II. Во время работы
1. На верстаке должен находиться только тот инструмент и приспособление, которыми пользуются в данное время. Все остальное должно быть убрано в верстачные ящики.
2. Использовав тот или иной инструмент, следует сразу же положить его на определенное ему место.
3. Запрещается:
1. бросать инструменты друг на друга или на другие предметы;
2. ударять по рычагу тисков молотком или другими предметами;
3. применять трубу для удлинения рычага тисков;
4. загромождать верстак заготовками и обработанными деталями.
5. Соблюдать принятый темп и ритм в работе, чередовать работу с отдыхом, так как переутомление приводит к ошибкам.
6. Постоянно поддерживать чистоту и порядок на рабочем месте.
III. По окончании работы
1. Очистить инструмент от стружки, обтереть его ветошью, уложить в верстачные ящики и футляры или сдать в инструментальную мастерскую.
2. Очистить от стружки и обрезков тиски и столешницу верстака.
3. Убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали.
4. Выключить индивидуальное освещение.
5. Сдать рабочее место дежурному по учебной мастерской.
Прежде, чем приступить к выполнению работы, необходимо вспомнить об опиливании и методах опиливания заготовок:
Общие сведения
Опиливание - это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента - напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности.
|
|
|
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и острозаточенные зубья, имеющие в сечении форму клина.
В слесарной практике опиливание применяется для обработки следующих поверхностей:
-плоских и криволинейных;
-плоских, расположенных под наружным или внутренним углом;
-плоских параллельных под определенный размер между ними;
-фасонных сложного профиля.
Кроме того, опиливание используется для обработки углублений, пазов и выступов.
Различают черновое и чистовое опиливание.
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
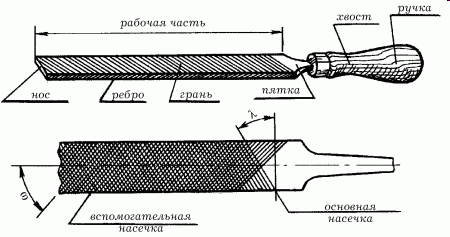
Рис. № 1 Устройство напильника


| Простая (одинарная) насечка - применяется для цветных металлов |
| Рашпильная (тачечная) насечка — для дерева, кожи и резины |
| Фрезерованная (дуговая) насечка – для цветных металлов и дерева |
| Крестовая (перекрёстная) насечка — для стали, чугуна и бронзы |
Рис.№ 2 Виды насечек у напильников
|
|
|
Различают напильники:
· с одинарной насечкой, которые могут снимать широкую стружку, равную длине всей насечки.
Их применяют при опиливании мягких материалов (латуни, баббита, свинца, алюминия, меди.) с незначительным сопротивлением резания, а также для заточки пил, обработки дерева;
· С двойной (перекрестной) насечкой.
Применяют для опиливания стали, чугуна и др твердых материалов с большим сопротивлением резанию
· С рашпильной (точечной) насечкой, получаемой вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки.
Применяется для обработки очень мягких металлов и неметаллических материалов;
· С дуговой насечкой, получаемой фрезерованием. Имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенную чистоту обрабатываемой поверхности.
Применятся при обработке кузовов автомобилей.
1. Плоские напильники применяются для опиливания наружных или внутренних плоских поверхностей. У напильника только одно ребро имеет насечку, это позволяет опиливать одну плоскость и не портить другую, сопряженную с ней под углом 90° (Рис. № 3. а, б).
|
|
|
2. Квадратные напильники используют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей (Рис. № 3 в).
3. Трехгранные напильники служат для опиливания острых углов как с внешней стороны детали, так и в пазах, отверстиях и канавках (Рис. № 3. г).
4. Круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей (Рис.№3. д).
5. Полукруглые напильники применяются для выпиливания закруглений в углах, пазах сложного профиля, а также углов менее 60°. Плоской стороной опиливают поверхности, а полукруглой -вогнутые (полукруглые) выемки (Рис. № 3. е).
6. Ромбические напильники применяются для опиливания зубьев шестерён, зубчатых дисков и звёздочек, а также для зачистки заусенцев с зубьев этих деталей после обработки их на станках (Рис. № 3. ж).
7. Ножовочные напильники служат для опиливания внутренних углов, зубьев шестерён, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях (Рис. № 3. з).
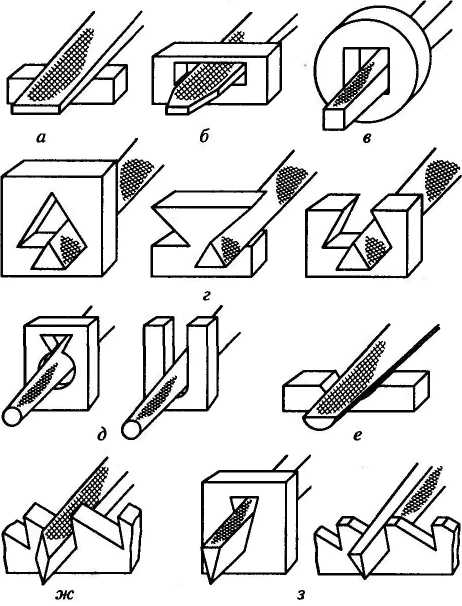
Рис.№ 4. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б - плоская; в - квадратная; г - трехгранная; д - круглая; е - полукруглая; ж - ромбическая; з - ножовочная
|
|
|
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
-100... 160 мм - для опиливания тонких пластин;
-160...250 мм - для опиливания поверхностей с длиной обработки до 50 мм;
-250...315 мм - с длиной обработки до 100 мм;
-315... 400 мм - с длиной обработки более 100 мм;
-100... 200 мм - для распиливания отверстий в деталях толщиной до 10 мм;
-315...400 мм - для чернового опиливания;
-100... 160 мм - при доводке (надфили).
На рабочей части любого напильника нанесена насечка, которая бывает одинарной, двойной и рашпильной
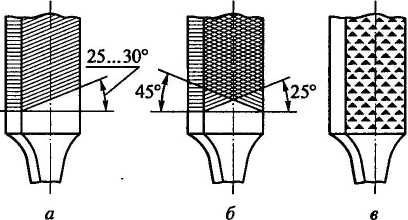
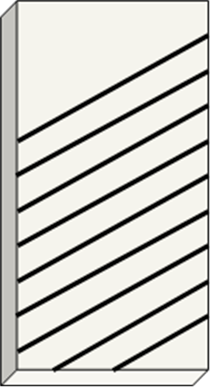
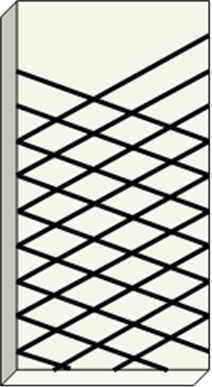
Рис.№ 5. Типы насечки: а - одинарная; 6 - двойная; в - рашпильная
1. Напильники с одинарной насечкой применяют при опиливании мягких материалов (латуни, цинка, алюминия, бронзы, меди и т.п.). Кроме того, такие напильники используют для заточки пил, а также для обработки дерева. Одинарная насечка наносится под углом 70-80° к оси напильника.
2. Напильники с двойной насечкой применяют для опиливания стали, чугуна и других твердых материалов. В таких напильниках одна насечка называется нижней, или основной, а другая- верхней, или вспомогательной. Нижняя насечка делается под углом 55°, а верхняя- под углом 70-80° к оси напильника.
3. Рашпильная насечка выполнена в виде расположенных в шахматном порядке пирамидальных выступов и канавок, образующих сравнительно крупные и редкие зубья. Напильники с такой насечкой применяются для опиливания свинца, цинка, а также кожи, дерева, резины и каучука.
По величине зубьев насечки и их числу на 10 мм длины рабочей части различают драчёвые, личные и бархатные напильники
Слесарные напильники делятся на 6 классов:
ü 0;1- драчёвые напильники, у которых на 1 см длины приходится 5-13 зубьев (крупная насечка). Поэтому их применяют при грубой обработке, когда требуется снять большой слой материала. Такие напильники за один ход снимают слой толщиной до 0,1мм и дают точность обработки 0,1-0,15 мм.
ü 2;3-личные напильники, у которых на 1 см длины приходится 13-25 зубьев (средняя насечка). Личные напильники применяют после того, как основной слой материала уже снят. Для обработки личным напильником обычно оставляется припуск не более 0,3 мм. Личной напильник снимает слой толщиной до 0,08мм, при этом достигается довольно высокая точность обработки-0,05мм.
ü 4;5- бархатные напильники с числом зубьев на 1см длины 25-80 (самая мелкая насечка). Их применяют только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Эти напильники снимают очень небольшой слой металла и дают высокую точность обработки-0,01-0,05 мм.
Приёмы опиливания
Для выполнения опиливания заготовку закрепляют в тисках (в нагубниках) так, чтобы она выступала над уровнем губок на 8 – 10 мм.
В зависимости от того, какой вид опиливания будет выполняться – черновое, чистовое или отделочное, выбирается соответствующий напильник: драчёвый, личной или бархатный. Длина напильника должна позволять совершать рабочие движения опиливания.
Большое значение имеет рабочая поза при опиливании.
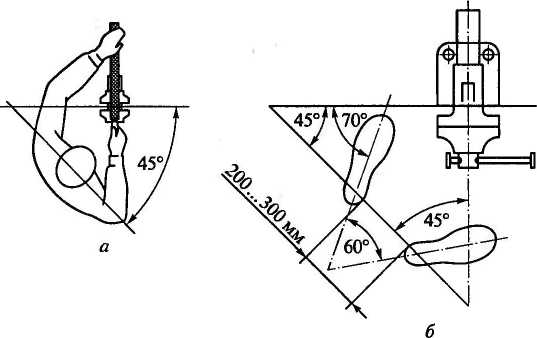
Рис. № 6. Положение рабочего: а — положение рук и корпуса; б - положение ног
Положение работающего при опиливании является наиболее удобным тогда, когда его корпус развернут под углом 45 ° к губкам тисков (рис., а). Левая нога должна быть выдвинута вперед и находиться на расстоянии примерно 150... 200 мм от переднего края верстака, а правая нога отдалена от левой на 200... 30 мм так, чтобы угол между ступнями составлял 60... 70° (рис., б).
Важное значение имеет правильная хватка инструмента (рис. а,б). При опиливании напильник берут правой рукой за ручку, при этом закруглённый конец её должен упираться в ладонь, большой палец располагаться сверху и вдоль ручки, а остальные пальцы охватывают ручку напильника снизу. Ладонь левой руки накладывают почти поперёк напильника на расстоянии 20 – 30 мм от края его носка (рис. в).
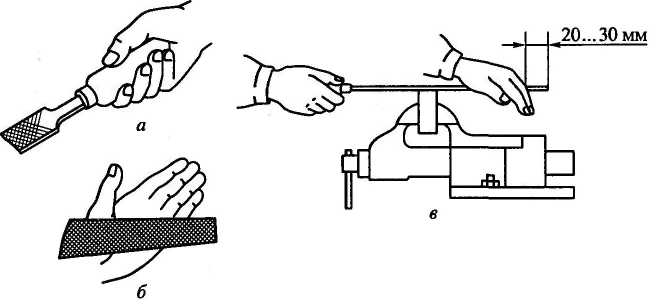
Рис.№ 7. Положение рук при опиливании: а - на рукоятке; б - на носке; в - при опиливании
Чтобы напильник срезал стружку, его нужно при движении прижимать к обрабатываемой поверхности обеими руками. При этом усилия нажима на напильник правой и левой рукой должны быть различны. При движении напильника вперёд (рабочий ход) постепенно увеличивают вначале небольшой нажим на ручку правой рукой и одновременно уменьшают сильный вначале нажим левой руки на носок напильника. Движение напильника назад (холостой ход) осуществляют без нажима. Наиболее рациональной скоростью трудовых движений или темпом опиливания считается 40 – 60 двойных (рабочий плюс холостой) ходов в минуту.
При обработке заготовок приходится опиливать узкие и широкие плоские поверхности. Для обработки узких плоскостей применяют поперечное и продольное опиливание. При поперечном опиливании за один ход напильника снимается больший слой металла, чем при продольном. Однако положение напильника неустойчиво и трудно получить ровную плоскость. Неустойчивость напильника приводит к тому, что на краях заготовки образуются так называемые «завалы» (закругление края заготовки). Продольное опиливание создаёт лучшую опору для напильника, что практически исключает «завалы», но увеличивает время обработки.Чистовое опиливание осуществляется личными напильниками (№ 2 и 3) с меньшими усилиями, что обеспечивает съем небольшой стружки и получение поверхности высокого качества.
Отделка поверхности после обработки осуществляется для улучшения ее внешнего вида при помощи личного напильника, который берут «щепотью».
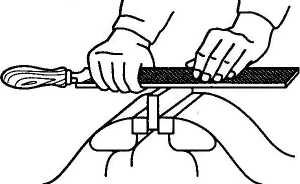
Рис.№ 8. Захват напильника «щепотью»
Опиливание широких поверхностей ведут перекрёстным способом. При рабочем ходе напильника его зубья срезают небольшие слои металла и оставляют на поверхности заготовки сетку – следы в виде перекрещивающихся рисок. Там, где поверхность не ровная, эта сетка не образуется.
Ну и остается, это круговое опиливание. Такое опиливание применяют для снятия небольших припусков при окончательной отделки поверхности.
Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№ 4 и 5).
Нажатие на напильник при этом виде обработки должно быть минимальным.
Опиливание узких плоских поверхностей выполняется, как правило, поперек, что обеспечивает большую производительность обработки.
При опиливании широких плоских поверхностей используют три способа:
-после каждого двойного хода напильника его перемещают в поперечном направлении на расстояние, несколько меньшее ширины напильника;
-напильник совершает сложное движение вперед и в сторону поперек заготовки;
-перекрестное опиливание, при котором обработка ведется по переменно по диагоналям обрабатываемой поверхности, а затем вдоль и поперек этой поверхности.
Качество опиливания плоских поверхностей проверяют на просвет с помощью линейки, прикладывая её вдоль, поперёк и с угла на угол.
Просвет должен быть одинаковым. Правильность полученного угла проверяют угольником.
Надфили - это небольших размеров напильники, применяемые для опиливания поверхностей малых площадей.
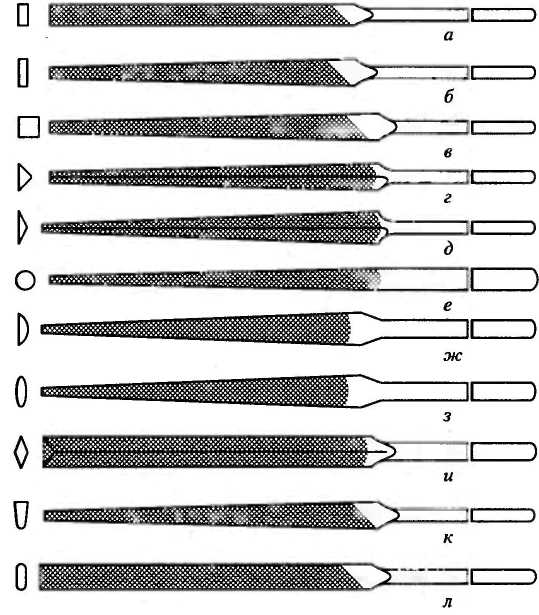
Рис. № 9. Надфили: а, б - плоские; в — квадратный; г, д — трехгранные; е — круглый; ж — полукруглый; з — оливообразный; и - ромбический; к - трапецеидальный;
л - галтельный
При опиливании мелких деталей или в труднодоступных местах применяют надфили. Они применяются при изготовлении инструментов и штампов, используются часовыми мастерами и слесарями, ремонтирующими замки, ключи и т.д. Выпускаются надфили с 20, 32,40, 63, 80 и 112 насечками на 10 мм. По форме поперечного сечения надфили, как и напильники, бывают: плоские, квадратные, трёхгранные, полукруглые, овальные, ромбические. Надфили имеют на рукоятке номера насечки: №1-20-40; №2-28-56; №3,4 и 5 -40-112 насечек на 10мм длины.
Дата добавления: 2015-12-20; просмотров: 88; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!