе отдачи. Вибробезопасность электромагнитных молотков обеспечивается в основном введением в конструкцию машины инерционного преобразователя импульса сил отдачи в виде «тяжелого» буфера на пружине и подвеской ударного узла в корпусе на амортизаторах. В электрических молотках сила отдачи гасится воздушной подушкой. Такие молотки имеют также локальную виброизоляцию рукоятей оператора и демпфер обратного хода рабочего инструмента, смягчающий удары последнего по корпусу.
Электрические молотки выполнены по единой конструктивной схеме, имеют одинаковый принцип работы и состоят из электродвигателя с вентилятором, редуктора, кривошипно-шатунного механизма, ствола с компрессионно-вакуумным ударным механизмом, узла крепления сменного рабочего инструмента (пики, зубила и др.), основной с курковым выключателем и боковой дополнительной рукояток, токоподводящего кабеля со штепсельной вилкой.
Промышленность выпускает три модели электрических молотков с энергией удара 1, 11 и 25 Дж.

Рассмотрим конструкцию и принцип работы электрических молотков (рис. 8.11). Привод молотка осуществляется от однофазного коллекторного электродвигателя 13 с двойной изоляцией в пластмассовом корпусе, вы-полненного заодно с основной рукояткой 14, в которую вмонтированы курковый выключатель с фиксированным рабочим положением и устройство для подавления радиопомех. К корпусу крепится боковая рукоятка. Ствол б и корпус редуктора 12 — алюминиевые. В передней части ствола установлена букса 2 с держателем инструмента 1 и амортизатор 3.Ударный механизм, расположенный в стволе, состоит из цилиндра 7, поршня 8, бойка 5 и приводится в действие от электродвигателя через редуктор и кривошипно-шатунный механизм, включающий кривошип, палец и шатун 11. Поршень связан пружиной 9 с ползуном 10, который шарнирно соединен с шатуном и при включенном электродвигателе совершает возвратно-поступательное движение. При движении поршня из нижней мертвой точки в полости цилиндра между торцом бойка и поршнем создается разряжение.
Боек в начальный момент из-за малой степени разряжения остается на месте. Затем с увеличением разности давлений в верхней и нижней частях бойка он начинает с нарастающей скоростью перемещаться вверх за поршнем. Поршень замедляет движение, его скорость доходит до нуля, а скорость бойка по инерции продолжает нарастать. При обратном движении поршня происходит сжатие воздушной подушки и возрастает давление между бойком и поршнем, в результате чего скорость бойка уменьшается до нуля, а затем под действием сжатой воздушной подушки боек с нарастающей скоростью устремляется вниз и ударяет по хвостовику рабочего инструмента. В последующем цикл повторяется. Молоток работает в ударном режиме только при нажатии на рукоятку молотка и рабочий инструмент. При прекращении нажатия хвостовик инструмента , боек выводятся в нижнее положение, и машина автоматически переходит на холостой режим работы в результате вскрытия воздушной подушки через отверстие 4 в цилиндре и стволе.
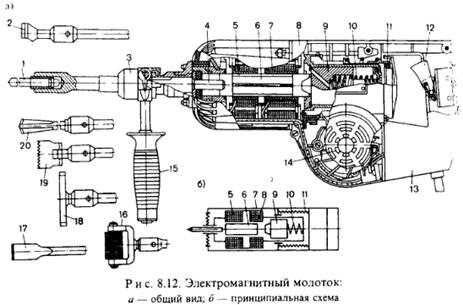 Электромагнитный молоток (рис. 8.12, а, б) состой, из пластмассового корпуса 7, ударного механизма, узла крепления, рабочего инструмента 3 и однофазного асинхронного электродвигателя 14 с вентилятором для охлаждения машины. В комплект ударного механизма входят магнитопровод, две магнитные катушки прямого 5 и обратного 8 хода, получающие импульсное питания через диоды в разноименные полупериоды переменного тока, босек 6, движущийся в гильзе возвратно-поступательно по оси катушек под воздействием переменного магнитного поля и наносящий ударь; по хвостовику 4 рабочего инструмента, массивный буфер 9 с пружиной 10, выполняющий роль амортизатора при обратном движении бойка. Ударный механизм подвешен в корпусе машины на эластичных амортизаторах 11. Амортизатором снабжен узел крепления рабочего инструмента. Комплекс амортизирующих устройств обеспечивает надежную вибробезопасность машины.
Электромагнитный молоток (рис. 8.12, а, б) состой, из пластмассового корпуса 7, ударного механизма, узла крепления, рабочего инструмента 3 и однофазного асинхронного электродвигателя 14 с вентилятором для охлаждения машины. В комплект ударного механизма входят магнитопровод, две магнитные катушки прямого 5 и обратного 8 хода, получающие импульсное питания через диоды в разноименные полупериоды переменного тока, босек 6, движущийся в гильзе возвратно-поступательно по оси катушек под воздействием переменного магнитного поля и наносящий ударь; по хвостовику 4 рабочего инструмента, массивный буфер 9 с пружиной 10, выполняющий роль амортизатора при обратном движении бойка. Ударный механизм подвешен в корпусе машины на эластичных амортизаторах 11. Амортизатором снабжен узел крепления рабочего инструмента. Комплекс амортизирующих устройств обеспечивает надежную вибробезопасность машины.
Корпус молотка имеет две рукоятки — заднюю 13, в которой расположены выключатель 12, диоды и ввод питающего кабеля, и переднюю 15 с устройством для фиксации рабочего инструмента, исключающим возможность вылета его при ударе. Молоток комплектуется набором сменных рабочих инструментов для выполнения различных технологических операций — пикой 1, трамбующим башмаком 16, шлямбуром 77, зубилом 18.
Энергия удара электромагнитного молотка 4,5 Дж, частота ударов 50 Гц, потребляемая мощность 0,6 кВт.
Электрические ломы предназначены для разрушения бетона, железобетона, кирпичной кладки, асфальтобетона, каменистого и мерзлого грунтов. Они аналогичны по конструкции электрическим молоткам и отличаются от них энергией удара и мощностью приводного электродвигателя. Энергия удара лома не менее 40 Дж, частота ударов 19...20 Гц.
Электрические трамбовки представляют собой высокоманевренные малогабаритные уплотняющие машины, предназначенные для искусственного уплотнения связных и несвязных грунтов в труднодоступных и стесненных местах (вокруг опор, пазухах фундаментов, туннелей, коллекторов, трубопроводов и др.), при засыпке траншей после укладки подземных коммуникаций, утрамбовки щебня и гравия при устройстве полов и искусственных оснований под трубопроводы, уплотнения бетонных смесей, а также при устройстве грунтовых подсыпок и планировочных работ небольшого объема. Каждая трамбовка состоит из электродвигателя, редуктора, кривошипно-шатунного механизма с динамическими гасителями колебаний, ударного механизма пружинного типа, трамбующего башмака и амортизирующей рукоятки управления трамбовкой.
Основными узлами трамбовки массой 80 кг (рис. 8.15, а, 6) являются корпус 12, электродвигатель с редуктором 10, кривошипно-шатунные механизмы 9, цилиндры 2 со ступенчатыми штоками 6 и пружинами 4, рабочий орган — трамбующий башмак 1 и рукоятка управления 11 с выключателем. Кривошипно-шатунные механизмы 9 преобразуют вращательное движение вала электродвигателя в возвратно-поступательное движение ползунов 7 и ступенчатых штоков 6, пропущенных через отверстия верхней 5 и нижней 3 оправок, между которыми установлены с предварительным натяжением пружины 4. Направляющими для оправок служат два цилиндра 2, закрепленные на трамбующем башмаке. При движении ступенчатых штоков вверх перемещаются нижние оправки 3, которые деформируют пружины 4 снизу и увлекают за собой башмак 1. После перехода кривошипами верхней «мертвой» точки ступенчатые штоки движутся вниз, давят на верхние оправки 5 и направляют движение башмака вниз. В конце хода башмак ударяет по уплотняемому материалу. Размах колебаний трамбующего башмака составляет 0,03 м, частота ударов 7... 10 Гц.
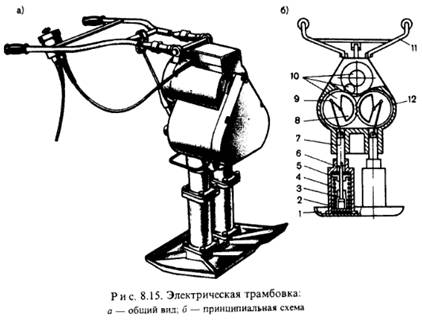
На кривошипных валах закреплены массивные дебалансы 8, взаимно уравновешенные в горизонтальной плоскости, суммарная центробежная сила которых гасит вибрацию корпуса трамбовки, обеспечивая тем самым вибробезопасность машины. Взаимопротивоположное вращение дебалансов 8, расположенных под определенным углом к кривошипу, синхронизировано двумя шестернями, находящимися в зацеплении.Для предохранения деталей ударного механизма трамбовки от перегрузок между подвижными оправками и ступенчатыми штоками установлены амортизаторы. Управление электротрамбовкой осуществляется с помощью рукоятки 11, связанной с корпусом 12 шарниром и пружинным амортизатором.
Электротрамбовки подключают к сети переменного тока нормальной частоты (50 Гц) напряжением 220 В. Электробезопасность трамбовок обеспечивается применением защитно-отключающих устройств.
Рассмотренная электротрамбовка — самопередвигающаяся — для ее перемещения не надо прилагать усилие, а лишь необходимо задавать машине направление движения. Производительность электротрамбовки массой 80 кг составляет 15...22 м3/ч при толщине уплотняемого слоя грунта 0,3...0,4 м, мощность электродвигателя 1,6 кВт.
Эффект работы машины для уплотнения грунтов зависит от толщины уплотненного слоя, выбор которой зависит от требуемой степени уплотнения грунта, типа и параметров уплотняющих машин. При излишне больших толщинах слоев требуемые плотности грунтов не достигаются. При слишком малых толщинах слоев снижается производительность и возрастает стоимость.
Общим требованием при уплотнении грунта является постепенное повышение удельного давления от удара к удару. Такой процесс повышения удельного давления до некоторой степени производится за счет небольшого сокращения времени удара при трамбовании. При этом удельные давления возрастают в 1,5...2,0 раза, а требуется их повышение в 3...4 раза. Поэтому уплотнять грунты необходимо двумя трамбовками — легкой и более тяжелой. Во время предварительного уплотнения надо совершать 30...40% числа проходов. Подбор трамбовок необходимо осуществлять таким образом, чтобы напряжения на поверхности при первом воздействии более тяжелой машины были равны напряжениям, имеющимся от последнего воздействия более легкой машины.
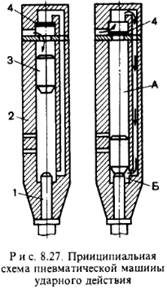
К ручным пневмомащинам ударного действия относятся молотки различного назначения (отбойные, рубильные и клепальные) и ломы. Эти машины аналогичны по конструкции и принцип их действия основан на преобразовании энергии сжатого воздуха в механическую работу поршня-бойка 3 (рис. 8.27), движущегося возвратно-поступательно в цилиндре ствола 2 машины и наносящего периодические удары по хвостовику 1 рабочего инструмента. Возвратно-поступательное движение поршня-бойка обеспечивается с помощью воздухораспределительного устройства 4 клапанного или золотникового типа, приводимого в действие сжатым воздухом. Воздухораспределительное устройство осуществляет впуск сжатого воздуха в цилиндр ствола поочередно в камеры прямого (рабочего) А и обратного Б хода поршня-бойка и выпуск отработанного воздуха в атмосферу. Сжатый воздух к воздухораспределителю подается через пусковое устройство.
Современные пневмомолотки и ломы представляют собой комплексно виброзащищенные машины, у которых ударный узел отделен от корпуса, удерживаемого оператором, упругими элементами. Они оснащены глушителями для снижения уровня шума. Основными параметрами являются энергия единичного удара и частота ударов.
Отбойные молотки применяют для рыхления твердых и мерзлых грунтов при производстве земляных работ небольшого объема, для пробивки углублений, борозд, отверстий и проемов в стенах и перекрытиях, а также для разборки бетонной кладки и дорожных покрытий.
Рубильные молотки предназначены для рубки металла, чеканки швов, обрубки кромок под сварку, вырубки пазов и пробивки отверстий в металле толщиной до 16 мм, заделки стыков водопроводных и канализационных чугунных труб, а при соответствующей замене рабочего наконечника — для пробивки углублений, отверстий и проемов в перекрытиях, кирпичных и бетонных стенах, отделки плит из естественного камня, а также для клепки в горячем состоянии заклепок диаметром до 12 мм и разборки заклепочных соединений.
Ломы применяют для разрушения фундаментов, вскрытия бетонных и асфальтобетонных дорожных покрытий, пробивки углублений, отверстий и проемов в бетонных и железобетонных перекрытиях, для разработки твердых и мерзлых грунтов при рытье котлованов, траншей и проходке туннелей.
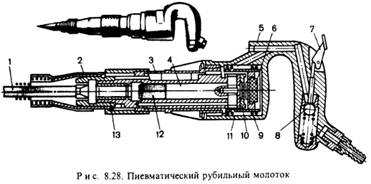 Рассмотрим конструкцию и схему виброзащиты ручных пневмомашин ударного действия на примере рубильного молотка (рис. 8.28). Молоток состоит из корпуса 3, ударного узла, рукоятки 5 с пусковым устройством 8 и виброизолированного манипулятора 2, в котором устанавливается рабочий инструмент 1. Ударный узел включает подвижный ствол 13 с рабочим цилиндром 4, поршень-боек 12 и клапанное воздухораспределительное устройство. Рукоятка молотка и жестко соединенный с ней корпус виброизолированы от ударного узла пружиной 9, сжатым воздухом, поступающим в камеру 11, и буфером 6. Ударный узел перемещается в виброизолированном корпусе-рукоятке на специальных разрезных направляющих малого трения, что существенно повышает эффективность системы виброизоляции. При нажатии на курок 7 сжатый воздух поступает через каналы в рукоятке к воздухораспределительному устройству, клапан 10 которого создает условия для поступления воздуха в ка-меры прямого или обратного хода, сообщая поршню-бойку возвратно-поступательное движение. В конце рабочего хода поршень-боек наносит удар по хвостовику рабочего инструмента.
Рассмотрим конструкцию и схему виброзащиты ручных пневмомашин ударного действия на примере рубильного молотка (рис. 8.28). Молоток состоит из корпуса 3, ударного узла, рукоятки 5 с пусковым устройством 8 и виброизолированного манипулятора 2, в котором устанавливается рабочий инструмент 1. Ударный узел включает подвижный ствол 13 с рабочим цилиндром 4, поршень-боек 12 и клапанное воздухораспределительное устройство. Рукоятка молотка и жестко соединенный с ней корпус виброизолированы от ударного узла пружиной 9, сжатым воздухом, поступающим в камеру 11, и буфером 6. Ударный узел перемещается в виброизолированном корпусе-рукоятке на специальных разрезных направляющих малого трения, что существенно повышает эффективность системы виброизоляции. При нажатии на курок 7 сжатый воздух поступает через каналы в рукоятке к воздухораспределительному устройству, клапан 10 которого создает условия для поступления воздуха в ка-меры прямого или обратного хода, сообщая поршню-бойку возвратно-поступательное движение. В конце рабочего хода поршень-боек наносит удар по хвостовику рабочего инструмента.
Виброзащищенный манипулятор защищает левую руку оператора от сильного вибрационного воздействия, а также позволяет непрерывно управлять положением лезвия рабочего инструмента в работе или фиксировано устанавливать его под заданным углом к обрабатываемой поверхности. Кроме того, манипулятор гарантированно удерживает рабочий инструмент от вылета из машины при холостых ударах, исключая опасность травмирования оператора.
Пневматические молотки характеризуются энергией единичного удара 14...42 Дж, расходуют 0,8...1,8 м3/мин воздуха при частоте ударов 17...38 Гц. Ломы обладают значительно большей энергией удара (до 95 Дж) и более низкой частотой ударов (10...12 Гц).
Задание 8: Изучить устройство, принцип действия, область применения, достоинства и недостатки ручных шлифовальных машин.
Ручные шлифовальные машины по объему выпуска занимают второе место после ручных сверлильных машин. Это объясняется большим разнообразием выполняемых ими операций а возможностью обработки самых различных материалов. В соответствии с общей классификацией ручные шлифовальные машины относятся к непрерывно-силовым и могут быть с вращательным, замкнутым и сложным движением рабочего органа. Они являются машинами общего применения и выпускаются с пневматическими и электрическими двигателями всех трех классов защиты от поражения электрическим током. По конструктивному исполнению шлифовальные машины с вращательным движением рабочего органа могут быть прямыми, угловыми, торцовыми и с гибким валом, машины с замкнутым движением — барабанного типа и сложным — площадочного типа.
В условиях строительного объекта основную массу применяемых шлифовальных машин составляют прямые и угловые машины и машины с гибким валом. Последние имеют вынесенный электрический двигатель и две сменные головки — прямую и угловую. Передача момента от двигателя к рабочему органу в этой машине выполняется гибким валом, что облегчает условия работы оператора, так как в случае электродвигатель стоит отдельно и его масса не воспринимается оператором. В качестве рабочих органов в прямых и угловых машинах и головках применяют абразивные круги, эластичные диски, металлические щетки, а также войлочные, фетровые и хлопчатобумажные круги. В отдельных случаях возможно применение обычных шлифовальных шкурок на матерчатой основе. Главным параметром прямых и угловых машин и головок является диаметр абразивного крута. Гостом установлены следующие номинальные ряды машин для кругов диаметром: 40. 63, 80. 125 и 160 мм —для прямых и 80,125, 150, 180 и 2'М) мм—для угловых. В отличие от большинства ручных машин за номинальную частоту вращения рабочего органа прямых и угловых машин и головок принимают частоту вращения кругл на холостом ходу. Это вызвано соображениями безопасной эксплуатации.
Ручными электрическими и пневматическими машинами зачищают поверхности сварочных швов, снимают грат после газовой резки металла и труб, режут трубы и профильный металл из углеродистых и легированных сталей, снимают фаски под сварку листового металла и труб, удаляют наплавы на металле, шлифуют металлические изделия, а также мрамор, гранит, зачищают ступени лестничных маршей и т. д. Эффективность работы шлифовальных машин в большой степени зависит от режима работы, прочности и износостойкости рабочего органа.
Электрические шлифовальные машины применяют для выполнения технологических операций при монтаже металлоконструкций, на сварочных, отделочных, электромонтажных, арматурных и других работах. По характеру движения рабочего органа различают вращательные и плоскошлифовальные машины. Рабочим органом вращательных шлифовальных машин служат абразивные круги различных геометрических форм и диаметров. У плоскошлифовальных машин рабочим органом является одна или две платформы с шлифовальной шкуркой, совершающих орбитальное и плоскопараллельное движения относительно обрабатываемой поверхности.
Главным параметром вращательных шлифовальных машин является диаметр абразивного крута (в мм). Вращательные шлифовальные машины выпускают прямыми и угловыми с шлифовальным кругом диаметром 63...150 мм и частотой вращения 43...113 с-1, с гибким валом и шлифовальным кругом диаметром 200 мм и частотой вращения 48,6 с-1. На каждом шлифовальном круге указана предельно допустимая частота вращения шпинделя. Во избежание раз рушения абразивного круга недопустимо превышение частоты вращения шпинделя по сравнению с частотой, указанной на круге Круги имеют различную зернистость и твердость. Их правильный выбор во многом определяет производительность машин и качество обработки поверхностей.
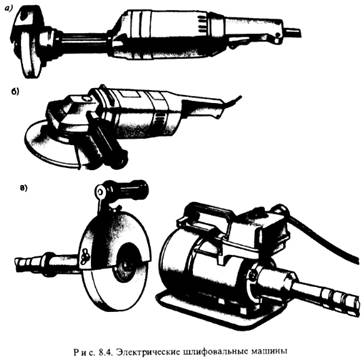
Прямые и угловые шлифовальные машины. Прямые шлифовальные машины (рис. 8.4, а), у которых оси рабочего органа параллельны или совпадают, применяют для очистки металлоконструкций от коррозии, зачистки сварных швов, чугунного и сварного литья, шлифования различных металлических поверхностей, подготовки фасок под сварку и других работ.
Угловые шлифовальные машины (рис. 8.4, б), у которых оси рабочего органа и привода расположены под углом 90°, предна значены для шлифования поверхностей металлических изделий и строительных конструкций, очистки металлоконструкций от коррозии в труднодоступных местах, отделки бетонных и мозаично-террацевых полов, а также для резания труб, листового металла, профильной и угловой стали.
Прямые шлифовальные машины выполнены по единой конструктивной схеме и различаются между собой диаметром шлифовального круга, габаритными размерами, частотой вращения шпинделя, массой, мощностью и частотой вращения двигателя. Они комплектуются плоскими шлифовальными кругами прямого профиля типа ПП и плоскими кругами с выточкой типа ПВ, которые применяются при плоском и круглом шлифовании, а также для различных зачистных работ. В качестве привода прямых шлифовальных машин используют однофазные коллекторные и трехфазные асинхронные электродвигатели. У машин с асинхронными трехфазными электродвигателями частота вращения шпинделя на холостом ходу и под нагрузкой остается практически неизменной.
в то время как у машин с однофазными коллекторными электродвигателями частота вращения шпинделя под нагрузкой снижается примерно в 1,5...2 раза по сравнению с частотой вращения на холостом ходу. Современные шлифовальные машины с однофазными коллекторными двигателями, как правило, имеют электронную регулирующую автоматику, обеспечивающую частоту вращения шлифовального круга практически неизменной на холостом ходу и под нагрузкой.
Каждая прямая шлифовальная машина состоит из электродвигателя, одноступенчатого редуктора, шпинделя в сборе, на котором крепится шлифовальный круг, корпуса из стеклонаполненного полиамида, армированного алюминием защитного кожуха и виброи- золированных рукояток.
Угловые шлифовальные машины одинаковы по конструкции и отличаются от прямых типом редуктора (редуктор конический), наличием боковой виброизолированной с помощью резиновых амортизаторов рукоятки на корпусе редуктора и типом шлифовального круга. Угловые машины комплектуются чашечными цилиндрическими кругами типа ЧЦ и чашечными коническими кругами типа ЧК, которые предназначены для шлифования и зачистных работ. В комплект входят также круги типа 5П, предназначенные для шлифования резьбы и заточки многолезвийных инструментов, и круги типа Д для резки металла.
Угловые шлифовальные машины комплектуются кругами диаметром 80... 125 мм. Рабочая скорость кругов 40 м/с, частота вращения шпинделя 55...65 с-1.
Шлифовальные машины с гибким валом (рис. 8.4, в) применяют для шлифования и полирования различных поверхностей (металлических, цементных, гранитных, мраморных), зачистки сварных швов, подгонки деталей при сборке, а также очистки металлоконструкций от коррозии. Это машины III класса защиты, которые состоят из переносного трехфазного асинхронного электродвигателя, смонтированного на корытообразной подставке, гибкого вала и шлифовальной головки. Машины комплектуются двумя сменными шлифовальными головками — прямой для плоских шлифовальных кругов типа ПП и ПВ и угловой для чашечных кругов типа ЧЦ и ЧК.
На базе угловых электрических шлифовальных машин разработаны ручные труборезы, в качестве режущего органа которых применяют армированные абразивные круги диаметром 180...230 мм.
Основные параметры труборезов — номинальный диаметр и толщина стенки обрабатываемых труб. Резание труб труборезами осуществляется двумя методами: врезанием и обкаткой. При методе врезания труба перерезается в поперечном направлении абразивным кругом, перемещаемым сверху вниз в плоскости, перпендикулярной оси трубы. Диаметр труб, отрезаемых методом врезания, ограничивается диаметром абразивного круга и не превышает 70 мм при резании кругом диаметром 230 мм. Для резки труб больших диаметров применяют метод обкатки, при котором труборез вращают вокруг трубы, установив абразивный круг перпендикулярно ее оси. Количество проходов при обкатке определяется толщиной стенки трубы.
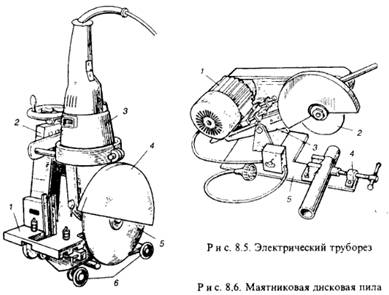
На рис. 8.5 показан труборез для резки методом обкатки стальных труб диаметром 100...1620 мм из углеродистых и легированных сталей. Труборез состоит из угловой шлифовальной машины 3 с двигателем типа АП и обкатного устройства, включающего раздвижную тележку 1 с обкатными роликами 5, цепной механизм вращения трубореза вокруг трубы, подпружиенный захват и механизм подачи 2 абразивного круга 4. Расстояние между роликами регулируется в зависимости от диаметра обрабатываемой трубы.
Маятниковые дисковые пилы (рис. 8.6) используют для резки стальных труб диаметром до 133 мм, а также уголков, прутков и других изделий на приобъектных площадках. Вращение шпинделю с абразивным кругом 2 диаметром 230...400 мм сообщается от электродвигателя 1 через ступенчатую ременную передачу. Частота вращения круга 48 сг1. Режущий орган с приводом смонтирован на поворотном кронштейне 3, качающимся относительно неподвижной опорной плиты 5. На плите установлены тиски 4 для закрепления в них обрабатываемого материала.
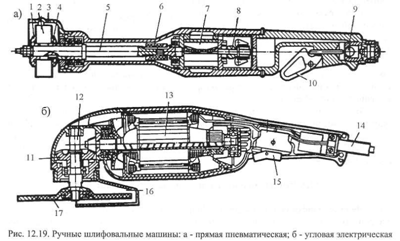
На рис. 12.19 представлены прямая пневматическая и угловая электрическая ручные шлифовальные машины. Ротационный пневмодвигатель 7 (рис. 12.19, а) машины с прямым вращением рабочего органа - шпинделя 5 приводится в движение сжатым воздухом, поступающим от компрессора через пусковое устройство и центробежный регулятор частоты вращения после открытия впускного клапана 9 нажатием на курок 10. Вращательное движение шпинделю передается непосредственно от вала пневмодвигателя через муфту 6. Абразивный круг 2 закрепляют на конце шпинделя, зажимая его между двумя фланцами 1 и 4. Для защиты от поражения осколками абразивного круга в случае его возможного разрушения абразивный круг закрывают кожухом 3 на половину его диаметра.
Эффективность работы шлифовальных машин в значительной мере зависит от режима работы, прежде всего от стабилизации частоты вращения рабочего органа при изменении внешней нагрузки, а также от прочности и износостойкости рабочего инструмента. В машинах с асинхронными электрическими двигателями стабильность частоты вращения обеспечивается жесткой механической характеристикой самого двигателя, а в машинах с коллекторными двигателями, имеющими мягкую механическую характеристику, для этой цели применяют электронные регуляторы, дублированные независимыми центробежными предохранительными устройствами, устанавливаемыми на валу якоря двигателя и отключающими его питание от сети при превышении номинальной частоты вращения более чем на 15%. Эта мера вызвана необходимостью предотвратить разрыв шлифовального круга при запредельной частоте его вращения на холостом ходу в случае выхода из строя электронного регулятора.
В машинах с пневматическими двигателями частоту вращения стабилизируют центробежными регуляторами 8 (см. рис. 12.19, а), частично перекрывающими входное отверстие для сжатого воздуха, поступающего в двигатель при повышении его частоты вращения, и тем самым уменьшающими последнюю.
В качестве основного вида рабочего инструмента при работе шлифовальных машин с вращательным движением рабочего органа применяют шлифовальные круги, состоящие из естественных или искусственных абразивных кристаллов высокой твердости и прочности и керамической, бакелитовой или вулканитовой связки. Круги на керамической связке обладают высокой прочностью и износостойкостью, не засаливаются и легко режут металл, но чувствительны к ударным и изгибным нагрузкам и не применяются для работы с окружной скоростью более 35 м/с. Круги на бакелитовой связке обладают высокой прочностью и упругостью, что позволяет изготовлять их с толщиной менее 1 мм и работать со скоростью до 75 м/с при выполнении отрезных операций. Еще более упруги круги на вулканитовой связке, они эластичны, обладают высокой режущей способностью, но имеют низкую теплостойкость, из-за чего их скорость не превышает 18 м/с. Для резки различных материалов применяют армированные отрезные круги, состоящие из электрокорунда или карбида кремния, бакелитовой связки, стеклосетки и металлической втулки для точной посадки круга на шпиндель машины. Допустимая скорость этих кругов - 80 ... ПО м/с. Армированные круги обладают повышенной стойкостью против излома при боковых нагрузках. При резке круг подают на разрезаемую деталь так, чтобы плоскость его вращения была перпендикулярна разрезаемой поверхности, а при зачистке угол между плоскостью вращения круга и зачищаемой поверхностью должен быть в пределах 15 ... 40°.
Плоско- и ленточно-шлифовальные машины применяют для выполнения доводочных работ. В плоскошлифовальной машине рабочий орган в виде платформы с закрепленной на ней шлифовальной шкуркой совершает сложное, возвратно-поступательное или орбитальное плоскопараллельное движение в плоскости обработки. Основными параметрами этих машин являются размер платформы и частота возвратно-поступательных движений.
Рабочим органом ленточно-шлифовальной машины является натянутая на два барабана (приводной и натяжной) бесконечная абразивная лента, совершающая движение по замкнутой траектории. Основными параметрами этих машин являются размеры абразивной ленты и скорость ее движения. Оба типа машин оборудуют устройствами для отсоса пыли - продуктов шлифования.
Задание 9: Объясните устройство, принцип действия и область применения ручных электро или бензорезов для сухой или влажной резке бетона или железобетона.
В процессе строительства нередко возникает потребность просверлить в бетонной стене отверстия для изменения или создания проемов для дверей, окон или коммуникаций. Для этих целей производится резка бетона с использованием разнообразного оборудования, начиная с ручных инструментов, заканчивая тяжелыми профессиональными машинами.
Однако стоит учесть, что сверление стен сопряжено с огромным количеством пыли и шума. Поэтому прежде, чем приступить к работам, рассмотрим методы резки монолитных поверхностей.
Методы резки бетона
Для резки бетона производится штрабление, бурение, дробление и шлифовка. По способу произведения работ выделяют два метода:
Сухой. В этом случае работы ведутся с перерывами, которые необходимы для того, чтобы оборудование остыло. Кроме этого, при сухой резке бетонных стен придется использовать специальный пылесос или ждать пока пыль не осядет (из-за объема пыли вы, элементарно, не увидите место реза). Еще один недостаток такого метода – это небольшая глубина, на которую можно погружать режущий аппарат. Из-за сильного бокового трения диск будет сильно нагреваться и быстрее выходить из строя.
Влажный. Этот беспыльный способ резки считается наиболее правильным и менее трудоемким, так как вам не придется ждать, пока оборудование остынет. Вода, подающаяся на отрезной круг, выполняет сразу несколько функций: охлаждает режущий инструмент и «прибивает» пыль.
Чтобы произвести качественную и быструю резку бетона без пыли, рекомендуется использовать влажный метод обработки. Для работы такого плана используются различные инструменты с алмазным напылением.
Инструменты
Сегодня резка проемов в бетоне осуществляется при помощи следующих агрегатов:
Ручные резчики
Такое оборудование для резки бетона чаще всего называют «болгаркой», однако в профессионально сфере этот аппарат называется угловая шлифовальная машина (УШМ). Такой ручной резчик позволяет проделывать в стене проемы толщиной до 13 см. Инструменты этого типа могут иметь разную мощность, также они оснащаются специальными насадками, которые фиксируются на болгарке с помощью винтовой резьбы. Чаще всего резка выполняется при помощи шлифовальных, обдирочных и режущих алмазных дисков.

При выборе алмазных режущих дисков рекомендуется покупать изделия с вырезами для обычного бетона и без вырезов, если планируется резка железобетонных конструкций, так как выступающие элементы диска будут цепляться за арматуру.
Ручные резчики обладают высокой маневренностью, благодаря чему работы выполняются в больших объемах. С другой стороны болгарка и алмазные диски по бетону подходят только для малых площадей. Если применять такое оборудование для крупных строительных объектов, то вы или ваши рабочие быстро устанут.
Резчики швов (швонарезчики)
Для резки горизонтальных бетонных плит перекрытий, создания деформационных швов и проемов часто используют резчики швов. Швонарезчик состоит из металлической рамы на колесах, двигателя и режущего круга. При помощи этого оборудования осуществляется резка проема глубиной до 2,7 см.

Швонарезчики бывают:
Стационарными. Аппараты этого типа применяют для толстых слоев монолита.
Переносными. Такие агрегаты позволяют выполнять разрезы разной глубины и конфигурации.
Среди преимуществ данного оборудования – возможность резки толстых поверхностей с минимальной вибрацией. Из минусов стоит выделить высокую стоимость и возможность обработки исключительно горизонтальных поверхностей.
Канатные машины (резчики)
Канатные машины выпускаются как с гидравлическими, так и с электрическими приводами. Также аппараты этого типа оборудуются маслостанциями, стойками для канатов, роликами и охладительными системами.
Канатная резка бетона применяется для демонтажа крупных построек (мостов, причалов, колон и многого другого). Такой специализированный резак способен проделывать отверстия глубиной до 50 см. Резы выполняются в любом направлении.
Пилы для резки бетона
Для ручного распила бетона часто используется цепная пила по бетону, работающая на бензине или сжатом воздухе. Этот легкий и доступный инструмент не требует наличия особых навыков, поэтому оптимально подходит для строительных работ, производимых своими руками.

Бензорез отличается от бензопилы по дереву более сложной шиной, которая оборудована специальными каналами для подачи воды (благодаря чему производится резка бетона без пыли) и алмазной цепью.
Такая режущая гарнитура позволяет делать резы глубиной до 30-40 см, при этом агрегат поворачивается на 90 градусов, что очень удобно при создании ниш, проемов и прочих отверстий в бетоне.
Как правило, бензорезы работают по двухтактному принципу и отличаются высокой степенью защиты от образований пыли.
Пила для резки бетона подходит для обработки следующих материалов:
Легких бетонов (керамзитобетон, арболит и прочие материалы).
Тяжелых бетонов, в состав которых входит портландцемент, асфальт и другие вяжущие компоненты. Также бензорезом можно обрабатывать монолиты, при наличие слабого армокаркаса.
Силикатных и керамических кирпичей.
Натуральных каменей, керамогранита и прочих искусственных материалов.
Гипсовых, гипсокартонных и известняковых конструкций.
Резка кирпичной стены бензопилой
Также бензорез подходит для работ по пенобетону и для других ячеистых бетонов (пеноблоки, газоблоки, пеногазобетонные блоки и прочие).
Задание 10: Изучить перспективы применения и развития ручных машин.
Современные тенденции дают основание прогнозировать широкие применение ручных машин в течение длительного периода времени при выполнении трудоемких и тяжелых работ в строительстве. Будут совершенствоваться существующие и создаваться принципиально новые конструкции с целью повышения производительности, надежности, обеспечения возможности выполнения новых операций, снижения массы, устранения вредных воздействий вибрации на операторов и уменьшении их утомляемости.
Совершенствование существующих и создание новых ручных машин ведется в направлении резкого возрастания энерго-вооруженности машин без увеличения их массы. Это достигается постепенным переводом асинхронных трехфазных двигателей повышенной частоты с напряжения 36 В на напряжение 42 В. разработкой высокоэффективных пневматических машин с повышенным рабочим давлением сжатого воздуха, широким применением гидравлического привода, созданием принципиально новых ручных машин ударного действия, работающих в ударно-резонансном режиме с возможностью плавного регулирования энергии одного удара, а также многоскоростных и многоцелевых машин с электронным регулированием и изменяющимся режимом работы. В этом случае при заданном материале и условиях резания встроенные микрокомпьютеры автоматически определяет получение оптимального режима работы машины.
Существенное значение в повышении эффективности ручных машин имеет их оснащение разнообразным быстро заменяемым твердосплавным и алмазным режущим инструментом, шлифовальными кругами и вспомогательными приспособлениями. Все это обеспечит удобство работы, повысит эргономические и эстетические показатели, отвечающие возросшему уровню современности.
Задание 11: Объясните основные положения по безопасному использованию ручных
машин.
1.4. При работе на объекте строительства нескольких организаций необходимо предусматривать мероприятия по безопасности труда в соответствии с Положением о взаимоотношениях организаций — генеральных подрядчиков с субподрядными организациями.
1.10. Руководители строительно-монтажных организаций обязаны обеспечить рабочих, инженерно-технических работников и служащих спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с Типовыми отраслевыми нормами бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений, утвержденными Госкомтрудом и ВЦСПС, а также ГОСТ 12.4.011—75*.
1.11. Все лица, находящиеся на строительной площадке, обязаны носить защитные каски по ГОСТ 12.4.087—80. Рабочие и инженерно-технические работники без защитных касок и других необходимых средств индивидуальной защиты к выполнению работ не допускаются.
1.30. Применяемые при производстве строительно-монтажных работ машины, оборудование и технологическая оснастка по своим техническим характеристикам должны соответствовать условиям безопасного выполнения работ.
К работе с ручными машинами и средствами малой механизации всех видов и классов допускаются лица не моложе 18 лет, прошедшие производственное обучение и имеющие квалификационную группу по технике безопасности.
Средства индивидуальной защиты. Защита от электрического тока. При работе с ручными электрическими машинами от поражения электрическим током необходимо применять диэлектрические резиновые перчатки при работе на электроустановках с напряжением до 1000 В и перчатки с дополнительным вкладышем толщиной 1,3 мм для защиты от тока свыше 1000 В; резиновые диэлектрические калоши формовые (арт. 4110 т и 4310 т); диэлектрические боты формовые (4101 т); резиновые диэлектрические сапоги формовые (арт. 4150 фэт) и диэлектрические резиновые коврики.
Использование ручных электрических машин с двойной изоляцией или с защитно-отключающими устройствами, работающих при напряжения выше 36 В, без индивидуальных средств защиты от поражения электрическим током может быть разрешено только при наличии специальных инструкций или указаний.
Защитные средства (диэлектрические перчатки, калоши, коврики и т. д.) должны иметь клеймо с указанием даты испытания. Нормы и сроки контрольных испытаний защитных средств приведены в табл. 160.
Защита от вибрации. При работе с ручными машинами большое значение имеет соответствие создаваемых при работе вибраций установленным санитарным требованиям.
Предусматривается выполнение следующих требований: – запрещается использование ручных машин в режимах, выше указанных в паспорте (инструкции); – к работе с ручными вибрирующими машинами допускаются рабочие не моложе 18 лет, прошедшие предварительно медицинский осмотр, имеющие соответствующую квалификацию и сдавшие зачет по правилам безопасного выполнения работ; – работу допускается производить, как правило, в отапливаемых помещениях с температурой воздуха не менее 16 °С при влажности 40—60 % и скорости движения не более 0,3 m/c.i При работе в холодный период года в неотапливаемых помещениях или на открытом воздухе для периодического обогрева рабочих следует предусматривать помещения с температурой воздуха 21—22 “С и, кроме того, на рабочих местах обеспечивать местный обогрев; – к эксплуатации допускаются только технически исправные ручные машины. При планово-предупредительном их ремонте осуществляется контроль за параметрами вибрации.
Суммарное время работы в контакте с ручными машинами, вызывающими вибрации в пределах санитарных норм, не должно превышать 2/з рабочей смены. При этом продолжительность непрерывного воздействия вибрации, включая микропаузы, входящие в данную операцию, для ручных машин должна быть не более 15— 20 мин.
При таком режиме труда устанавливают обеденный перерыв не менее 40 мин и два регламентированных перерыва для активного отдыха, проведения производственной гимнастики по специальному комплексу и лечебно-профилактических процедур. Первый перерыв делается через 1—2 ч после начала смены продолжительностью 30 мин. Проведение сверхурочных работ с ручными машинами, создающими вибрации, категорически запрещается.
При вынужденной эксплуатации виброопасных ручных машин, т. е. ручных машин, не отвечающих требованиям санитарных норм, разрабатываются временные рациональные режимы труда с целью снижения вредного влияния на работающих. Разрешение на эксплуатацию таких машин выдается местными органами санитарно-эпидемиологической службы.
При разработке режимов труда необходимо соблюдать соотношение длительности воздействия вибрации и выполнения других операций, не связанных с ней, не менее как 1 : 2. Например, при превышении допустимых уровней вибрации до 9 дБ целесообразно устанавливать время работы с машиной по 10 мин с периодами других видов работ по 20 мин, т.е. 10 мин+20 мин+10 мин+20 мин-1-+ 10 мин + 20 мин+10 мин=100 мин. В остальное рабочее время (480—100 = 380 мин) проводятся работы, не связанные с вибрацией.
Работа с ручными машинами, вибрация которых превышает требования санитарных норм более чем в 4 раза, т. е. более чем на 12 дБ, запрещается.
Для защиты рук от воздействия локальной вибрации при работе с ручными машинами ударного и возвратно-поступательного действия выпускают виброзащитные рукавицы. Их изготавливают из хлопчатобумажной ткани с одним напалком и с одним вкладышем из пенопласта или поролона в области ладони и брезентовой накладки на ладонной части.
Защита от шума. Важным фактором, влияющим на общее состояние здоровья работающего с ручными пневматическими и иными ручными машинами, является шум. Основные причины возникновения шума, превышающего допустимые нормы: неправильная сборка редуктора ручной машины; жесткое крепление вибрирующих частей к невибрирующим; работа в различных резервуарах, емкостях и т. д. Для борьбы с производственным шумом нужно выполнять общие мероприятия и применять индивидуальные средства защиты.
Промышленность выпускает противошумные наушники ВЦНИИОТ-2М и ВЦНИИОТ-4А (ТУ-400-2-76-70); защищающие органы слуха от воздействия высокочастотного (шипящего, свистящего, звенящего) производственного шума с уровнем до 110—120 дБ, и противошумные вкладыши (ТУ 6-16-1852-74) для индивидуальной защйты от шумов с тем же уровнем.
Уровень шума не должен превышать установленные нормы для определенных частот. Так, для уменьшения шума при клепке и обрубке швов на полых изделиях (емкостях, цистернах, барабанах и др.) их устанавливают на подкладках с резиновой или войлочной облицовкой (своего рода амортизатор), а работающие внутри них стоят на ватных ковриках, защищающих от воздействия вибрации.
При подготовке ручной машины к работе и перед выдачей ее рабочему необходимо: – проверить комплектность машины, надежность крепления деталей и особенно рабочих насадок; – провести внешний осмотр машины и комплектующих частей; Проверить надежность и четкость работы выключателей и пусковых устройств; – проверить работу машины на холостом ходу (машины электрические класса I проверяют на исправность цепи заземления).
Запрещается выдача машин, у которых обнаружено несоответствие хотя бы одному из перечисленных требований.
Дата добавления: 2018-04-15; просмотров: 2036; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!