Реализация постоянных циклов обработки отверстий
Такие циклы реализуются заданием подготовительных функций G81-G89.Каждая из них определяет конкретную операцию или переход (с перемещением по оси Z):сверление и центрование с паузой в конце рабочего хода (G82), глубокое сверление (G83), G84 - нарезание резьбыи др. Как правило, в современных УЧПУ подпрограммы для реализации
указанных функций постоянно находятся в памяти УЧПУ и достаточно указать в кадре УП требуемую функцию и числовое значение формальных параметров, необходимых для выполнения конкретной операции. Для большинства постоянных циклов этих параметров два: Rи z. Параметр Rв большинстве УЧПУ определяет координату точки, с которой начинаетсярабочая подача при исполнении заданного постоянного цикла. Эта величина сохраняется в памяти УЧПУ до считывания нового значения R. Параметр zв постоянном цикле определяет координату точки, в которуюинструмент смещается на рабочей подаче. При введении постоянных циклов существенное значение для параметров R и z имеет расположение нуля станка (начало координатной системы станка) относительно обрабатываемой детали в направлении оси Z.
В УЧПУ с фиксированным началом координат станка параметры
R и z в постоянных циклах отсчитываются от нулевой плоскости в одном
направлении (рис. 4, а). Поэтому кадр задания постоянного цикла, например сверления, имеет вид:
N{i} G81 Z157.5 R177. LF
В кадре указываются координаты точки 1 (R) и конечной точки 2(z).
|
|
|
Программирование постоянных циклов значительно удобнее для станков с УЧПУ, имеющих «плавающий нуль».В таких УЧПУ по командам УП или с пульта УЧПУ можно смещать нуль станка в любую точку по всем осям, в частности, по оси Z. В ряде УЧПУ по оси Z смещается нулевая плоскость XMY (рис. 4, б). Тогда в кадре, предшествующем кадру с указанием цикла, должна быть команда на смещение нуля по оси Z. После смены нуля точка М начала координат станка будет располагаться в плоскости, параллельной плоскости детали (в точке М 1). Для рассмотренного случая величина R будет равна нулю, а значение z будет со знаком минус (в отсчете вниз от новой системы координат Х1 М'Z):
N{i} G59 Z 177. LF
N{i+1} G81 Z -19.5 RO. LF
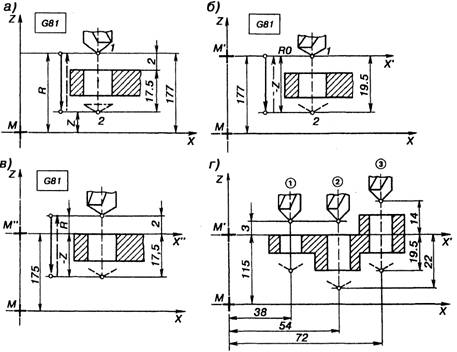
Рис.4. Схемы задания параметров R и Z в постоянных циклах
Определенные удобства создаются для программирования, если
УЧПУ имеет команды на сдвиг нуля, кодируемые функциями G92, G54-G59. В этом случае при программировании постоянных циклов нулевую плоскость совмещают с верхней плоскостью детали (рис. 4, в). Тогда при задании цикла указывают величину R, которая означает здесь недоход инструмента до обрабатываемой поверхности, и величину z - рабочий ход инструмента. При этом полный рабочий ход, так же, как и обратный - холостой ход, будет равен сумме R + z.При таком задании цикла достаточно просто обрабатывать одинаковые отверстия, расположенные на ступенчатой поверхности. Например, кадры УП для обработки трех отверстий 1-3, расположенных рядом (рис.4, г), имеют вид:
|
|
|
N{!} G90 G59 Z 115. LF (смещение нуля по оси Z)
N{+1} G81 R3. Z-19.5 LF (сверление отверстия 1)
N{+2} G60 X 54. LF (перемещение инструмента)
N{i+3} R3. Z -22. LF (сверление отверстия 2)
N{i+4} R14. LF (подъем инструмента на R=14)
N{i+5} X 72. LF (перемещение инструмента)
N{i+6} Z -19.5 LF (сверление отверстия 3)
N{i+7} G80 LF (отмена постоянного цикла)
N{i+8} G59 ZO. LF
Как видно из программы, действие команды G81 (постоянный цикл) распространяется на последующие кадры. Действующий постоянный цикл отменяется указанием функции G80. В рассматриваемом примере смещение нуля кодируется функцией G59. Эта команда сохраняется в УП до введения аналогичной команды с новым числовым значением или команды G53 (отмена смещения, но только для кадра, где G53 записано). Смещение нуля лишь в одном кадре обычно записывается функцией G92. При использовании функции G59 возврат нуля в систему координат станка кодируется этой же функцией (G59) с нулевым числовым значением.
Дата добавления: 2018-04-05; просмотров: 633; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!