СПЕЦИАЛЬНЫЕ ВИДЫ ГАЗОВОЙ СВАРКИ
ТЕХНИКА ГАЗОВОЙ СВАРКИ.
Левая и правая сварка. Положение горелки при газовой сварке. Выбор способа сварки в зависимости от положения шва в пространстве. Специальные виды газовой сварки. Способы скоса.
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени.
Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва получается лучше, чем при правом способе.
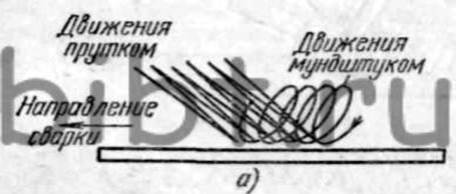
Правый способ сварки - это такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой.
Мундштуком горелки при правом способе выполняют незначительные поперечные колебания.
Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе.
|
|
|
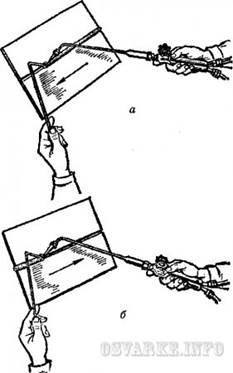
Способы сварки: а - левый; б - правый
Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом.
Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке метал лов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм3/ч, а при левом - 100-130 дм3/ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки.
При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d=S/2 мм, где S - толщина свариваемого металла, мм.
Левая и правая сварка. При левой сварке перемещение горелки производится справа налево, а при правой сварке - слева направо. В первом случае присадочная проволока находится перед пламенем горелки, во втором случае - сзади него. При левом способе пламя направлено на несваренную часть шва; для более равномерного прогрева кромок и лучшего перемешивания металла сварочной ванны производятся зигзагообразные движения наконечника и проволоки.
|
|
|
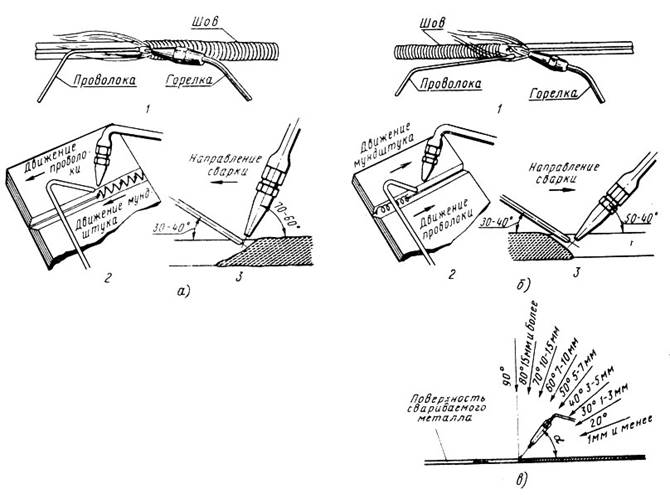
Способы сварки и угол наклона мундштука: а - левая, б - правая; 1 - момент сварки, 2 - схемы движений мундштука и проволоки, 3 - углы наклона мундштука и проволоки, в - угол наклона мундштука при разной толщине металла.
Левая сварка обеспечивает более равномерную высоту и ширину шва в сварном соединении, наибольшую производительность и меньшую стоимость при сварке листов толщиной до 5 мм. Это объясняется тем, что пламя предварительно подогревает основной металл, подлежащий сварке. Кроме того, левая сварка проще по выполнению и не требует от сварщика приобретения больших навыков.
Левую сварку применяют также для легкоплавких металлов. Для сварки стали при левом способе мощность пламени устанавливается 100 - 120 дм3 ацетилена/ч на 1 мм толщины свариваемого металла. Повышение скорости при левой сварке по сравнению с правой может происходить лишь до тех пор, пока поглощение тепла изделием (потери) незначительно, а это возможно только при сварке тонких листов.
|
|
|
При толщине листов более 5 мм левая сварка по скорости уступает правой. При правой сварке нагрев в сварочной ванне более интенсивен, в сварочную ванну вводится больше тепла, ядро пламени можно приблизить к поверхности ванны. Кроме того, пламя подогревает уже наплавленный металл, этот нагрев распространяется на незначительное расстояние от сварочной ванны, следовательно, происходит термическая обработка металла шва и зоны термического влияния.
Колебательных движений мундштука при правом способе обычно не делают, а присадочной проволокой выполняют спиральные движения, но с меньшей амплитудой, чем при левой сварке.
Мощность пламени для сварки стали устанавливается 120 - 150 дм3 ацетилена/ч на 1 мм толщины свариваемого металла.
2.ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Для получения сварного шва с высокими механическими свойствами необходимо хорошо подготовить свариваемые кромки, правильно подобрать мощность горелки, отрегулировать сварочное пламя, выбрать присадочный материал, установить положение горелки и направление перемещения ее по свариваемому шву.
Подготовка кромок заключается в очистке их от масла, окалины и других загрязнений, разделке под сварку и прихвате короткими швами.
|
|
|
Свариваемые кромки зачищают на ширину 20.. 30 мм с каждой стороны шва. Для этой цели можно использовать пламя сварочной, горелки. При нагреве окалина отстает от металла, а краска и масло выгорают. Затем поверхность свариваемых деталей зачищают стальной щеткой до металлического блеска. При необходимости (например, при сварке алюминия) свариваемые кромки травят в кислоте и затем промывают и сушат.
Разделка кромок под сварку зависит от типа сварного соединения, который, в свою очередь, зависит от взаимного расположения свариваемых деталей.
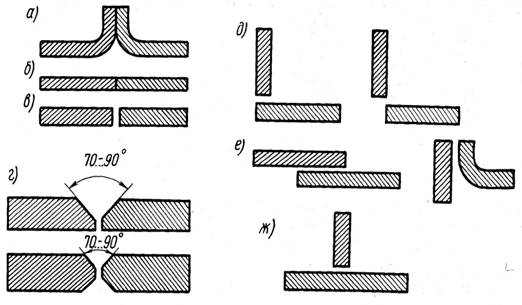
Стыковые соединения являются для газовой сварки наиболее распространенным типом соединений. Металлы толщиной до 2 мм сваривают встык с отбортовкой кромок без присадочного материала или встык без разделки кромок и без зазора, но с присадочным материалом. Металл толщиной 2…5 мм сваривают встык без разделки кромок, но с зазором между ними. При сварке металла толщиной более 5 мм применяют V- или Х-образную разделку кромок . Угол скоса выбирают в пределах 70…90°; при этих углах получается хороший провар вершины шва.
Угловые соединения также часто применяют при сварке металлов малой толщины. Такие соединения сваривают без присадочного металла. Шов получается за счет расплавления кромок свариваемых деталей.
Нахлесточные и тавровые соединения допустимы только при сварке металла толщиной менее 3 мм, так как при больших толщинах металла неравномерный местный нагрев вызывает большие внутренние напряжения и деформации и даже трещины в шве и основном металле.
Скос кромок производят ручным или пневматическим зубилом, а также на кромкострогальных или фрезерных станках. Экономичным способом подготовки кромок является ручная или механизированная кислородная резка; образующиеся при этом шлаки и окалины удаляют зубилом и металлической щеткой.
Чтобы не допустить изменения положения свариваемых деталей и зазора между кромками в течение всего процесса сварки, изделие закрепляют в приспособлениях или с помощью прихваток. Длина прихваток, их число и расстояние между ними зависят от толщины металла, длины и конфигурации свариваемого шва. При сварке тонкого металла и коротких швах длина прихваток составляет 5…7 мм, а расстояние между ними — 70… 100 мм. При сварке толстого металла и значительной длине прихватки делают длиной 20…30 мм, а расстояние между ними − 300… 500 мм.
Основные параметры режима сварки выбирают в зависимости от свариваемого металла, его толщины и типа изделия. Определяют потребную мощность пламени, вид пламени, марку и диаметр присадочной проволоки, технику сварки. Швы накладывают одно- и многослойные. При толщине металла до 6…8 мм применяют однослойные швы, до 10 мм швы выполняют в два слоя, а при толщине металла более 10 мм швы сваривают в 3 слоя и более. Толщина слоя при многослойной сварке зависит от размеров шва, толщины металла и составляет 3…7 мм. Перед наложением очередного слоя поверхность предыдущего слоя должна быть хорошо очищена металлической щеткой. Сварку производят короткими участками. При этом стыки валиков в слоях не должны совпадать. При многослойной сварке зона нагрева меньше, чем при однослойной. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев. Кроме того, каждый слой можно подвергнуть проковке. Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако следует учесть, что при этом производительность сварки низкая при большом расходе горючего газа.
Низкоуглеродистные стали сваривают газовой сваркой без особых затруднений. Сварка выполняется нормальным пламенем. Присадочным материалом служит сварочная проволока по ГОСТ 2246—70. Ответственные конструкции из низкоуглеродистой стали сваривают, применяя низколегированную проволоку. Наилучшие результаты дают кремнемарганцовистая и марганцовистая проволоки марок Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Они позволяют получать сварные швы с высокими механическими свойствами. Удельная мощность пламени − 100… 150 л/(ч·мм).
Среднеуглеродистые стали свариваются удовлетворительно, однако при сварке возможно образование в сварном шве и зоне термического влияния закалочных структур и трещин. Сварку выполняют слегка науглероживающим пламенем, так как даже при небольшом избытке в пламени кислорода происходит существенное выгорание углерода. Удельная мощность пламени должна быть в пределах 80… 100 л/(ч·мм). Рекомендуется левый способ сварки, чтобы снизить перегрев металла. При толщине металла более 3 мм следует проводить предварительный общий подогрев детали до 250…300°С или местный нагрев до 650…700°С. Присадочным материалом служат марки сварочной проволоки, указанные для малоуглеродистой стали, и проволока марки Св-12ГС.
При определении мощности пламени следует иметь в виду, что при сварке правым способом удельная мощность должна быть повышена на 20…25%. Увеличение мощности пламени повышает производительность сварки. Однако при этом возрастает опасность пережога металла.
Диаметр присадочной проволоки d (мм) при сварке металла толщиной до 15 мм левым способом определяют по формуле d = S/2 +1, где S — толщина свариваемой стали, мм. При правом способе диаметр проволоки берут равным половине толщины свариваемого металла. При сварке металла толщиной более 15 мм применяют проволоку диаметром 6…8 мм.
После сварки можно рекомендовать проковку металла шва в горячем состоянии и затем нормализацию с температуры 800…900°С. При этом металл приобретает достаточную пластичность и мелкозернистую структуру.
Положение горелки и присадочной проволоки при газовой сварке. Пламя горелки направляют на металл изделия так, чтобы кромки свариваемых частей находились в восстановительной зоне пламени на расстоянии 2 - 6 мм от конца ядра. Касаться концом ядра металла изделия и присадочного прутка нельзя. Это вызовет науглероживание металла ванны и будет способствовать возникновению хлопков и обратных ударов пламени.
Скорость нагрева металла при газовой сварке можно регулировать наклоном мундштука горелки по отношению к поверхности металла. С увеличением толщины металла угол наклона мундштука горелки к вертикали возрастает (рис. 3, в).
Угол наклона присадочной проволоки к поверхности металла обычно составляет 30 - 40° и может изменяться сварщиком в зависимости от положения шва в пространстве, числа слоев многослойного шва и других условий.
Как правило, конец присадочной проволоки должен постоянно находиться в сварочной ванне, защищенной от окружающего воздуха газами -восстановительной зоны пламени. Пользоваться для образования шва так называемым капельным процессом сварки, когда проволоку опускают периодически в сварочную ванну, не рекомендуется из-за опасности окисления металла проволоки в момент ее отрыва от сварочной ванны.
3.ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ ШВОВ
Горизонтальные швы сваривают правым способом

Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом. При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см2. Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными или зигзагообразными движениями мундштука.
СПЕЦИАЛЬНЫЕ ВИДЫ ГАЗОВОЙ СВАРКИ
Сварка сквозным валиком выполняется при вертикальном положении деталей в направлении снизу вверх.
Наклон горелки и присадочной проволоки, а также характер движения горелки и проволоки в процессе выполнения шва показаны на рис. 5.
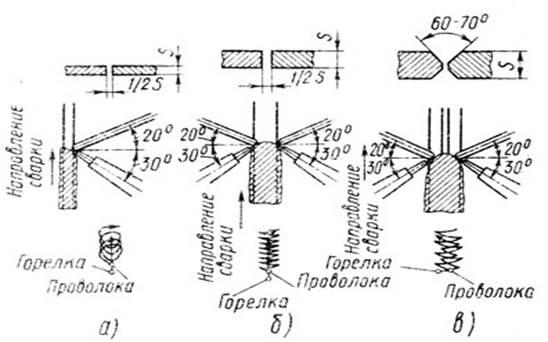
Рис. 5. Схема сварки сквозным валиком при толщине S: а - от 2 до 6 мм, б - от 6 до 12 мм, в - от 12 до 20 мм
При толщине листов от 2 до 12 мм кромки не скашивают. Сварку начинают с проплавления отверстия диаметром, равным толщине свариваемых листов. Затем проволокой заплавляется нижняя часть отверстия на всю толщину металла, перемещают пламя, оплавляя верхнюю часть отверстия и накладывая металл на нижнюю кромку. Таким образом, отверстие все время продвигается вверх, заплавляясь снизу и оплавляясь сверху. В процессе сварки совершаются круговые движения мундштуком. Новая круговая ванночка должна перекрывать предыдущую на 1/3 диаметра. Сваренные этим приемом стальные листы образуют плотный шов с лучшими механическими свойствами, чем сварка в нижнем положении.
Мощность горелки подбирается из расчета 60 дм3/ч на 1 мм толщины листа. При сварке листов толщиной более 6 мм применяется вертикальная сварка одновременно с двух сторон. Мощность горелки выбирается из расчета 30 дм3/ч на 1 мм толщины металла.
При сварке труб, расположенных горизонтально, после сборки стыка (обычно на сварочных прихватках, расположенных в зависимости от диаметра трубы в 3 - 6 местах на равных расстояниях) сварку производят участками, независимо от того, поворотный или неповоротный стык. При сварке с поворотом свариваемый участок обычно находится наверху и занимает положение между вертикальным диаметром и диаметром, наклоненным к нему под углом 45°. Трубы без поворота свариваются участками в нижнем, наклонном и потолочном положениях с соблюдением принципа обратноступенчатой сварки с целью борьбы с деформациями.
Сварка ванночками. Сущность этого способа состоит в последовательном образовании ванночек расплавленного металла и ввода в них по нескольку капель присадочного металла.
Каждая последующая ванночка должна перекрывать предыдущую на 1/3 ее диаметра. Этот способ иногда называют также сваркой «каплями». Применяют его при сварке металла толщиной до 3 мм. Сварка по отбортованным кромкам. Применяется при сварке тонкого металла толщиной до 2-3 мм. Сварку ведут без присадочного материала, горелке придают колебательное или спиралеобразное движение.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав

Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан - бутан-кислородным пламенем. Сварка ведется при повышенном содержании кислорода в смеси

с целью повышения температуры пламени и увеличения провара и жидко текучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 - 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Вопросы для самоконтроля
1. Назовите области применения газовой сварки.
2. Каковы преимущества и недостатки левой и правой сварки?
3. Каким должно быть положение горелки и присадочной проволоки при левой и правой сварке?
4. Назовите специальные виды газовой сварки.
Дата добавления: 2022-07-16; просмотров: 92; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!