Задняя поверхность; 2 — режущие кромки; 3—задние кромки; 4 — передняя поверхность
Билет 56. Размещение на токарном станке органов управления и приводов.
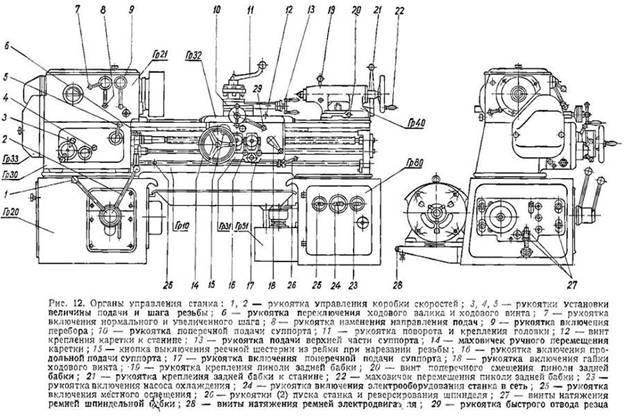
Билет 57. Требование техники безопасности к токарному патрону.
При установке или снятии патрона со шпинделя, подложи под него деревянный брусок с выемкой.
Не тормози патрон руками.
Не допускай выступающих кулачков из патрона. Сильно выступающие кулачки очень опасны, так как при больших оборотах шпинделя их не видно. При неизбежности работы с выступающими кулачками патрона необходимо установить предохранительный кожух.
Зажав деталь, не забудь вынуть ключ из патрона.
В кулачковом патроне без поддержки центром задней бабки можно закреплять только короткие, длиной не более 2-х метров, уравновешенных деталей. В других случаях следует пользоваться поддержкой детали центом задней бабки.
Билет 58. Основные типы и конструкция резьбонарезных инструментов.
В состав резьбонарезного инструмента входят:
1) метчики и головки для цилиндрических резьб (ручные, калибровочные, плашечные, маточные, машинно-ручные, машинно-ручные калибровочные, гаечные);
2) плашки и головки винторезные для цилиндрических резьб;
3) резцы и гребенки для цилиндрических резьб;
4) фрезы для цилиндрических резьб;
5) инструмент для конических резьб.
Метчнки. Основным инструментом для нарезания внутренних резьб является метчик (рис. 22), представляющий собой винт с продольными прямыми или винтовыми канавами, образующими режущие кромки. Метчик состоит из следующих частей: рабочей части, хвостовика, центровых технологических отверстий, режущих перьев и канавок.
|
|
|
Согласно техническим требованиям (ГОСТ 3449—62), метчики должны изготовляться четырех степеней точности: С; Д; Е и Н по ГОСТу 7250—60, машинно-ручные и гаечные метчики — степеней точности С и Д, а ручные — Е и Н.
Машинно-ручные и гаечные метчики со шлифованным профилем выполняются из стали Р18, а ручные — из сталей У10А, У11А или У12А. Метчики из стали марки Р18 диаметром более 12 мм изготовляются сварными. Твердость рабочей части метчиков из стали Р18 должна быть HRC 62—64, а из сталей У10А, У11А и У12А — HRC 60—62; твердость хвостовиков из сталей 40, 45 или 40Х — HRC 35—50.
Геометрические параметры метчика состоят из передних углов у (на заборной части) и γ1 (на калибрующей части), задних углов α и α1, и угла наклона заборной части φ.
Рекомендуемые величины переднего и заднего углов метчика в зависимости от обрабатываемого материала приведены в табл. 56 и 57. Величину угла наклона и длину заборной части рекомендуется выбирать по табл. 58. Заборная часть метчика должна быть затылована. Типы и основные размеры метчиков приведены в табл. 59.
|
|
|
Таблица 56
Выбор переднего н заднего углов для ручных и машинных метчиков
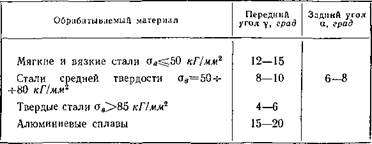
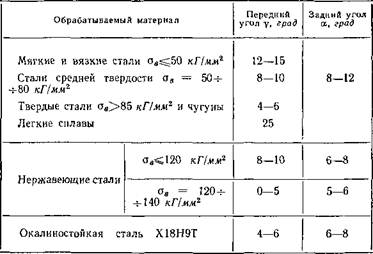
Таблица 57
Выбор переднего и заднего углов для гаечных метчиков
Плашки применяют для нарезания вручную или на станках наружной резьбы на болтах, винтах и шпильках, Плашка представляет собой целое или разъемное кольцо, сиабженноерезьбой,с соответствующим оформлением режущих элементов.
В зависимости от конструктивных форм и применения плашек они делятся на два типа: круглые (прогонки, лерки) и раздвижные (клупы). Наибольшее распространение получили круглые плашки трех конструкций: цельные, прорезные (пружинящие) и трубчатые. Основные части и элементы круглых плашек показаны на рис. 23.
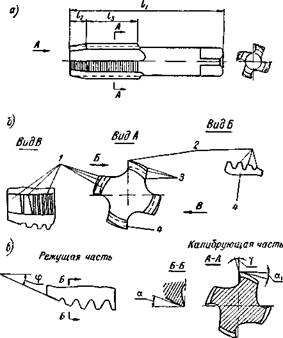
Рис. 22. Части метчика (а), поверхности зубьев и кромок (б), углы зубьев (в):
l— рабочая часть; l2 — режущая часть; l3 — калибрующая часть
задняя поверхность; 2 — режущие кромки; 3—задние кромки; 4 — передняя поверхность
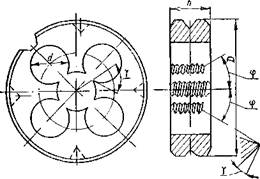
Рис. 23. Части и элементы круглой плашки
Таблица 58
Дата добавления: 2018-02-28; просмотров: 277; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!