Оформление технологической документации
Технологическая документация
Виды технологической документации
Содержание разработанного ТП записывают с различной степенью детализации описания.
1. Маршрутное описание – сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
2. Операционное описание – полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
3. Маршрутно-операционное описание – сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Выбор степени детализации определяется с учетом стадии разработки документов, типа производства и сложности выпускаемых изделий.
Маршрутное описание используют в документах на ТП, выполняемые в опытном и мелкосерийном типах производства. Маршрутное описание применяют для операций обработки резанием, разъемной сборки, отдельных действий, связанных с техническим контролем. Выполнение таких операций не связано с жесткой регламентацией режимов (за исключением операций обработки резанием, но в этих случаях квалификация исполнителей позволяет за счет производственного опыта самостоятельно настраивать оборудование на оптимальный режим работы).
|
|
|
Операционное описание характерно для документов, разрабатываемых и применяемых в серийном и массовом типах производства. Соответствующая форма организации таких производств определяет постоянное закрепление за каждым рабочим местом документов с подробнейшим выполнением действий.
Маршрутно-операционное описание используют для ТП, в которых присутствуют отдельные операции, использующие другой технологический метод, или более сложное в обслуживании технологическое оборудование, или требующие строгого соблюдения технологического режима. Например, ТП сборки-сварки, в котором для основной части процесса, связанной с подготовкой комплектующих составных частей под сварку, принято маршрутное описание, а для операций, непосредственно связанных со сваркой, – операционное. Или, например, ТП обработки резанием, включающим операции, выполняемые на автоматах и полуавтоматах, станках с ЧПУ.
Технологические процессы оформляются в виде стандартизованной технологической документации - комплекта графических и текстовых документов, определяющих технологию изготовления (ремонта) изделия, которые содержат данные для организации производственного процесса.
|
|
|
Назначение технологической документации заключается в том, чтобы дать исчерпывающую информацию исполнителям о структуре технологического процесса, оборудовании, инструментах, режимах обработки, трудоемкости операций, разрядах работ и их расценках. Технологические карты, ведомости оснастки, комплектовочные карты и пр. являются оперативными документами в планировании и управлении производством.
В машиностроении государственными стандартами установлена единая система технологической документации (ЕСТД).
Единая система технологической документации – комплекс государственных стандартов и рекомендаций, устанавливающих взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий.
В зависимости от назначения технологические документы подразделяют на основные и вспомогательные.
К основным относят документы:
- содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач;
- полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия).
|
|
|
К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др.
Основные технологические документы подразделяют на документы общего и специального назначения.
К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию.
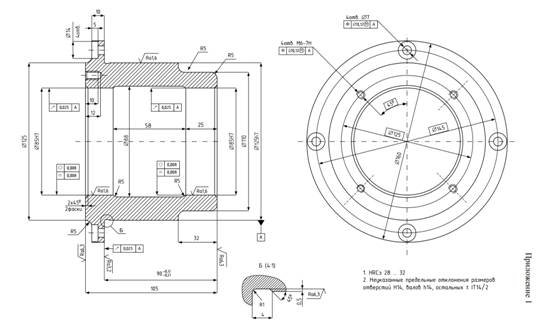
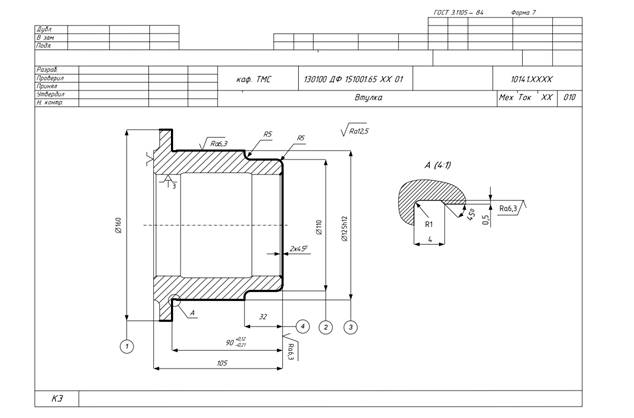
Карта эскизов (КЭ) - Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения ТП, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения.
Карты эскизов содержат графическую иллюстрацию технологического процесса. На каждую операцию вычерчивают эскиз. Эскизы выполняют по определенным правилам: деталь на эскизах вычерчивают в положении обработки на станке. При многопозиционной обработке эскиз выполняют для каждой позиции отдельно. Обрабатываемые на операции (позиции) поверхности указывают толстыми линиями, осевые поверхности – условными обозначениями.
|
|
|
Технологическая инструкция (ТИ) - Документ предназначен для описания ТП, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяют в целях сокращения объема разрабатываемой технологической документации
Документы специального назначения предназначены для описания технологических процессов и операций в зависимости от типа производства, к ним относят например маршрутную карту, карту технологического процесса, карту типового (группового) технологического процесса, ведомость изделий (деталей, сборочных единиц) к типовому (групповому) технологическому процессу (операции), операционную карту и др.
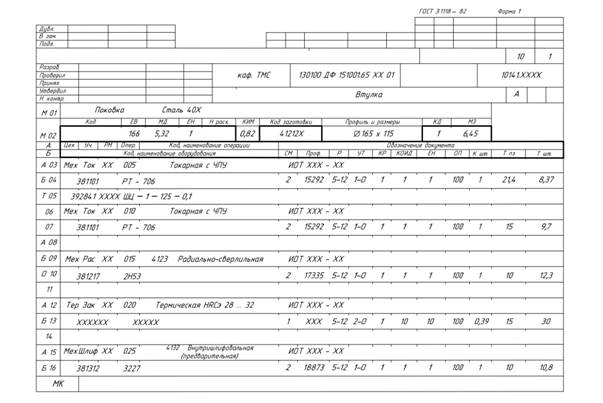
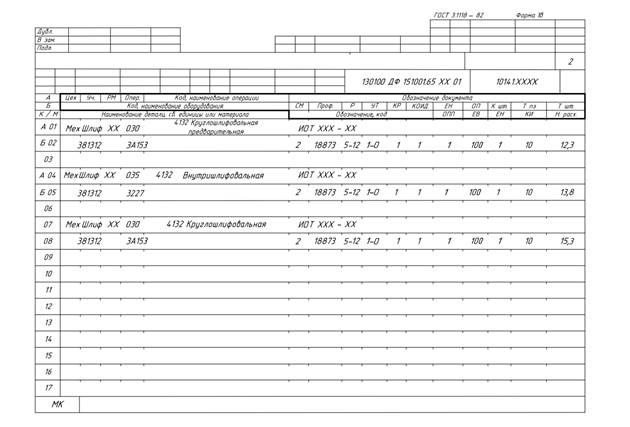
Основным документом маршрутного описания является маршрутная карта (МК). Документ предусматривает изложение процесса в виде перечня всех технологических операций в порядке их выполнения без указания переходов и режимов обработки. В ней указывают соответствующие данные об оборудовании, оснастке, материальных и трудовых нормативах. Такая форма документации характерна для мелкосерийного производства.
Маршрутная карта - маршрутное или маршрутно-операционное описание ТП или указание полного состава технологических операций при операционном описании, включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
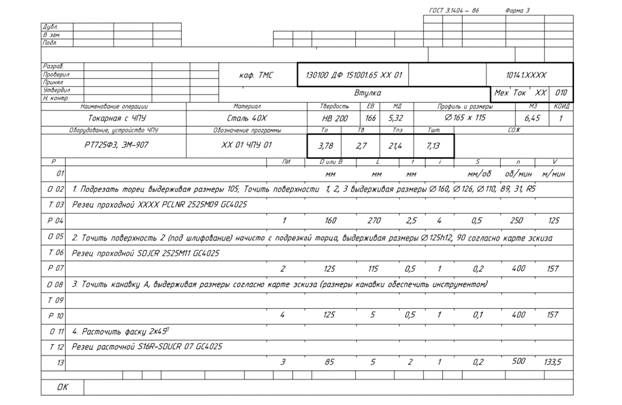
Описание отдельных технологических операций проводится в операционной карте (ОК). Карта разрабатывается для серийного и массового производства, а также в случае выпуска собственной продукции мелкими партиями по заказу. В описании указывают последовательность выполнения переходов, данные о технологическом оснащении, режимах обработки и затратах времени. ОК разрабатывается на основании карты эскизов (КЭ).
Операционная карта - описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяют при разработке единичных ТП.
МК и ОК составляют на основе данных чертежей, производственной программы, спецификации, описания конструкций, технических условий и следующих руководящих и нормативных материалов: паспорта металлорежущих станков; каталогов станков, режущих и вспомогательных инструментов, альбомов нормальных приспособлений; руководящих материалов по режимам резания; нормативов подготовительно-заключительного и вспомогательного времени.
Карта типовой (групповой) операции (КТО) - Описание типовой (групповой) технологической операции с указанием последовательности выполнения переходов и общих данных о средствах технологического оснащения и режимах.
Одновременно с разработкой технологического процесса разрабатывают технические задания на проектирование специального оборудования, приспособлений, режущего и измерительного инструмента, штампов. Техническое задание должно содержать подробное описание служебного назначения объекта проектирования.
Состав применяемых видов документов определяется разработчиком документов в зависимости от стадий разработки технологической документации и типа производства.
К числу обязательных документов для единичного и мелкосерийного производства относится маршрутная карта. Маршрутная карта является составной и неотъемлемой частью комплекта технологических документов, разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей. В ней дается полное описание технологического процесса, включая все технологические операции, а также контроль и перемещение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах.
Формы МК, установленные ГОСТ 3.1118 – 82, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации).
При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
На основании технологических карт осуществляют дальнейшее расчеты, связанные с проектированием технологического процесса: качество требуемого оборудования, численность рабочих и размер заработной платы и т. д.
К технологической документации относятся рабочие чертежи сборочных единиц и деталей, приспособлений, режущего и измерительного инструмента и т.д.
Оформление технологической документации
Структура, объем и содержание технологической документации зависят в первую очередь от типа производства. Так, для единичного производства разрабатывается только маршрутная технология, в то время как в условиях массового производства необходима детальная проработка и оформление как маршрутной, так и операционной технологии.
Для оформления результатов разработанного технологического процесса изготовления детали оформляется форма маршрутно-операционной карты, позволяющая наглядно отразить всю основную информацию, связанную с проектированием ТП конкретного изделия.
Правила записи операций и переходов обработки резанием регламентированы ГОСТ 3.1702-79.
В графе «Технологический эскиз» выполняются: рабочий чертеж детали с необходимыми сечениями, видами; технические условия на изготовление. При изображении детали, а также впоследствии при выполнении операционных эскизов, масштаб можно не соблюдать, а лишь выдерживать примерное соотношение размеров.
Графа 1 «Номер операции». Нумерацию операций производят в виде трехразрядного числа через 5 единиц: 005, 010, 015 и т.д.
Графа 2 «Номер установа». Установы обозначаются прописными буквами русского алфавита А, Б, В и т.д., причем каждая новая операция начинается с установа «А».
Графа 3 «Номер перехода». Нумерация переходов внутри каждой операции производится натуральным рядом арабских цифр: 1, 2, 3 и т.д. При смене установов порядок нумерации переходов не меняется.
Графа 4 «Наименование операции и содержание переходов». Согласно ГОСТ 3.1702–79 и 3.1703–79 название операции формулируется в соответствии с используемым для ее выполнения оборудованием.
Наименование операции должно отражать применяемый вид оборудования и записываться именем прилагательным, например: вертикально-сверлильная, токарная с ЧПУ, зубодолбежная. Допускается сокращенное наименование операции, например: токарная, фрезерная, сверлильная и т.д.
Допускается применение как конкретного наименования: «Токарно-винторезная», «Зубофрезерная», «Плоскошлифовальная», «Разметочная», «Правильная», «Разрезка», «Контрольная», так и обобщенного – «Слесарная» (включающая – «Разметка», «Керновка», «Опиловка» и т.д.), «Заготовительная» (включающая – «Очистка», «Правка», «Разметка» и т.д.).
Табл. 1. Группы и наименования операций обработки резанием
| Наименование группы операций | Применяемое оборудование (станки) | Наименование операции |
| Зубообрабатывающая | Зубофрезерные, зубострогальные, зубошлифовальные и др. | Зубозакругляющая Зубопротяжная Зуботокарная Зубофрезерная Зубошлифовальная |
| Протяжная | Протяжные | Вертикально-протяжная Горизонтально-протяжная |
| Расточная | Расточные | Вертикально-расточная Горизонтально-расточная |
| Резьбонарезная | Гайконарезные, резьбофрезерные и др. | Болтонарезная Гайконарезная Резьбонакатная |
| Сверлильная | Сверлильные | Вертикально-сверлильная Горизонтально-сверлильная Радиально-сверлильная |
| Токарная | Токарные, токарно-винторезные, многорезцовые и др. | Резьботокарная Токарно-винторезная Токарно-револьверная |
| Фрезерная | Фрезерные (кроме зубо- и резьбофрезерных) | Вертикально-фрезерная Горизонтально-фрезерная Продольно-фрезерная Резьбофрезерная Шпоночно-фрезерная |
| Шлифовальная | Шлифовальные (кроме зубошлифовальных) | Внутришлифовальная Круглошлифовальная Резьбошлифовальная Торцешлифовальная Шлицешлифовальная |
Основные операции, к которым относят те, в процессе которых меняются размеры, форма и состояние обрабатываемых поверхностей, требуют указания всех установов и технологических переходов.
Содержание вспомогательных переходов в карте не указывается за исключением переходов, связанных с переустановкой заготовки: «Заготовку переустановить, выверить, закрепить».
Контрольные операции в карте отражаются однократно после завершения обработки в виде записи: «Контролировать размеры и качество поверхности согласно чертежу».
В целях упрощения записи содержания операций и переходов следует применять цифровые обозначения поверхностей согласно чертежу детали.
В содержание операции (перехода) должно быть включено:
- ключевое слово, характеризующее метод обработки, выраженное глаголом в повелительном наклонении (точить, сверлить);
- наименование обрабатываемого элемента;
- информация о выполняемых размерах;
- дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки и др., например: предварительно, одновременно.
Запись содержания технологических операций и переходов необходимо производить в повелительном наклонении. В случае повторения ранее проводимого технологического перехода на другой поверхности при полном сохранении режимов резания производится следующая запись: «Повторить переход 1 на поверхности 2».


Любой технологический процесс отображается в карте, начиная с заготовительной операции, и иллюстрируется эскизом готовой заготовки с нанесением ее размеров.
Каждая операция может иллюстрироваться как одним, так и несколькими эскизами, число которых должно быть не меньше числа установов.
На операционном эскизе изображают изделие в соответствии с теми размерами и формой, которые оно приобретает после завершения технологических переходов, иллюстрируемых данным эскизом. Масштаб произвольный. Кроме этого, необходимо:
а) показать на эскизе промежуточные размеры с допусками (только численные значения) и шероховатость только на поверхности, обрабатываемой на данном установе;
б) обрабатываемые поверхности пронумеровать в соответствии с данными чертежа;
в) указать на эскизе (условно) элементы закрепления заготовки (патроны, центры, опоры, зажимы и т.д.). Оригинальные элементы приспособлений можно указать контурами (при изготовлении деталей аппаратов);
г) обрабатываемые поверхности отметить утолщенными линиями или линиями другого цвета;
д) изобразить режущий инструмент в конце рабочего хода с указанием направления подачи. Если последовательно применяют несколько различных инструментов, например, сверло, зенкер, развертку, то один из них показывают в конечном положении, а остальные вычерчивают рядом в порядке выполнения переходов.
Инструмент сложной формы и профиля не следует вычерчивать полностью, достаточно, например, показать габариты и форму фрезы, винтовые канавки у сверла показать наклонными линиями и т.д.;
е) показать направление движения заготовки при обработке прямолинейной или дугообразной стрелкой.
Графа 6 «Номер обрабатываемой поверхности». Номера обрабатываемых поверхностей проставляются для каждого эскиза.
Графа 7 «Оборудование, наименование». Записывается тип и модель станка, пресса, вальцев и т.д. для каждой операции.
Графа 8 «Оборудование, характеристика». В данной графе необходимо дать основные данные об используемом оборудовании: мощность привода, диапазоны чисел оборотов и подач, габаритные характеристики обрабатываемых деталей, максимальное усилие пресса и т.д.
Графа 9 «Приспособление». Необходимо указать тип, ГОСТ, основные технические характеристики универсальных приспособлений (патроны, тиски, люнеты, центры, штампы, зажимы и т.п.).
Графы 10, 11 «Инструменты, режущий, измерительный». В данных графах указываются тип, ГОСТ, материал режущей части, габариты, пределы измерения применяемого инструмента.
При заполнении маршрутно-операционной карты следует также:
а) размещать технологический эскиз напротив иллюстрируемых переходов;
б) при изображении на эскизах инструментов стремиться к соответствию их реальным размерам и форме;
в) при использовании в качестве установочных элементов, приспособлений и оборудования оригинальных конструкций, не имеющих аналога в ГОСТах условных обозначений, необходимо изобразить реальные контуры используемого оборудования (матрица и пуансон пресса, расположение валков листогибочной машины и т.д.).





Дата добавления: 2018-02-28; просмотров: 2245; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!