Обработка проймы обтачкой-кокеткой
Обработка проймы в изделиях без рукава
Обработка проймы обтачкой, бейкой, окантовкой
Обработка проймы обтачкой-кокеткой
Обработка проймы обтачкой, бейкой, окантовкой
Способ обработки проймы в изделиях без рукава в основном определяется свойствами материала (толщина, осыпаемость, прозрачность, эластичность) и моделью (наличие или отсутствие отделочной строчки, отделки, канта по краю проймы).
Проймы и горловину в изделиях из шерстяных тканей, толстых нарядных шелковых тканей, толстых льняных тканей с лавсаном обрабатывают подкройными обтачками.
Проймы в изделиях из х/б и тонких льняных тканей обрабатывают двойной косой бейкой (выкроенной под углом 45° к долевому направлению нити, сложенной вдвойне).
Обработку производят до стачивания боковых швов. В изделиях из льняных и плотных х/б тканей обработку производят после стачивания боковых швов с закладыванием концов бейки друг на друга.
Обработку пройм и горловины в изделиях из ткани вельвет (жилетах, сарафанах) производят подкройными обтачками с обметыванием внутреннего среза и последующим подшиванием его на с/м потайного стежка. Допускается в отдельных моделях настрачивание на стачивающей машине.
Обработку пройм и горловины в изделиях из шерстяных тканей и трикотажных полотен (жилетах, сарафанах) с отделочной строчкой 1,0 см и более производят подкройными обтачками с обметыванием внутреннего среза без последующего прикрепления.
|
|
|
Проймы в изделиях без рукавов или с короткими цельнокроеными рукавами обрабатывают подкройной обтачкой, окантовочным швом с одним открытым срезом, с двумя закрытыми срезами на машине со специальным приспособлением, одной или двумя строчками на машине без специального приспособления, а также используя вдвое сложенную косую бейку.
Обработка обтачным швом.
Перед обработкой пройм соединяют боковые и плечевые срезы.
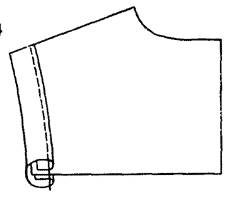
Обработка проймы подкройной обтачкой.
Этот способ чаще всего применяют в блузах и платьях, где есть воротник или какой-либо фантазийный вырез горловины, где невозможно применить единую обработку горловины и пройм цельной обтачкой.
Неоспоримый плюс обработки пройм обтачками в том, что пройма смотрится очень аккуратно с лицевой стороны изделия. При этом способе не видно никаких строчек с лица, в отличие от обработки пройм косыми бейками.
Конфигурация обтачек полностью совпадает с проймами полочки и спинки.
На обтачках никогда(!) не выполняется вытачек и лишних швов, которых можно избежать. Например, если на модели есть рельефные швы, начинающиеся из проймы, то это не означает, что такие же рельефные швы должны быть и на обтачках пройм. Переснимая детали обтачек пройм, нужно сразу же закрывать все вытачки и рельефы, которые могут быть на пройме изделия.
|
|
|
Обтачка служит средством фиксации формы пройм и предохранения их от растяжения. Для того, чтобы обтачка держала форму, ее укрепляют клеевым материлом, который нужно подбирать по толщине и свойствам под каждый вид ткани.
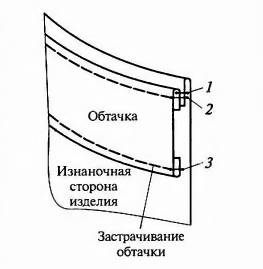
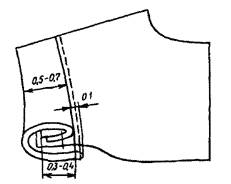
Части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают Ширина шва 0,5 - 0,7 см. Швы разутюживают. Внутренние срезы обтачек перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от подогнутого края. В изделиях из легкоосыпающихся тканей срезы предварительно обметывают на специальной машине.
Обтачку складывают с изделием лицевыми сторонами, уравнивая срезы, обтачивают пройму (ширина шва 5-7 мм). На закруглениях припуски рассекают, обтачку отворачивают на изнаночную сторону, выправляют и выметывают кант из проймы (ширина канта 1-2 мм). Кант фиксируют, настрачивая припуск шва оттачивания на обтачку.
Край обтачки прикрепляют к припускам боковых и плечевых швов ручным или машинным способами. В дорогостоящих изделиях край обтачки пришивают к изделию потайными подшивочными стежками в нескольких местах.
|
|
|
Если концы обтачки не стачаны, обтачивание проймы начинают, отступив от концов обтачки на 3-4 см, непритачанные концы обтачки стачивают. Шов раскладывают и обтачивают пройму на оставшемся участке. Обтачку отгибают на изнанку изделия, образуя кант. Проймы в готовом виде приутюживают.
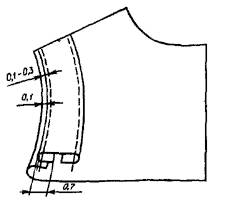
Двойной бейкой. Ширина бейки в крое составляет 2,5 – 3 см. Ее заутюживают вдвое по длине, уравнивая срезы. Обтачивают пройму сложенной вдвое бейкой, располагая бейку с лицевой стороны изделия и уравнивая срезы проймы и бейки (ширина шва 5-7 мм). Срезы шва на закругленных участках надсекают. Настрачивают шов обтачивания на бейку (ширина шва равна 0.1-0.2 см). Заутюживают бейку на изнаночную сторону изделия с образованием канта из проймы; настрачивают сгиб бейки на пройму швом шириной 0.1-0.2 см.
Одинарной настрочной бейкой. В изделиях, где по краю проймы предусмотрена отделка, для обработки используется одинарная настрочная бейка. Она может быть выполнена как из основного, так и из отделочного материала. Пройму обрабатывают настрочной бейкой как в открытом виде (при нестачанном боковом шве), так и при соединенных боковых срезах. В этом случае бейку предварительно стачивают по все срезам, т.е. в кольцо.
|
|
|
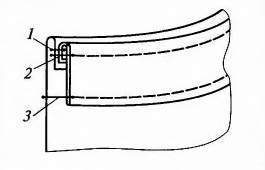
Бейку (в изделиях из тонких материалов она может быть предварительно дубирована) укладывают лицевой стороной к изнаночной стороне изделия, уравнивают срезы и обтачивают пройму (ширина шва 5-67 мм). После выворачивания бейки и выправления канта по краю проймы из бейки подгибают и настрачивают свободный край бейки. Может быть проложена отделочная строчка по внутреннему краю бейки. Ширина бейки должна быть одинаковой по всей длине проймы.
Обработка окантовочным швом
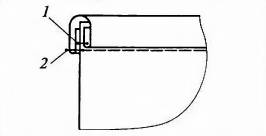
Для обработки проймы окантовочным швом бейку выкраивают под углом 45° к нити основы. Части бейки и концы стачивают. Строчка должна проходить параллельно нити основы Швы подрезают, оставляя припуск 0,5 - 0,7 см. Швы разутюживают.
При использовании машины без спецприспособления окантовывают в два приема, сначала притачивают бейку по срезу проймы с лицевой стороны, затем, огибая припуски шва, бейку перегибают на изнаночную сторону, подгибают край и застрачивают, располагая строчку в шов (т.е. с изнаночной стороны проймы она проходит по окантовке, на расстоянии 1-2 мм от внутреннего сгиба, а по лицевой стороне – по окантовкой, по пройме).
Допускается концы бейки стачивать одновременно с боковыми срезами, при этом верхние и нижние края окантовки в боковом шве должны совпадать, а припуски шва настрачивают на изделие двойной обратной машинной строчкой, располагая ее поперек окантовки на расстоянии 5 мм от шва.
При обработке проймы окантовочным швом в изделиях из толстых материалов внутренний край косой бейки не подгибают, внутренний срез предварительно обметывают на спецмашине и застрачивают без подгибания.
При использовании спецприспособления к швейной машине – окантовывателя – пройму окантовывают в один прием. Для этого полоску для окантовки заправляют в спецприспособление и настрачивают машинной строчкой. В один прием можно окантовывать пройму и на универсальной швейной машине, если используется готовая косая бейка. Ее заутюживают так, чтобы нижний край был на 1 мм шире верхнего, приметывают по срезу проймы, настрачивают по верхней стороне на расстоянии 1 мм от внутреннего сгиба
В изделиях из тонких материалов для окантовывания проймы используют окантовочный шов с двойной окантовкой, что позволяет не заметывать внутренний срез, подгибая его, а просто настрочить сгиб двойной бейки. Концы двойной бейки допускается не стачивать. Бейку перегибают вдоль посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в сторону изделия, срезы бейки и проймы уравнивают и обтачивают со стороны бейки. Ширина шва зависит от модели, при этом необработанный конец бейки должен заходить за подогнутый срез бейки на 1 - 1,5 см. Бейку отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют машинной строчкой с лицевой стороны в шов притачивания бейки, при этом под строчку с изнанки должен обязательно попадать сгиб бейки и строчка должна проходить на расстоянии не более 0,3 см от края (сгиба). Проймы в готовом виде приутюживают.
В изделиях из тонких прозрачных материалов край проймы окантовывают полоской основной или подкладочной ткани в цвет, выкроенной по косой. Затем окантованный край отгибают на изнаночную сторону, выправляют кант из проймы. Сгиб приутюживают. Внутренний край косой бейки прикрепляют к припускам швов.
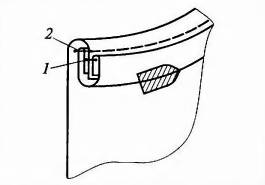
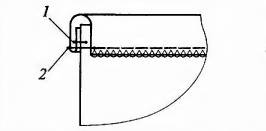
Обработка проймы обтачкой-кокеткой
В изделиях без воротника и рукавов горловину и проймы обрабатывают обтачкой-кокеткой из основной или шелковой подкладочной ткани в цвет основного материала, выкроенной в соответствии с формой горловины, плечевых швов и пройм изделия шириной на линии середины переда, спинки и под проймой не менее 6 см в готовом виде.
Обтачивание горловины и проймы можно производить при стачанных плечевых швах, при этом боковые не должны быть стачаны. Возможен обратный вариант: перед обтачиванием горловины и пройм боковые швы стачивают, а плечевые оставляют открытыми и на обтачке, и на изделии.
Если обработку горловины и пройм выполняют после соединения плечевых срезов, при этом боковые срезы должны быть не стачаны. Такой метод удобен при достаточно широких плечевых участках изделия.
Плечевые срезы обтачки-кокетки соединяют аналогично соединению плечевых срезов основных деталей. Припуски плечевых швов разутюживают. Внутренние срезы обтачки-кокетки обрабатывают так же, как и внутренние срезы обычных обтачек.
Обтачку-кокетку накладывают на лицевую сторону изделия, уравнивая срезы горловины и пройм, приметывают, образуя небольшую слабину основных деталей по горловине и пройме. Горловину и проймы обтачивают со стороны обтачки швом шириной 0,5 - 0,7 см. В изделиях с застежкой-молнией одновременно притачивают в шов обтачивания горловины полочек или спинки концытесьмы-молнии.
Изделие вывертывают на лицевую сторону через нестачанный средний шов, выправляют края, образуя кант из основной детали шириной 0,1 см, и приутюживают. При стачивании боковых срезов одновременно стачивают боковые срезы обтачек пройм, отогнув обтачки вверх.
При отсутствии застежки в изделии посередине переда и спинки обрабатывают только один плечевой шов изделия и обтачки-кокетки. После обтачивания горловины и пройм вывертывание изделия на лицевую сторону выполняют через необработанный плечевой шов. После обработки второго плечевого шва изделия стачивают (или подшивают вручную) плечевой шов обтачки-кокетки.
Внутренний край обтачки-кокетки прикрепляют к боковым швам машинной строчкой.
Когда модель без рукавов имеет узкие плечи, при использовании обтачки кокетки для обработки горловины и проймы изделия и плечевые, и боковые швы изделия и обтачки должны пока оставаться открытыми. Их стачивают позже.
Для этого обтачки при необходимости дублируют, обметывают нижние срезы обтачек.
| Складывают обтачки с соответствующими срезами горловины и пройм лицевой стороной к лицевой стороне. Скалывают срезы горловины и пройм, совместив срезы. Обтачивают горловину и пройму (ширина шва 5-7 мм), при этом начинают и заканчивают шов, соответственно, на 3 см ниже размеченной линии плечевого шва. В начале и конце шва выполняют закрепки | 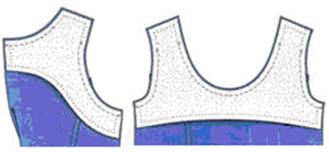
|
| Срезают припуски швов близко к строчке. На переде отворачивают обтачку на изнаночную сторону, на спинке обтачку не выворачивают. Протягивают плечевые срезы переда между обтачкой спинки и спинкой, укладывая их на плечевые срезы спинки. В результате перед и спинка, а также обтачки сложатся лицевыми сторонами. Сметывают перед и спинку по размеченной линии плечевого шва и стачивают плечевые швы спинки и переда. Затем сметывают плечевые швы на обтачках и также стачивают. Вытягивают швы немного наружу перед вдоль плеча. | 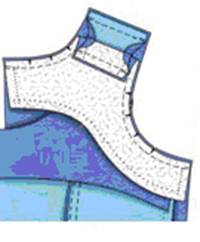
|
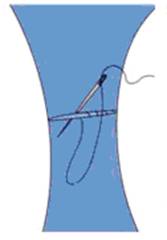
| Припуски плечевых швов разутюживают. Удобнее всего это сделать на длинном колышке или аналогичном приспособлении (каранадш, палочка и т.п.) | 
|
| Затем сметывают оставшиеся открытыми срезы горловины и пройм и обтачивают эти участки | 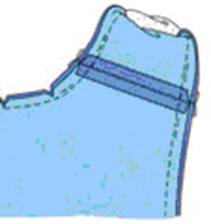
|
| Выворачивают изделие, вытягивая перед из промежутка между обтачкой спинки и спинкой, при этом обтачка спинки вывернется автоматически на изнаночную сторону. | |
| Приутюживают края горловины и пройм со стороны обтачек. Складывают перед со спинкой лицевыми сторонами и единой строчкой стачивают боковые срезы изделия и обтачек | 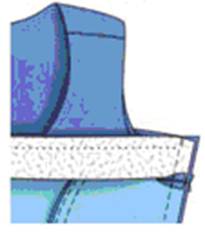
|
Если плечевые участки изделия очень узкие (3 см и менее), то обработку ведут следующим образом.
Приметывают обтачки к соответствующим срезам лицевой стороной к лицевой стороне и обтачивают горловину и проймы точно до размеченных плечевых швов. В конце шва выполняют закрепку. Припуски шва срезают близко к строчке, на участках скруглений надсекают. Отворачивают обтачки на изнаночную сторону, сметывают плечевые швы переда и спинки.. Стачивают лицевыми сторонами плечевые срезы изделия, не прихватывая обтачку

Разутюживают припуски плечевых швов. На обтачке подгибают припуски плечевых внутрь, совмещают сгибы и сшивают их ручными стежками встык потайной строчкой.
Дата добавления: 2018-02-28; просмотров: 1147; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!