Особенности обработки изделия с воротником, цельновыкроенным с подбортом
В отличие от втачного воротника, изготовляемого отдельно и в готовом виде соединяемого с изделием, цельнокроеный воротник обрабатывают в процессе изготовления изделия. Соединение верхнего воротника с нижним по отлету осуществляют в последнюю очередь одновременно с обработкой борта.
Воротник, у которого нижний воротник цельнокроенный с полочкой, а верхний воротник — с подбортами. Обработку этого воротника начинают с дублирования деталей воротника. В воротниках жесткой формы дублируют подборта вместе с верхним воротником. Если воротник мягкий, то подборта дублируют только до линии перегиба лацкана. Нижний воротник на полочке может быть продублирован от линии перегиба лацкана. Воротник может быть без прокладки. Внутренний срез подборта обметывают (строчка 1). На подборте кроме внутреннего среза необходимо обметать и плечевой срез.
Верхний воротник, цельнокроенный с подбортами, выкраивают со швом посередине воротника, чтобы сэкономить материал при раскладке, а также для того, чтобы бортовые срезы детали располагались в направлении нити основы. Поэтому верхний воротник, цельнокроенный с подбортами, стачивают посередине швом шириной 5... 7 мм, сложив детали лицевой стороной внутрь (строчка 2). Припуски шва стачивания разутюживают.
Полочки, цельнокроенные с нижним воротником, складывают лицевыми сторонами, совмещают средние срезы нижнего воротника и стачивают их (строчка 3). Ширина шва 5...7 мм. Припуски шва разутюживают.
|
|
|
Полочки и спинку складывают лицевой стороной внутрь, совмещают плечевые срезы и стачивают их швом шириной 10 мм (строчка 4). Строчку прокладывают со стороны полочек, начиная от проймы. Концы строчек закрепляют. На полочках надсекаю припуск плечевого шва к концу строчки в углах деталей. Совмещают срезы горловины спинки и нижнего воротника. Нижний воротник втачивают в горловину спинки швом шириной 10 мм (строчка 5). Строчку прокладывают со стороны нижнего воротника. Припуски плечевых швов обметывают (строчка 6) и разутюживают, припуски шва втачивания нижнего воротника в горловину спинки заутюживают в сторону воротника.
Изделие складывают с подбортами лицевыми сторонами внутрь, совмещают срезы бортов и отлетов верхнего и нижнего воротников. Борта и нижний воротник обтачивают подбортами и верхним воротником швом шириной 5... 7 мм (строчка 7). Строчку прокладывают со стороны изделия. Припуски швов обтачивания настрачивают на участке бортов на подборта (строчка 8), на участке воротника — на нижний воротник (строчка 9). Воротник и борта отворачивают на лицевую сторону, выправляют и приутюживают, образуя кант из верхнего воротника на участке воротника и ант из полочек на участке бортов.
|
|
|
| Если по модели вдоль края бортов и воротника предусмотрена отделочная строчка, то ее прокладывают со стороны верхнего воротника на участке воротника и со стороны полочек на участке бортов. Припуски шва обтачивания в таких случаях не настрачивают. Припуск верхнего воротника по линии горловины надсекают у плечевых швов на 7... 8 мм, подгибают его внутрь и настрачивают между плечевыми швами (строчка 10), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 3 мм. | 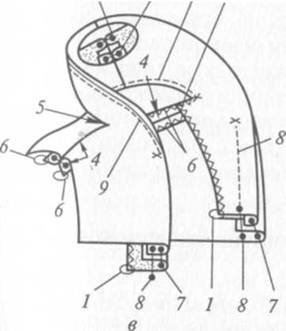
|
Обработка и соединение капюшона с горловиной
Капюшоном называют часть изделия, покрывающую голову. Капюшоны бывают различных форм, размеров, съемные, несъемные, однослойные и двухслойные.
Обработка капюшона состоит из следующих операций:
соединения частей,
стачивания вытачек,
обработки лицевого среза,
обработки среза горловины, если капюшон съемный.
Несъемный капюшон втачивают в горловину изделия.
Части капюшона стачивают соединительным швом, вид которого выбирают в зависимости от модели и свойств материалов. Срезы швов соединения обметывают или окантовывают. У двухслойных капюшонов срезы могут не обрабатываться, если осыпаемость срезов материала небольшая. Вытачки капюшона стачивают и заутюживают в сторону затылочной части.
|
|
|
Лицевой срез однослойного капюшона обрабатывают швом вподгибку с закрытым, окантованным или обметанным срезом; обтачным швом с использованием подкройной обтачки или косой бейки; окантовочным швом с применением тесьмы или косой бейки с двумя закрытыми срезами.
При обработке лицевого выреза швом вподгибку с закрытым или открытым обметанным срезом застроченный припуск используют как кулиску для шнура, стягивающего лицевой вырез. Для выведения концов шнура на лицевой стороне капюшона на расстоянии 30... 50 мм от лицевого среза и 40... 60 мм от среза горловины выметывают прорезные петли или пробивают отверстия, отделанные блочками или люверсами. Под отверстие с изнаночной стороны капюшона должен быть поставлен клеевой или неклеевой усилитель. Петля или отверстие в готовом виде должны располагаться посередине ширины припуска подгиба лицевого выреза.
При использовании двусторонних материалов припуск подгиба лицевого выреза может застрачиваться на лицевую сторону капюшона швом вподгибку с закрытым или окантованным срезом, если это предусмотрено моделью.
|
|
|
Если лицевой вырез имеет криволинейную форму, для его обработки используют подкройную обтачку или косую бейку. Лицевой срез обрабатывают обтачным швом, свободный обработанный край обтачки или бейки настрачивают на изнанку капюшона, необработанный срез подгибают внутрь на 7... 10 мм и настрачивают. Ширина шва настрачивания 1 ...2 мм. В изделиях из толстых материалов свободный край обтачки может настрачиваться с открытым обметанным срезом. Обтачку или бейку размещают на лицевой стороне капюшона, если это предусмотрено моделью.
Двухслойный капюшон обрабатывают по лицевому вырезу обтачным швом, сложив два слоя лицевыми сторонами внутрь и совместив срезы лицевого выреза. Припуски шва обтачивания настрачивают на нижний слой капюшона. Эту строчку не прокладывают, если после вывертывания капюшона на лицевую сторону по его краю прокладывают отделочную строчку.
Срезы двух слоев капюшона окантовывают тесьмой или косой бейкой с двумя закрытыми срезами. Перед окантовыванием совмещенные лицевые срезы двух слоев необходимо соединить ручной или машинной строчкой, которую прокладывают на расстоянии 3... 5 мм от срезов.
Лицевой вырез двухслойного капюшона может быть обработан швом вподгибку. При этом внутренний и внешний капюшоны укладывают изнанкой к изнанке, совмещают лицевой срез внутреннего капюшона с линией перегиба припуска лицевого выреза на внешнем капюшоне. Срез внутреннего капюшона огибают припуском подгиба лицевого выреза внешнего капюшона и застрачивают швом вподгибку с закрытым срезом.
В съемном капюшоне сначала обрабатывают срез горловины, а затем лицевой срез. Обработку среза горловины съемного капюшона можно выполнять окантовочным швом с использованием тесьмы или косой бейки с двумя закрытыми срезами
Несъемный капюшон втачивают в горловину изделия так же, как втачной воротник, используя в зависимости от модели и свойств материалов один из швов: стачной с обметыванием срезов; настрочной с обметыванием срезов; запошивочный; двойной; окантовочный, расположенный на изнаночной или лицевой стороне изделия; обтачной с использованием подкройной обтачки или косой бейки.
Дата добавления: 2018-02-28; просмотров: 1129; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!