Исследование технологических возможностей вытяжки
САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ ЛАБОРАТОРНАЯ РАБОТА № 1
Машиностроительные материалы
1. Цель работы. Знание классификации, правил маркировки машиностроительных материалов и области применения сталей и сплавов.
2. Классификация и принцип маркировки сталей и сплавов.
3. Расшифровка марок машиностроительных материалов с указанием качества сталей (см. пример в табл. 1)
Таблица 1
| Заданная марка сплава | Наименование материала | Химический состав сплава | Область применения сплава |
| 40ХН | Сталь конструкционная легированная, качественная | 0,4 % С, ≈ 1 % Cr, ≈ 1 % Ni | Крупные ответственные детали: шатуны, коленчатые валы, оси, зубчатые колеса, цилиндры низкого давления и другие. |
| ХВГ | Сталь инструментальная легированная, высококачественная | ≈ 1 % С, ≈ 1 % Cr, ≈ 1 % W, ≈ 1 % Mn | Металлорежущий и измерительный инструмент; пуансоны и матрицы вырубных штампов |
| ЛС59–1 | Латунь двухфазная деформируемая | 59 % Cu, 1 % Pb, 40 % Zn | Листы, трубы, прутки |
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 2
Литейное производство
1. Цель работы. Знание основ литейного производства и особенностей изготовления отливок; формирование представления о модельном комплекте и технологии изготовления литейной формы и отливки.
2. Сущность и область применения литейного производства.
3. Эскиз отливки с указанием всех вариантов разъема литейной формы и модели.
4. Эскиз модели для рационального способа изготовления отливки
5. Эскиз литейной формы (две проекции) с указанием основных элементов.
6. Последовательность изготовления литейной формы по разъемной модели в парных опоках.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 3
Исследование свойств изделий из порошковых материалов
1. Цель работы: Знание области применения порошковой металлургии и последовательности технологического процесса; умение выбирать режимы формования деталей и прогнозировать механические свойства спеченных изделий.
2. Сущность порошковой металлургии, последовательность технологического процесса и область применения изделий из порошковых материалов
3. Эскиз пресс-формы для двухстороннего формования.
4. Усилие пресса Р, параметры образца (диаметр d и высоту h) и диаметры отпечатка dотп. Расчеты абсолютной r и относительной плотности ρ/ρк порошковых брикетов, пористости П и твердости HB спеченного материала, предел прочности спеченного образца sв по отношению к пределу прочности компактного материала соответствующего химического состава sвк.
Таблица результатов измерений и расчетных данных.
| Номер образца | Давление р, МПа | Усилие Р, кН | Параметры образца | Относительная плотность ρ/ρк | Пористость П, % | Диаметр dотп, мм | Твердость HB, МПа | σв/ σвк | ||||
| Диаметр d, мм | Высота h, мм | Объем V, см3 | Масса m, г | Плотность r, г/см3 | ||||||||
| 1 | 0 | |||||||||||
| 2 | 100 | |||||||||||
| 3 | 200 | |||||||||||
| 4 | 300 | |||||||||||
| 5 | 400 | |||||||||||
Пример расчета:
Р = р•F = ppd 2/4 =
V = F•h = hpd 2/4 =
r = m/ V =
ρ/ρк =
П= (1 – r /rк)•100 % =
 =
=
sв /sвк = HB /HBк =
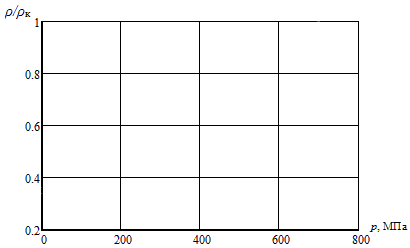
5. График зависимости относительной плотности r /rк от удельного давления p. (Выполните экстраполяцию кривой r /rк до значений давления p = 600−700 МПа.)
|
6. График зависимости относительной прочности sв /sвкот пористости спеченного материала.

|
7. Сделайте выводы о минимальном давлении формования, когда брикет сохраняет свою форму; о влиянии пористости на прочность спеченных образцов. Укажите предельно возможную относительную плотность и прочность спеченных брикетов по сравнению с компактными сплавами.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 4
Технология ковки
1. Цель работы: знание назначения основных операций ковки; умение выбирать последовательность кузнечных операций и выполнять технологические расчеты; приобретение навыков выполнения операций и приемов ковки.
2. Сущность и назначение ковки
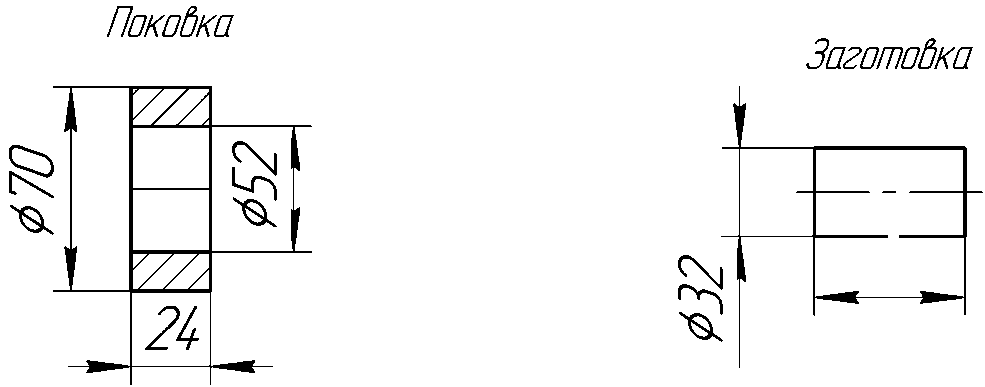
3. Размеры заготовки и изделия по операциям и переходам
Объем поковки
 см3
см3
Объем выдры
 см3
см3
Объем исходной заготовки
Vисх. = Vпок. + Vвыд. = см3
Длина исходной заготовки
 мм
мм
Наружный диаметр поковки после осадки на высоту 20 мм
Наружный диаметр поковки после прошивки отверстия диаметром 22 мм
Внутренний диаметр поковки при наружном диаметре 60 мм
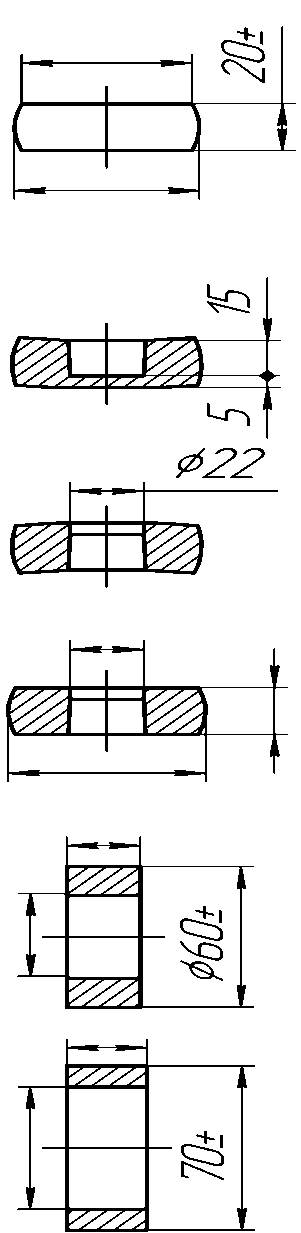
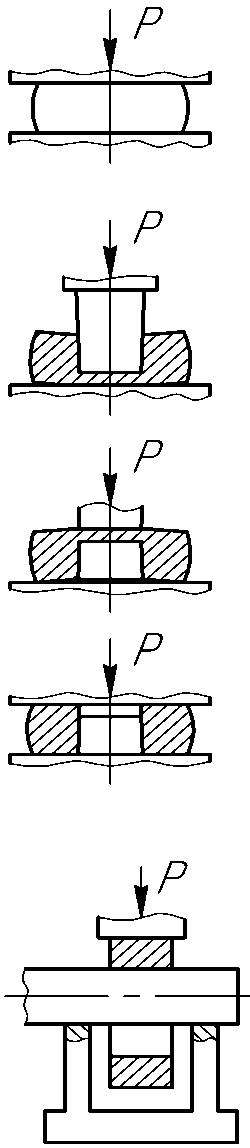
3. Технологические карты ковки с эскизами и размерами
|
| |||||
| № п/п | Наименование операции | Операционный эскиз | Оборудование | Инструмент | Схема деформирования |
| 1 | Отрубка | Пресс гидравлический | Топор | 
| |
| 1 | Осадка |
| Бойки плоские |
| |
| 2 | Прошивка отверстия, правка | Прошивень. Бойки плоские | |||
| 3 | Раскатка на оправке Æ 20 мм | Стойка. Оправки. | |||
| 4 | Раскатка на оправке Æ 30 мм | ||||
4. Предельные отклонения фактических размеров поковки от расчетных:
a) отклонение наружного диаметра
 =
=
b) отклонение внутреннего диаметра
 =
=
c) отклонение высоты
 =
=
5. Причины отклонения размеров и формы поковки от заданных.
| № п/п | Отклонение формы поковки | Причины отклонения |
| 1 | Овальность | |
| 2 | Разновысотность | |
| 3 | Неконцентричность окружностей | |
| 4 | Конусность |
6. Выводы о влиянии предельных отклонений фактических размеров поковки от расчетных и величины деформации на качество поковки.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 5
Горячая объемная штамповка
1. Цель работы: знание устройства штампов для горячей объемной штамповки и основных требований к форме штампуемых изделий; умение выбора исходной заготовки и переходов штамповки для основных типов поковок; получение практических навыков штамповки.
2. Сущность, основные виды и назначение горячей объемной штамповки. Характерные типы поковок и последовательность их производства.
3.Характеристика поковки по типу и сложности.
Тип поковки -
КС = Vп /Vфиг = Gп / Gфиг =
Степень сложности данной поковки – С
4. Размеры исходной заготовки.
Объем исходной заготовки:
Vисх= Vп+ Vпер+ Vоб+ Vуг
Vп= см3; Vпер = см3; Vоб=(0,6-0,8)·Fок·Lп= = см3; Vуг=0
Vисх= = см3
Размеры исходной заготовки
 см = мм
см = мм
 = мм
= мм
Значения эпюры сечений Fэi и диаметров dэi (при выполнении опыта № 2):
Fэi = Fпi + 2(0,6–0,8)Fок ; 
dэi =1,13  ,
,
где Fэi, dэi – площадь и диаметр теоретического профиля заготовки, т.е. значения эпюры сечений и эпюры диаметров; Fок – площадь поперечного сечения облойной канавки (Fок = 0,8 см2).
Диаметр заготовки dисх выбирают по сортаменту проката равным наибольшему диаметру фасонной заготовки, т.е. наибольшему значению эпюры диаметров после ее выравнивания и упрощения.
dисх = мм, l исх. = мм
5. Чертеж поковки, переходы штамповки и конструкция штампа
6. Виды дефектов поковок при штамповке
7. Выводы о соответствии расчетных и фактических размеров поковки. Оценка качества поковки.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 6
Исследование технологических возможностей вытяжки
1. Цель работы: знание устройства штампов, технологических возможностей вытяжки, области применения операций листовой штамповки, умение оценивать пределы формоизменения заготовки, проектировать технологический процесс штампуемой из листового проката детали, приобретение практических навыков.
2. Сущность формоизменяющих операций листовой штамповки. Область применения вытяжки.
3. Схема вытяжки и форма изделий по переходам.
4. Напряженно-деформированное состояние материала на стенке, фланцевой и донной частях заготовки
5. Таблица опытных данных
| Номер опыта | Материал | Размеры, мм | Коэффициент вытяжки ki | Усилие прессаP, кН | Наличие и вид дефекта | |||
| Заготовка | Деталь | |||||||
| h0 | Di-1 | di | H | |||||
| 1 | Л63 | |||||||
| 2 | Л63 |
| ||||||
| 3 | Л63 |
| ||||||
6. Пример расчета коэффициента вытяжки
Коэффициент вытяжки  , где
, где  диаметр исходной или полученной предыдущей вытяжкой заготовки; di - диаметр вытягиваемого изделия.
диаметр исходной или полученной предыдущей вытяжкой заготовки; di - диаметр вытягиваемого изделия.
Пример одного из расчетов:
ki =
7. Выводы о допустимом для данного материала коэффициенте вытяжки, об основных приемах расширения технологических возможностей вытяжки.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МЕТАЛЛУРГИИ, МАШИНОСТРОЕНИЯ И ТРАНСПОРТА Кафедра "Технология конструкционных материалов и материаловедение" | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 7
Дата добавления: 2018-04-04; просмотров: 723; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!