Токарный станок с ЧПУ MORRI SEIKI SL-25
Двухосевой станок модели SL25 (рис. 22) предназначен для обработки деталей средних размеров. Он широко применяется в производстве автомобильных запчастей, пресс-форм, клапанов, строительной техники.
Станок оборудован 12 позиционной револьверной головкой. Так же присутствует задняя бабкой, транспортер стружки и др.
На этом оборудовании можно применять такие операции как: сверление, точение, растачивание, зенкерование, зенковка, нанесение резьбы.

Рисунок 22 Внешний вид станка
1. Техника безопасности при эксплуатации данного оборудования. Станок с ЧПУ — это сложный агрегат, состоящий из различных механических узлов, электрических и электронных компонентов. Для обеспечения безопасности внимательно ознакомьтесь с общими правилами эксплуатации станков с ЧПУ:
a) К эксплуатации и ремонту станка допускается только персонал, ознакомленный с соответствующей документацией станка и СЧПУ.
b) Эксплуатация станка разрешается лишь в том случае, если вы убедились, что регулярно производилось обслуживание станка и что он находится в отличном техническом состоянии.
c) Не приступать к работе на станке, если от него исходит необычное или слишком сильное тепло, шум, наблюдается выделение дыма или вибрация.
d) Обязательно знать расположение клавиш аварийного останова станка.
e) Не оставлять станок без присмотра во время его работы.
f) Перед началом обработки проверять УП всеми доступными способами.
|
|
|
g) Ни в коем случае не совершать на станке операций, которых вы не понимаете. В случае сомнений обязательно проконсультироваться со специалистом.
h) Не пытаться остановить или затормозить перемещения исполнительных органов станка голыми руками или с помощью приспособлений.
i) При возникновении поломки оборудования, угрожающей аварией на рабочем месте или в цехе: прекратить его эксплуатацию, а также подачу к нему электроэнергии, газа, воды, сырья, продукта и т.п.; доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями.
j) В аварийной обстановке: оповестить об опасности окружающих людей, доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий.
k) По окончании работы выключить станок и другое оборудование,
отключить электрооборудование от сети.
Руководство по эксплуатации станка
2.1 Обозначение кнопок станка
На рис.23 обозначена часть кнопок станка.

Рисунок 23 кнопки станка
1. MEM (тетогу)-память. Выполняет автоматические операции с программой,
|
|
|
находящейся в памяти;
2. MDI-режим ручного ввода данных. Управляет станком и задает данные в соответствии с данными кадра, установленными выключателем на панели управления;
3. Кнопка Т запускает программу построчно;
4. EDIT-редактирование. Хранит программу в памяти, считывает и распечатывает программу из памяти;
5. ZRN - обнуление осей станка;
6. RPD - плавное управление ускоренными перемещениями в ручном управлении;
7. JOG - движение с подачей резания;
8. Н - управление перемещением револьверной головой с помощью маховика.
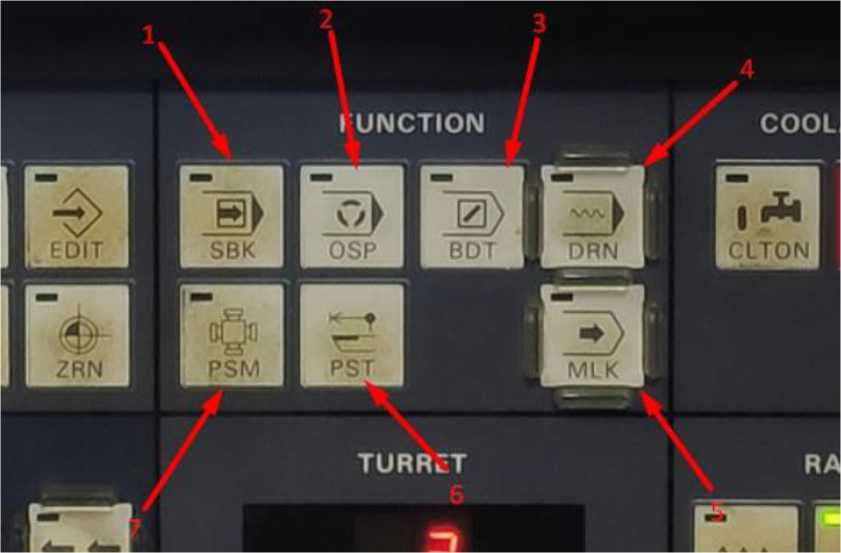
Рисунок 24 Кнопки рассматриваемого станка
1. SBK- перемещение на ускоренных за заготовкой;
2. OSP - прогон программы без перемещения инструмента;
3. BDT - покадровый прогон программы без перемещения инструмента;
4. DRN - прогон программы, в котором перемещение резанья выполняется с ускоренной скоростью, используется для тестирования вновь написанных программ.
5. MLK - прогон программы без перемещения, выполняется со сменной инструмента.
6. PST - регистрация инструмента с учетом его корректора;
7. PSM - передвижение револьверной головы, при открытии датчика регистрации.
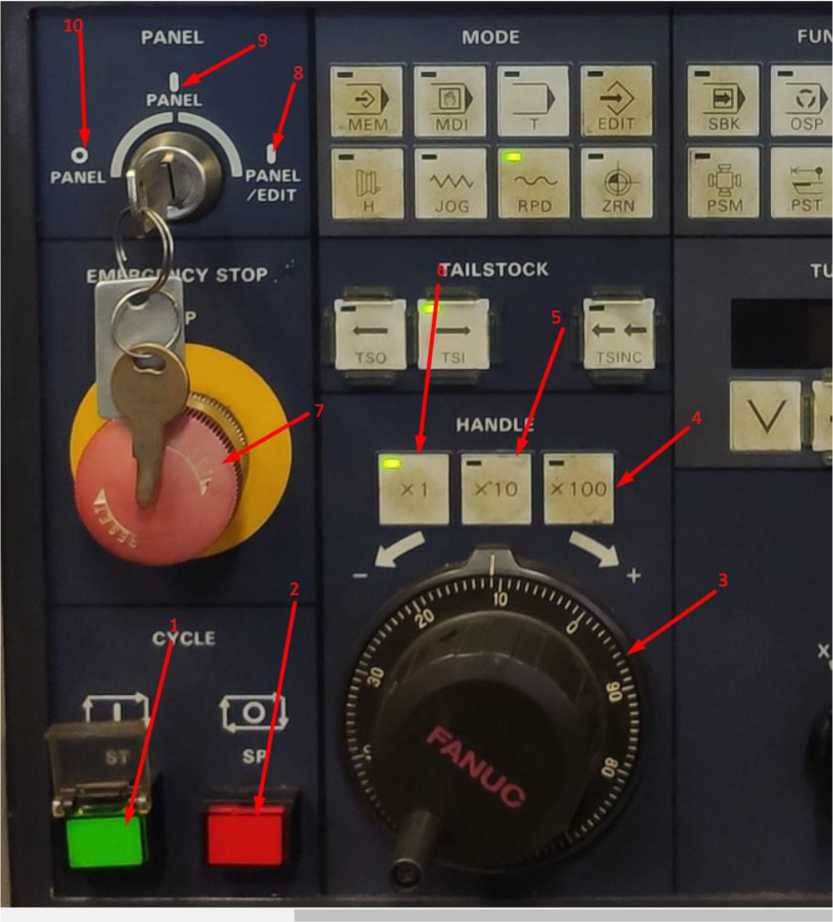
Рисунок 25
1. Запуск программы, выполнение команды;
2. Отмена программы;
3. Маховик - линейные перемещения револьверной головки;
|
|
|
4. Множитель скорости перемещения в 100 раз;
5. Множитель скорости перемещения в 10 раз;
6. Обычная скорость перемещения;
7. Кнопка аварийного выключения;
8. Поворот ключа в право - снятие ограничений со всех кнопок;
9. Ключ по центру - снятие ограничения с некоторых кнопок, отвечающих за программы и циклы;
10.Ключ влево - ограничение всех кнопок, кроме кнопки запуска программы, отмены программы, кнопки аварийного выключения станка.

Рисунок 26
1. Переключатель между осями перемещения револьверной головки;
2. Выбор следующего инструмента;
3. Вызов инструмента;
4. Выбор предыдущего инструмента;
5. Назначение скорости перемещения револьверной головки, во время выполнения программы;
6. Ускоренные перемещения;
7. 25% от общей скорости перемещения;
8. 50% от общей скорости перемещения;
9. 100% от общей скорости перемещения;
10. Перемещение револьверной головки по оси Х в плюс;
1 1. Перемещение револьверной головки по оси Z в минус;
12. Перемещение револьверной головки по оси Х в минус;
13. Перемещение револьверной головки по оси Z в плюс;
14. Конвейер вперед;
15.Остановка конвейера;
16.Конвейер назад.
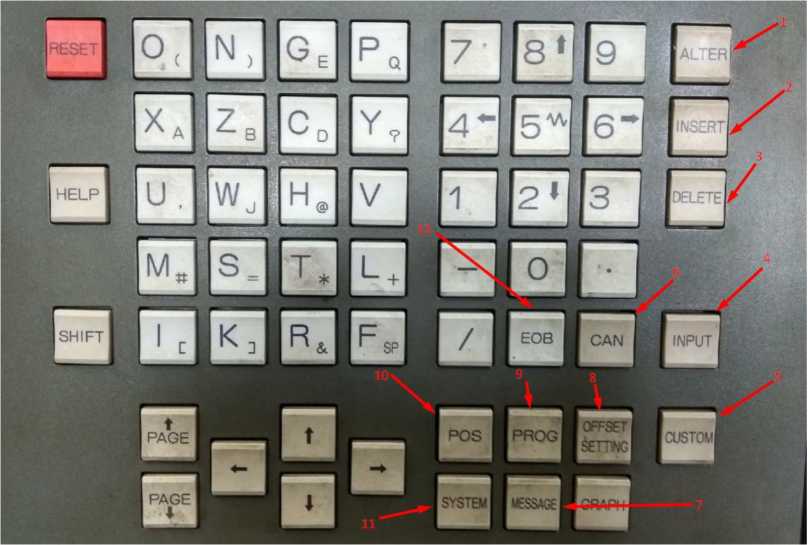
Рисунок 27 Кнопки ввода данных и дополнительных функций
|
|
|
1. Alter - вставить слово вместо выделенного слова;
2. Insert - вставить слово после выделенного слова;
3. Delete -удалить выделенное слово;
4. Input - ввод;
5. Custom - справка;
6. Can - стереть символ;
7. Message - сообщения об ошибках/история ошибок;
8. Offset setting - коррекция на геометрию инструмента/ на износ инструмента;
9. Prog - ввод программы в режиме MDI/ выбор программы в режиме MEM;
10. Pos - текущая позиция инструмента (абсолютные координаты, машинные координаты);
11. System - системные параметры;
12. EOB - кнопка, которая в процессе написания команд, позволяет поставить «;».
2.2 Первоначальный пуск станка
1.1 Проверка станка перед запуском
Перед запуском данного оборудования, убедитесь, чтобы не было утечек из маслопровода, а также смазывающе-охлаждающей жидкости.
1.2 Пуск станка
Включение питания:
• Главный выключатель, который находится на обратной стороне
станка, переключить в положение I (включено) (рис 28);

Рисунок 28 Главный выключатель
• Далее следует включить экран с помощью кнопки «ON» (рис. 29)

Рисунок 29 Кнопки вкл/выкл
1 - кнопка включения экрана; 2 - кнопка выключения экрана.
2.3 Подготовка к работе
5.1 Обнуление осей станка
Перед непосредственный началом работы, необходимо обнулить оси станка. Для этого необходимо прейти в ручной режим написания программы с помощью кнопки MDI (рис 23) и ввести команду вызова любого инструмента (например Т0101;) с помощью клавиатуры. Далее при нажатии кнопки обнуления ZRN (рис. 30) нам необходимо с помощью кнопок перемещения (рис. 31) довести револьверную головку до крайнего правого положения по оси Z и крайнего верхнего положения по оси X пока обе лампочки не загорятся (рис. 32).
Примечание: в случае, если шпиндельная головка не доходит до крайнего правого и верхнего положения по осям X и Z, необходимо немного ее переместить в отрицательную сторону по этим же осям.

Рисунок 30 Клавиши MDI и ZRN

Рисунок 31 Клавиши перемещения
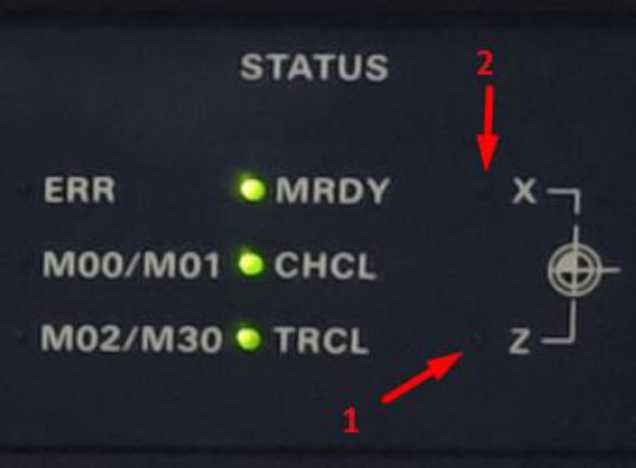
Рисунок 32. Индикаторы обнуления
2.4 Установка и регистрация инструмента
Перед тем как установить необходимые инструменты в револьверную головку, необходимо помнить, что они должны не мешать друг другу в процессе работы. Так же необходимо учитывать ограниченность вместительности револьверной головки (есть возможность установить до 12 инструментов) (рис 33)

Рисунок 33 Револьверная головка
После того как инструменты были успешно установлены, необходимо произвести их регистрацию. При нажатии клавиши PSM и открытии регистрирующего датчика, нужно коснуться инструментом датчика, управляя револьверной головкой с помощью маховика. Все необходимые данные будут занесены в память станка под конкретным номером, который следует указать. При вызове инструмента необходимо будет указать его номер, под которым он был зарегистрирован.
2.5 Установка заготовки
Установка заготовки выполняет с помощью трехкулачкового самоцентрирующегося патрона. Чтобы установить заготовку, необходимо разжать кулачки с помощью пневмогидравлической педали (рис 34), установить заготовку и зажать той же самой педалью одним нажатием.

Рисунок 34 Пневмогидравлическая педаль
В случае если деталь имеет диаметр больше, чем диаметр разжатых кулачков, их необходимо переустановить на более больший диаметр путем их снятия и переустановки. Если деталь имеет диаметр меньше, чем могут захватить кулачки, следует предпринимать те же действия, что и в выше описанном случае.
Если заготовка имеет большую массу или ее необходимо установить необычным способом, следует увеличить давление сжатия кулачков, чтобы не допустить вылета заготовки в процессе обработки. Также если изготавливаемая деталь будет сделана из мягкого материала, во избежание деформации материала, следует уменьшить давление сжатия кулачков с помощью регулятора давления сжимания кулачков (рис. 35).

Рисунок 35 регулятор давления сжимания кулачков передней и задней бабки
2.6 Начало работы
На станке MORRI SEIKI SL-25 можно работать несколькими способами:
a) Вручную, использую лишь маховик для управления револьверной головкой (позволяет обрабатывать лишь наружные поверхности небольшой точностью);
b) Путем написания программы на самом станке (Путем нажатия клавиш MDI - PROG откроется окно, которое позволит написать собственную программу. После каждой команды необходимо ставить «;»);
c) Путем загрузки программы с внешнего носителя.
Загружая программу с внешнего носителя, необходимо, чтобы в начале и в конце программы стоял знак «%». В отличии от написания программы на самом станке, в данном способе не нужно после каждой команды ставить «;», станок все проставит сам.
После каждого значения необходимо ставить точку, иначе станок воспринимает его в микрометрах.
Деталь для обработки
По чертежу детали написать программу для токарного станка.

Рисунок 36. Деталь вал
Дата добавления: 2022-06-11; просмотров: 52; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!